极芯制备装置的制作方法
本技术涉及电池制造,更具体地,涉及一种极芯制备装置。
背景技术:
1、叠片电池主要由正极片、隔膜和负极片逐层堆叠而成,由于叠片电池的正极片和负极片尺寸均匀,外形规整,因此叠片电池能够提升能量密度。目前叠片电池主要通过叠片机制备而成,加工精度要求较高。在制备过程中,每一片正极片和负极片都需要被裁断,接着需要对裁断的正极片和负极片进行纠偏,之后再将纠偏后的正极片、负极片和隔膜进行堆叠。然而,在负极片的裁断过程中,容易产生负极片掉粉、露箔等问题,进而导致电池性能下降,另外,在搬运负极片进行纠偏或堆叠的过程中,也容易造成极片损伤和粘黏金属粉屑,导致电池短路和放电异常。同时,叠片机对正极片、隔膜和负极片逐层堆叠的加工方式不仅效率低下,还容易造成极片和隔膜的打皱。
技术实现思路
1、本实用新型提供一种极芯制备装置的新技术方案,至少能够解决现有技术中的极芯生产效率低下以及极片和隔膜打皱的问题中的至少一个。
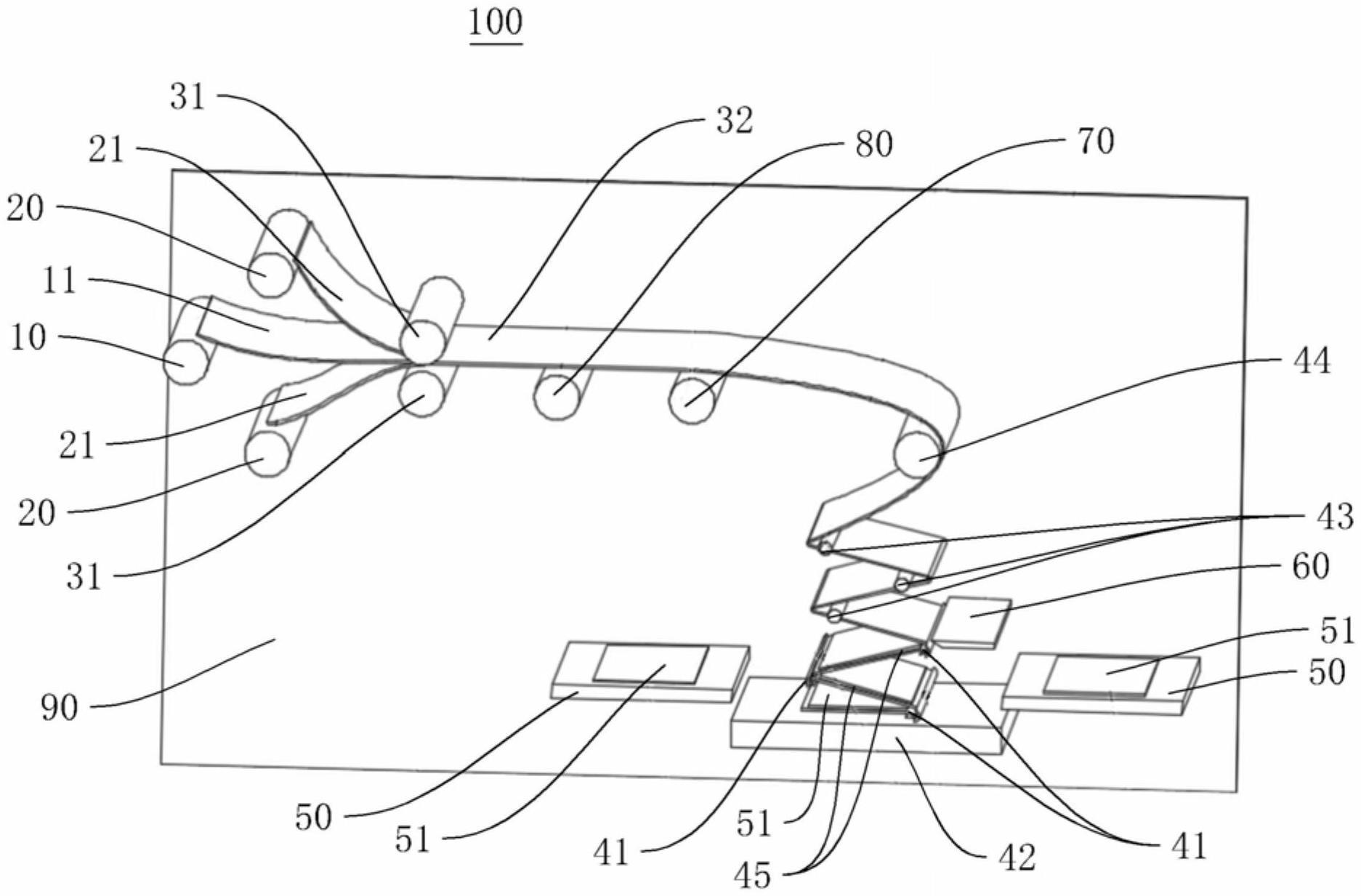
2、本实用新型提供了一种极芯制备装置,包括:负极放卷件,所述负极放卷件被构造成适于安装负极卷,并释放所述负极卷形成负极片;隔膜放卷件,所述隔膜放卷件设于所述负极放卷件的两侧,所述隔膜放卷件分别被构造成适于安装隔膜卷,并释放所述隔膜卷形成隔膜;复合组件,所述复合组件设于所述负极放卷件和所述隔膜放卷件在释放方向的下游,所述复合组件接收所述负极片和所述隔膜,并将所述隔膜复合于所述负极片的两侧形成复合片;叠片组件,所述叠片组件被构造成适于接收所述复合片,并将所述复合片折叠形成多个复合部;输送件,所述输送件被构造成适于承载正极片,并在所述叠片组件折叠所述复合片时将所述正极片输送至相邻两个所述复合部之间进行堆叠;裁切件,所述裁切件设于所述叠片组件的一侧以分离所述复合片中堆叠有所述正极片的所述复合部。
3、可选地,所述负极放卷件和所述隔膜放卷件分别为绕各自的轴线可转动的放卷辊,所述负极放卷件和所述隔膜放卷件的轴线互相平行,且所述负极放卷件和所述隔膜放卷件的释放方向相同。
