一种热电偶焊线一体机的制作方法
1.本实用新型涉及焊线一体机技术领域,具体为一种热电偶焊线一体机。
背景技术:
2.目前国内的脉冲焊接机主要应用排线焊接、软性线路板fpc与线路板pcb或软性线路板fpc之间的焊接,采用直径小的导线和薄壁金属管无锡焊接的场合非常少,自动上下料,焊线、检测一体机的应用极少,首先,一种热电偶焊线一体机需要人工上料,从而浪费人力,且生产效率不高,其次,产品一板不能精确定位,最后,线缆需要人工剥皮,且线缆不能自动传送,影响生产效率,为解决上述问题,一种热电偶焊线一体机,亟待开发。
技术实现要素:
3.本实用新型的目的在于提供一种热电偶焊线一体机以解决上述背景技术中提出的一种热电偶焊线一体机需要人工上料,从而浪费人力,且生产效率不高、产品一板不能精确定位和线缆需要人工剥皮,且线缆不能自动传送,影响生产效率的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种热电偶焊线一体机,包括移栽机械手、料盘移栽机构、旋转盘和机体,其特征在于:所述机体顶部的一侧设置有下料机构,所述下料机构的底部设置有料盘移栽机构,所述机体顶部靠近左侧的位置设置有收料机构,所述收料机构上滑动设置有移栽机械手,所述下料机构中设置有顶升组件,所述机体顶部的右侧活动设置有旋转盘,所述机体的内部通过电机和轴与旋转盘相互连接,所述旋转盘上均匀设置有八个治具体。
5.优选的,所述机体顶部的前部设置有ccd检测工位,所述治具体顶部靠近左侧的位置设置有产品上、下料移动机构。
6.优选的,所述机体的顶部的背部设置有第一送线机构,所述第一送线机构的内部包括第一夹线气缸和第一线夹,所述第一夹线气缸通过支架固定到机体上,所述第一夹线气缸的一端设置有第一线夹,所述第一线夹之间夹持有线缆。
7.优选的,所述机体顶部的右侧设置有第二送线机构,所述第二送线机构的内部设置有第二夹线气缸和第二线夹,所述第二夹线气缸通过支架固定到治具体上,所述第二夹线气缸的一端设置有第二线夹。
8.优选的,所述机体顶部靠近第一送线机构和第二送线机构的一侧分别设置有裁线剥皮机构,所述治具体上靠近旋转盘的右上角设置有焊接机构。
9.优选的,所述裁线剥皮机构的内部依次设置有旋转驱动件、连接架、丝杠和剥皮器,所述剥皮器安装到机体上,所述剥皮器的内部设置有丝杠,所述连接架的一侧设置有旋转驱动件,所述旋转驱动件的输出端与丝杠相互连接,所述丝杠上通过螺纹套筒与剥皮器相互连接。
10.为了实现不间断生产,需要设计一款采用tray盘自动上料、分盘、收料,叠tray盘,及自动定位焊点位置(管壁四周有棱)、送线、焊线、焊点检测一体机。达到高效率生产及生
产工艺技术要求。
11.(1)该机器由人工将摆放好圆管的tray盘放入下料机构中,顶升组件运动将料盘顶升托住tray盘,下料机构中两侧气缸将托板收回,通过重力来进行tray盘分离,顶升部件下降,将tray盘放到料盘移栽机构中,进行料盘移栽机构定位,并移动到适当位置,通过移栽机械手来回运动给产品上、下料移动机构送料以及从产品上、下料移动机构中取下已经焊接完成的产品。
12.(2)产品上、下料移动机构给旋转盘上的治具体送料,上料完成后,旋转盘转到下一工位对圆管的焊接面进行旋转精确定位,旋转工位采用:电机旋转,利用真空柔性爪手内撑带动薄壁圆管转动,采用光纤判断来精确定位,转盘上采用多工位进行上料。
13.(3)定位完成后转动到焊接工位,通过第一送线机构送线到焊点位置,焊头下压压紧,第一送线机构往后运动确定线的长度后,第一夹线气缸使第一线夹将线夹紧,裁线剥皮机构切刀进行裁断并剥皮,焊头连接脉冲电源,通过瞬间电流进行压焊,焊接完毕后,第一送线机构回到原点,并准备下一工位的送线工作。
附图说明
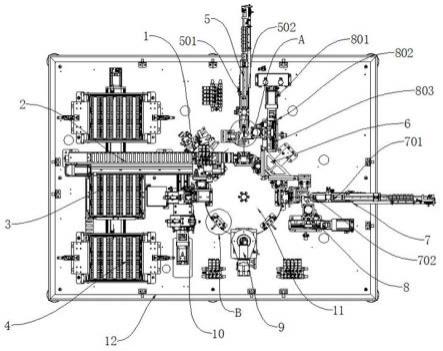
14.图1为本实用新型的正视俯视结构示意图;
15.图2为本实用新型的背视结构示意图;
16.图3为本实用新型的图1中a处放大结构示意图;
17.图4为本实用新型的图1中b处放大结构示意图。
