一种高可靠固定共模滤波电感器的制作方法
1.本发明涉及一种高可靠固定共模滤波电感器,属于共模滤波电感器技术领域。
背景技术:
2.在开关电源中,通常会存在两种干扰(或噪声),一种是共模干扰,另一种是差模干扰。其中共模干扰是相位相同、传播方向相同的,并且在正线(l线)与地之间的传播及负线(n线)与地之间的传播。而差模干扰是传播途径约输入电流相同,在正线(l线)与负线(n线)之间传播。通常干扰都是高频干扰,单一绕组电感器对高频干扰表现出高阻抗,并反射或吸收这些干扰。为提高对高频干扰的阻抗能力,利用磁环结构的磁性材料,在其上面绕制两个匝数相同,绕制同向的绕组,当共模干扰流过这两个绕组时,会在线圈内产生同向的磁场,从而增大线圈的感抗,使得线圈表现为更高的阻抗,产生较强的阻尼效果,有效的衰减共模干扰,以达到滤波的目的。
3.通常的共模滤波电感器如上所示,仅是在磁环上缠绕线圈,并利用线圈的尾线折成引脚,形成插装焊接结构。这次结构的弊端是,由于结构单一,线圈的固定仅靠四个引脚焊接固定,当产品重量非常大时,会导致引脚的固定可靠性变得很差,在一些剧烈振动时很容易振断引脚,导致产品失效。虽然整个线圈也可以采用诸如硅橡胶在其四周粘接固定,可一旦硅橡胶疲劳失效,会使引线的焊点受力,引线会在机械应力下被拉断,可靠性较差;另外,诸如有些整机可靠性要求针对此问题采用了机械加固来辅助硅橡胶粘接固定,但这样一来,使用的加固工装会非常大,容易占用非常多的不必要的空间,不利于现代电子产品小型化的发展要求。
技术实现要素:
4.本发明要解决的技术问题是:提供一种高可靠固定共模滤波电感器,既可以加强产品的牢固性,提高抗震可靠性,同时也减小了空间,达到小型化目的。
5.本发明采取的技术方案为:一种高可靠固定共模滤波电感器,包括塑胶外壳、接线柱、磁环、线圈和隔板,线圈采样两个,分别对称绕制在磁环上构成磁环线圈,隔板嵌入磁环内隔离两个线圈,塑胶外壳中部设置有开口的圆形腔体,磁环线圈置于圆形腔体内灌胶固定,塑胶外壳开口一侧固定连接有对称的四根接线柱且两个线圈的四个自由端分别固定在对应位置的四根接线柱上。
6.优选的,上述接线柱置于塑胶外壳上的四个接线盲孔内,四个接线盲孔朝向圆形腔体一侧设置有连通缺口。
7.优选的,上述接线柱靠近下端设置有环形凹槽。
8.优选的,上述接线柱上设置有垂直于接线柱长度方向的固定线圈自由端的穿线通孔,接线柱端部设置有连接螺杆,连接螺杆配合螺母锁紧连接线。
9.优选的,上述圆形腔体设置有对称的卡接台,对称的卡接台贴合在磁环并将磁环外侧的两个线圈隔离。
10.优选的,上述塑胶外壳两侧底部还设置有用于固定连接的耳形台面,耳形台面设置有安装孔。
11.本发明的有益效果:与现有技术相比,本发明提供一种高可靠固定共模滤波电感器,通过采用塑胶外壳盛装磁环线圈,利用塑胶外壳进行机械固定,以达到减小重量、安装固定牢靠,磁环线圈与塑料外壳之间采用灌胶方式固定,配合塑料外壳的弹性,能够大大提高产品的抗震可靠性,两个线圈之前放置一树脂材质的隔板,隔板起到电气隔离作用,避免两个绕组线圈接触短路。
附图说明
12.图1是本发明的结构示意图;
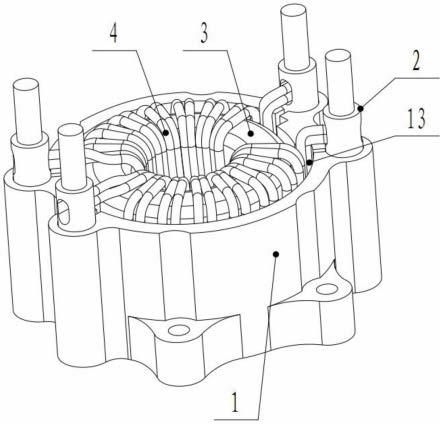
13.图2是本发明的立体结构示意图;
14.图3是本发明的俯视结构示意图;
15.图4是本发明的前视结构示意图;
16.图5是塑胶外壳立体结构示意图;
17.图6是接线柱立体结构示意图。
具体实施方式
18.下面结合附图及具体的实施例对本发明进行进一步介绍。