4、可选地,所述复合组件包括:两个压合辊,两个所述压合辊的轴线互相平行,且两个所述压合辊同步转动以压合从两个所述压合辊之间经过的所述负极片和所述隔膜;加热组件,所述加热组件设于两个所述压合辊的转动方向的下游,所述加热组件加热所述隔膜以将所述隔膜粘附于所述负极片的表面。
5、可选地,所述叠片组件包括:多个极片压爪,多个所述极片压爪沿竖直方向和水平方向依次间隔开交错分布,相邻两个所述极片压爪配合将所述复合片折叠形成所述复合部;叠片平台,所述叠片平台在竖直方向上位于所述极片压爪下方,所述叠片平台用于承载所述复合部。
6、可选地,所述叠片平台沿竖直方向可活动以调节所述叠片平台与所述输送件在竖直方向的相对位置。
7、可选地,所述叠片组件还包括:滚珠丝杠,所述滚珠丝杠与所述叠片平台连接,所述滚珠丝杠绕其自身的轴线可转动与驱动所述叠片平台沿竖直方向运动;驱动件,所述驱动件与所述滚珠丝杠连接与驱动所述滚珠丝杠转动。
8、可选地,所述叠片组件还包括:多个第一导向辊,多个所述第一导向辊沿竖直方向设于所述极片压爪上方,多个所述第一导向辊沿竖直方向和水平方向依次间隔开交错分布,以将所述复合片预折叠为z字形;第二导向辊,所述第二导向辊沿竖直方向设于所述第一导向辊上方,所述第二导向辊与位于最上方的所述第一导向辊在水平方向上错开布置。
9、可选地,所述第二导向辊的直径大于所述第一导向辊的直径。
10、可选地,极芯制备装置还包括:纠偏过辊,所述纠偏过辊设于所述复合组件与所述叠片组件之间,所述纠偏过辊沿所述复合片的宽度方向可活动,以调整所述复合片在自身宽度方向上的位置。
11、可选地,极芯制备装置还包括:牵引辊,所述牵引辊设于所述复合组件与所述纠偏过辊之间,所述牵引辊绕其自身的轴线可转动以牵引所述复合片活动;牵引驱动件,所述牵引驱动件与所述牵引辊连接,以驱动所述牵引辊转动。
12、根据本实用新型的极芯制备装置,通过复合组件可以将负极片与隔膜进行复合形成复合片,使得负极片和隔膜不易打皱,然后通过折叠组件折叠复合片形成多个复合部,并通过输送件在相邻复合部之间放置正极片,在完成一个极芯所需要的复合片的堆叠后,再用裁切件裁切复合片,使得极芯制备装置制备而成的极芯中负极片连续且不间断,减少了负极片的裁切次数,避免了负极片的多次搬运,同时也减少了因裁切和搬运带来的粉屑污染,避免负极片露箔,由此制得的极芯在用于电池时,有利于降低电池的短路率和自放电异常现象,提高电池的性能。