18.图中:1、移栽机械手;2、收料机构;3、料盘移栽机构;4、下料机构;5、第一送线机构;501、第一夹线气缸;502、第一线夹;6、焊接机构;7、第二送线机构;701、第二夹线气缸;702、第二线夹;8、裁线剥皮机构;801、旋转驱动件;802、连接架;803、丝杠;804、剥皮器;9、ccd检测工位;10、产品上、下料移动机构;11、旋转盘;12、机体;13、治具体。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-4,本实用新型提供的一种实施例:一种热电偶焊线一体机,包括移栽机械手1、料盘移栽机构3、旋转盘11和机体12,机体12顶部的一侧设置有下料机构4,下料机构4的底部设置有料盘移栽机构3,机体12顶部靠近左侧的位置设置有收料机构2,收料机构2上滑动设置有移栽机械手1,下料机构4中设置有顶升组件,机体12顶部的右侧活动设置有旋转盘11,机体12的内部通过电机和轴与旋转盘11相互连接,旋转盘11上均匀设置有八个治具体13;
21.该机器由人工将摆放好圆管的tray盘放入下料机构4中,顶升组件运动将料盘顶升托住tray盘,下料机构4中两侧气缸将托板收回,通过重力来进行tray盘分离,顶升部件下降,将tray盘放到料盘移栽机构3中,进行料盘移栽机构3定位,并移动到适当位置,通过移栽机械手1来回运动给产品上、下料移动机构10送料以及从产品上、下料移动机构10)中取下已经焊接完成的产品;
22.机体12顶部的前部设置有ccd检测工位9,治具体13顶部靠近左侧的位置设置有产品上、下料移动机构10,工位转动到ccd检测工位9,检测焊点是否ok,通过ccd判断,此工位的焊接好的产品是否良品;
23.机体12的顶部的背部设置有第一送线机构5,第一送线机构5的内部包括第一夹线气缸501和第一线夹502,第一夹线气缸501通过支架固定到机体12上,第一夹线气缸501的一端设置有第一线夹502,第一线夹502之间夹持有线缆,机体12顶部的右侧设置有第二送线机构7,第二送线机构7的内部设置有第二夹线气缸701和第二线夹702,第二夹线气缸701通过支架固定到治具体13上,第二夹线气缸701的一端设置有第二线夹702;
24.通过第一送线机构5送线到焊点位置,焊头下压压紧,第一送线机构5往后运动确定线的长度后,第一夹线气缸501使502第一线夹将线夹紧,裁线剥皮机构8切刀进行裁断并剥皮,焊头连接脉冲电源,通过瞬间电流进行压焊,焊接完毕后,第一送线机构5回到原点,并准备下一工位的送线工作;
25.机体12顶部靠近第一送线机构5和第二送线机构7的一侧分别设置有裁线剥皮机构8,治具体13上靠近旋转盘11的右上角设置有焊接机构6,裁线剥皮机构8的内部依次设置有旋转驱动件801、连接架802、丝杠803和剥皮器804,剥皮器804安装到机体12上,剥皮器804的内部设置有丝杠803,连接架802的一侧设置有旋转驱动件801,旋转驱动件801的输出端与丝杠803相互连接,丝杠803上通过螺纹套筒与剥皮器804相互连接;
26.本实用新型在使用时,通过将由人工将摆放好圆管的tray盘放入下料机构4中,顶升组件运动将料盘顶升托住tray盘,下料机构4中两侧气缸将托板收回,通过重力来进行tray盘分离,顶升部件下降,将tray盘放到料盘移栽机构3中,进行料盘移栽机构3定位,并移动到适当位置,通过1移栽机械手来回运动给产品上、下料移动机构10送料以及从产品上、下料移动机构10中取下已经焊接完成的产品,然后产品上、下料移动机构10 给旋转盘11上的治具体13送料,上料完成后,旋转盘11转到下一工位对圆管的焊接面进行旋转精确定位,旋转工位采用:电机旋转,利用真空柔性爪手内撑带动薄壁圆管转动,采用光纤判断来精确定位,转盘上采用多工位进行上料,定位完成后转动到焊接工位,通过第一送线机构5送线到焊点位置,焊头下压压紧,第一送线机构5往后运动确定线的长度后,第一夹线气缸501使502第一线夹将线夹紧,裁线剥皮机构8切刀进行裁断并剥皮,焊头连接脉冲电源,通过瞬间电流进行压焊,焊接完毕后,第一送线机构5回到原点,并准备下一工位的送线工作,然后第一工位完成后,旋转到过渡工位不做任何操作,第二工位紧随第一工位的操作,第一工位继续旋转到焊接工位,进行焊点的焊接,同样第二送线机构7送线到焊点位置,焊头下压压紧,第二送线机构7往后运动确定线的长度后裁断并剥皮。焊头连接脉冲电源,通过瞬间电流进行压焊。焊接完毕后,回到原点等待下一工位的焊接,圆管上所需的焊接工作完成后,工位转动到ccd检测工位9,检测焊点是否ok,通过ccd判断,此工位的焊接好的产品是否良品,良品通过产品上、下料移动机构10机构下料,移栽机械手1夹取产品放回料盘移栽机构3中的料盘,ng品则夹取到ng回收处,tray盘上的料都已经加工完毕后,料盘移栽机构3将料盘移动到下料机构4位置进行tray盘的叠盘,顶升组件运动将料盘顶升,通过下料机构4中两侧气缸带动托板来托住料盘。至此完成一个流程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1