19.实施例1:如图1-6所示,一种高可靠固定共模滤波电感器,包括塑胶外壳1、接线柱2、磁环3、线圈4和隔板5,线圈4采样两个,分别对称绕制在磁环3上构成磁环线圈,隔板5嵌入磁环3内隔离两个线圈4,塑胶外壳1中部设置有开口的圆形腔体13,磁环线圈置于圆形腔体13内用灌封胶6填充灌胶固定,塑胶外壳1开口一侧用灌封胶6固定连接有对称的四根接线柱2且两个线圈4的四个自由端分别固定在对应位置的四根接线柱2上。
20.优选的,上述接线柱2置于塑胶外壳1上的四个接线盲孔7内,四个接线盲孔7朝向圆形腔体13一侧设置有连通缺口8,接线盲孔大于接线柱直径5-8mm,方便灌胶过程中胶水能够从连通缺口直接流淌到接线盲孔内,实现自动固定,减少额外部件的紧固。
21.优选的,上述接线柱2靠近下端设置有环形凹槽9,能够起到对接线柱防脱的作用,连接稳定性更好。
22.优选的,上述接线柱2上设置有垂直于接线柱2长度方向的固定线圈自由端的穿线通孔10,接线柱2端部设置有连接螺杆11,连接螺杆11配合螺母锁紧连接线。
23.优选的,上述圆形腔体13设置有对称的卡接台12,对称的卡接台12贴合在磁环3并将磁环3外侧的两个线圈隔离,能够配合隔板实现更好的两组线圈的隔离,且卡接台还能够起到更好的固定磁环的作用,避免松动导致线圈的自由端连接松动,更利于在灌胶过程中定位精确,避免线圈缠绕均匀度受到影响。
24.优选的,上述塑胶外壳1两侧底部还设置有用于固定连接的耳形台面14,耳形台面14设置有安装孔。
25.其中,磁芯为环状结构,可以是带涂层的锰锌铁氧体材质的磁芯,或带塑胶壳的铁基纳米晶材质的非晶磁芯,或其他材质磁芯。
26.线圈采用带绝缘漆的圆铜线绕制,并分别在磁环圆周各半绕制一个线圈绕组,共
两个线圈绕组,每个线圈可以是单线绕制,也可以是多线共同绕制,线圈一边尾线从磁环内侧平行磁环引出,线圈另一边尾线从磁环外侧引出并向外侧折平90度。两个绕组采用同进同出、均匀分布、对称排线。
27.两个线圈之前放置一树脂材质的隔板,隔板起到电气隔离作用,避免两个绕组线圈接触短路。
28.接线柱为圆柱状铜制金属件,并在表面镀镍锡,接线柱下端为圆柱状,低端开成环形凹槽,目的增大粘接面积,提高粘接强度。接线柱下端靠上的部分中间开有穿线孔,孔状为两端呈圆弧状。接线柱上端为螺纹结构柱,用于外部电源线的缠绕及螺母锁住。
29.塑胶外壳采用耐温、耐磨、机械强度高的塑胶材料制成,如可以使用peek 1000材料。塑胶外壳中间开圆形腔体,并对称方向开两个朝内侧的耳形档面,用于固定线圈位置。塑胶外壳x轴向两端20度角位置开有四个接线槽,用于放置接线柱,并且槽内侧开一连通缺口,用于胶水灌注。在y轴方向两侧30度位置设计有圆形安装固定孔的耳形台面,作为连接客户电路板的连接固定孔,该孔可以通过客户的固定螺丝,固定孔面不高于塑胶外壳表面,可让固定螺丝穿孔后低于塑胶外壳表面。塑胶外壳底面为平面,确保塑胶外壳能够完全平贴在客户的电路板平面上。
30.接线柱装入塑胶外壳的接线孔内后,线圈的尾线作为连接线插入接线柱的穿线通孔里,再采用锡焊方式焊接固定,保证接线柱和线圈完全电气导通。
31.为加强磁环线圈的安装牢固性,在磁环线圈装入塑胶外壳的腔体内后,在塑胶外壳腔体与磁环线圈之间灌胶填充,并完全固化后固定住线圈,灌胶的高度不易超过塑胶外壳表面。
32.实施例2:一种高可靠固定共模滤波电感器的制作方法,该方法包括以下步骤:
33.1)用磁环穿线夹具夹住磁环约1/2,确保穿线钩针头在磁环的内孔内自由来回穿过;朝前将漆包线的线圈穿入磁环,留足线圈自由端50mm~100mm长尾线,漆包线由左向右,用钩针来回钩住漆包线在磁环上顺时针绕出所要的圈数;取下穿好线的磁环,再反过来用磁环穿线夹具夹住已穿好线的线圈;朝前将漆包线的线圈穿入磁环,留足线圈自由端50mm~100mm长尾线,漆包线由右向左,用钩针来回钩住漆包线在磁环上逆时针绕出所要的圈数;取下穿好线圈的磁环,手工调整下线圈各匝的位置,确保两个绕组在磁环上各占磁环半周,形成对称结构,两个线圈绕组最边匝之间的间隙≥1mm;剪掉多余的尾线,线圈一侧预留15mm~25mm短引线,线圈另一侧预留35mm~45mm长引线;
34.2)标记好刮线长度位置,采用机械刮线方式将线圈的引线上的漆膜剔除;线圈的短引线端的引线漆膜刮到距离磁环外边1~2mm止;长引线端的引线刮到标记处刚好刮掉标记处止;所有线圈的引线线头都刮漆完成后,用气枪将刮线品上的粉尘、废屑吹掉,保持产品整洁;
35.3)整理引线,将每个线圈的引线分开,以防止焊锡时引线粘连在一起,引线沾助焊剂,深度为整个刮线处,刮掉锡液表面上的锡渣,引线顶在无尘纸上,让无尘纸吸掉多余的助焊剂,将沾助焊剂的引线缓慢进入锡液中,直到整个刮线处都进入锡液中,停顿1~2s,缓慢取出;按照本步骤中浸锡方法对所有线圈的引线的浸锡;
36.4)将磁环绕制线圈并处理后的产品放入清洗槽内,热水淹没产品,静置时间不少于5min;毛刷沾水,用毛刷对引线、线圈、磁环的表面进行来回刷洗10次~20次;清洗好的产
品放入烘烤盘,放入烤箱进行烘烤;按规定烘烤完成后,取出产品自然冷却;
37.5)引线长端,将引线贴着磁环外边折向引线短端这一侧,采用平口钳先将每个绕组的其中一根引线按线圈高度90
°
向外折弯,再将另一根引线以高前一个引线0.5个线径90
°
向外折弯;调整引线出线位置,使刚才折弯的引线紧靠在一起,同样方法将另一个绕组的两个引线折弯;调整引线出现位置,将隔板放到两个绕组之间;将4个接线柱分别插入四组引线,调整接线柱位置,使接线柱、线圈都装配进行塑胶外壳的接线盲孔和放置线圈的圆形腔体内,沿着接线柱外边沿减掉多出来的线尾。
38.6)用助焊剂给每个有引线的接线槽粘上助焊剂;采用380℃
±
30℃的焊接温度,一只手拿锡丝、一只手拿电洛铁,对接线槽一边加热一边加锡,直至接线槽附上锡;采用相同方法完成所有接线槽的焊接;
39.7)将清水倒入清洗槽内加热到45℃
±
5℃后,将步骤6)完成的产品倒置放入清洗槽内,热水淹没产品的整个接线柱,静置时间不少于5min;毛刷沾水,用毛刷对引线、线圈、磁环的表面进行来回刷洗10次~20次;清洗完后再次放入干净的热水中,在热水中将接线柱来回荡3~5次后拿出;烘烤盘内放入一张干净的无尘纸,让产品倒置放在无尘纸上静置不少于5分钟;装有清洗好的产品的烘烤盘;放入到设置温度达到100℃
±
10℃的烤箱内进行烘烤;带烘烤完成后,取出产品自然冷却;
40.8)在点胶前先检查线圈之间的隔板是否放置到位,隔板的顶部在磁环1/2高度;在接线柱与塑胶外壳之间的夹角处围绕接线柱一周缓慢点上胶水;将产品放置在加热板上,让产品预热,待5min后灌胶;将装在自封袋里的胶水缓慢灌在线圈中央处,在灌满到超出隔板且未超出磁环后停止;30min内观察胶水填平后,在继续缓慢灌胶,在灌满到超出隔板且未超出磁环后停止;在加热板放置1h-2h后,确认胶水完全填平,中央胶面已盖住隔板且未超出磁环后,将烤箱的温度加热到设置的温度80℃
±
5℃后,送入烤箱内进行烘烤固化,烘烤完后,将产品放在常温自然冷却。
41.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内,因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1