13、通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
技术特征:
1.一种极芯制备装置,其特征在于,包括:
2.根据权利要求1所述的极芯制备装置,其特征在于,所述负极放卷件和所述隔膜放卷件分别为绕各自的轴线可转动的放卷辊,所述负极放卷件和所述隔膜放卷件的轴线互相平行,且所述负极放卷件和所述隔膜放卷件的释放方向相同。
3.根据权利要求1所述的极芯制备装置,其特征在于,所述复合组件包括:
4.根据权利要求1所述的极芯制备装置,其特征在于,所述叠片组件包括:
5.根据权利要求4所述的极芯制备装置,其特征在于,所述叠片平台沿竖直方向可活动以调节所述叠片平台与所述输送件在竖直方向的相对位置。
6.根据权利要求5所述的极芯制备装置,其特征在于,所述叠片组件还包括:
7.根据权利要求4所述的极芯制备装置,其特征在于,所述叠片组件还包括:
8.根据权利要求7所述的极芯制备装置,其特征在于,所述第二导向辊的直径大于所述第一导向辊的直径。
9.根据权利要求1所述的极芯制备装置,其特征在于,还包括:
10.根据权利要求9所述的极芯制备装置,其特征在于,还包括:
技术总结
本技术提供了一种极芯制备装置,包括:负极放卷件,被构造成适于安装负极卷,并释放负极卷形成负极片;隔膜放卷件,设于负极放卷件的两侧,且分别被构造成适于安装隔膜卷,并释放隔膜卷形成隔膜;复合组件,设于负极放卷件和隔膜放卷件在释放方向的下游,复合组件接收负极片和隔膜,并将隔膜复合于负极片的两侧形成复合片;叠片组件,被构造成适于接收复合片,并将复合片折叠形成多个复合部;输送件,被构造成适于承载正极片,并在叠片组件折叠复合片时将正极片输送至相邻两个复合部之间进行堆叠;裁切件,设于叠片组件的一侧以分离复合片中堆叠有正极片的复合部。本技术的极芯制备装置,有利于减少负极片的裁切次数,提高极芯的性能。
技术研发人员:段星宇,魏辉翔,朱中号,冉磊,刘佳诚
受保护的技术使用者:比亚迪股份有限公司
技术研发日:20221103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!