一种线圈整形装置的制作方法
1.本技术属于线圈加工技术领域,尤其涉及一种线圈整形装置。
背景技术:
2.随着vr(virtual reality,虚拟现实)、ar(augmented reality,增强现实)领域的技术迭代,无线充电技术在该行业的应用更加广泛,受制于产品id(industrial design,工业设计)形态,用于无线充电的电感线圈需要制成与产品外形相适配的形状,以使得相配合进行无线充电的电感线圈之间电性耦合效率做到最大。
3.相关技术中,对于一些异形电感线圈诸如弧面线圈通常采用模具直接压合进行整形,电感线圈在压合后存在应力反弹变形问题,导致电感线圈的实际形状与所需的形状之间存在较大差异,进而影响无线充电的效率。
技术实现要素:
4.本技术实施例提供一种线圈整形装置,可以提高线圈整形的精度。
5.本技术实施例提供一种线圈整形装置,包括:
6.整形组件,包括承载部件和压合部件,所述承载部件用于承托线圈,所述压合部件用于压合至所述承载部件所承托的线圈,以对所述承载部件承托的线圈进行整形;
7.加热组件,用于加热所述整形组件,以加热所述整形组件内的线圈;和
8.温度检测组件,用于检测所述整形组件的温度。
9.可选的,所述承载部件和所述压合部件中的至少一个设有所述温度检测组件。
10.可选的,所述压合部件包括第一安装座和第一整形部,所述第一整形部凸设于所述第一安装座朝向所述承载部件的一侧,所述第一整形部用于压紧所述承载部件承托的线圈,以对所述承载部件承托的线圈进行整形。
11.可选的,所述加热组件包括:
12.第一加热部件,设置于所述第一安装座;和
13.第二加热部件,设置于所述第一安装座,所述第二加热部件位于第一整形部远离所述第一加热部件的一侧。
14.可选的,所述温度检测组件包括第一温度检测部件,所述第一温度检测部件设置于所述第一安装座,所述第一温度检测部件位于所述第一加热部件和所述第二加热部件之间。
15.可选的,所述承载部件包括第二安装座和第二整形部,所述第二整形部凸设于所述第二安装座朝向所述压合部件的一侧,所述第二整形部用于承托所述线圈。
16.可选的,所述加热组件包括:
17.第三加热部件,设置于所述第二安装座;和
18.第四加热部件,设置于所述第二安装座,所述第四加热部件位于第二整形部远离所述第三加热部件的一侧。
19.可选的,所述温度检测组件包括第二温度检测部件,所述第二温度检测部件设置于所述第二安装座,所述第二温度检测部件位于所述第三加热部件和所述第四加热部件之间。
20.可选的,所述线圈整形装置还包括冷却组件,所述冷却组件用于冷却所述承载部件承托的线圈。
21.可选的,所述压合部件设有用于压紧所述线圈的第一曲面;和/或
22.所述承载部件设有用于承托所述线圈的第二曲面。
23.本技术实施例中,整形组件可以通过压合部件与承载部件对线圈进行压合整形,同时可以通过加热组件对整形组件进行加热以释放线圈整形过程中的应力,进而降低压合部件与承载部件分离以后线圈发生的回弹。进一步的,通过温度检测组件检测加热组件的加热温度,以便于通过手动或者其他外接设备自动调节的方式调节加热组件的加热温度,最终使得线圈可以在合适的温度下进行整形,以进一步提高线圈整形后的精度。
附图说明
24.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其有益效果显而易见。
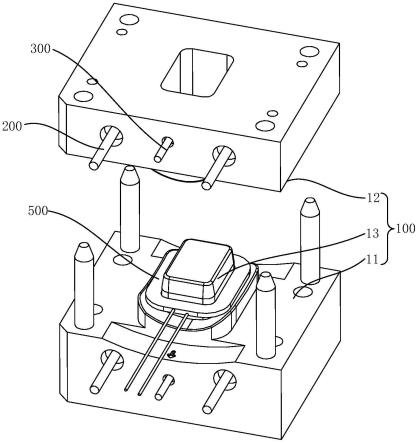
25.图1为本技术实施例提供的线圈整形装置放置有线圈的结构示意图。
26.图2为图1所示线圈整形装置对线圈进行压合整形状态下的结构示意图。
27.图3为图2所示线圈整形装置中线圈整形后的结构示意图。
28.图4为图1所示线圈整形装置中承托部件一侧的结构示意图。
29.图5为图1所示线圈整形装置中压合部件一侧的结构示意图。
30.图中各标号分别是:
31.100、整形组件;
32.11、承载部件;111、第二螺丝孔;112、第二安装座;113、第二整形部;114、第二曲面;115、导向结构;12、压合部件;121、第一螺丝孔;122、第一安装座;123、第一整形部;124、第一曲面;13、定位柱;
33.200、加热组件;
34.21、第一加热部件;22、第二加热部件;23、第三加热部件;24、第四加热部件;
35.300、温度检测组件;31、第一温度检测部件;32、第二温度检测部件;
36.400、冷却组件;
37.500、线圈。
具体实施方式
38.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
39.本技术实施例提供一种线圈整形装置,用于对线圈进行整形。具体而言,线圈整形装置可以是用于对线圈的局部区域进行整形,也可以是用于对整个线圈进行整形;线圈整
形装置可以是每次对一个线圈进行整形,也可以是同时对多个线圈进行整形,本技术实施例对此不做限定。
40.示例性的,请参考图1至图3,图1为本技术实施例提供的线圈整形装置放置有线圈的结构示意图,图2为图1所示线圈整形装置对线圈进行压合整形状态下的结构示意图,图3为图2所示线圈整形装置中线圈整形后的结构示意图。线圈整形装置可以包括有整形组件100、加热组件200和温度检测组件300。整形组件100包括承载部件11和压合部件12。承载部件11用于承托线圈500,压合部件12用于压合至承载部件11所承托的线圈500,以对所述承载部件11承托的线圈500进行整形。加热组件200用于加热整形组件100,以加热整形组件100内的线圈500;进而在线圈500进行整形的过程中,可以通过对线圈500进行加热的方式消除线圈500内部的至少部分应力,最终可以降低压合部件12与承载部件11分离以后线圈500发生的回弹。温度检测组件300用于检测整形组件100的温度;进而,可以通过温度检测组件300检测加热组件200的加热温度,以便于通过手动或者其他外接设备自动调节的方式调节加热组件200的加热温度,以使得线圈500可以在合适的温度下进行整形。
41.具体而言,以压合部件12位于承载部件11的上方为例,线圈500的整形步骤可以如下:
42.首先,如图1所示,压合部件12与承载部件11间隔设置,将线圈500放置在承载部件11上。然后,加热组件200开始对整形组件100进行加热,直到温度检测组件300监测到加热组件200将整形组件100加热至合适的温度以后加热组件200停止加热。接着,如图2所示,驱动压合部件12向下运动,以使得压合部件12和承载部件11从线圈500的上下两侧对线圈500进行压合整形。最后,如图3所示,当线圈500被压合整形一定时间后,驱动压合部件12向上运动并将线圈500从承载部件11上取出。
43.其中,整形组件100可以是由自动化设备进行驱动的,诸如压合部件12可以设有若干第一螺丝孔121以锁紧到气动压模机的固定板上,承载部件11可以设有若干第二螺丝孔111以锁紧在气动压模机的底座上,进而气动模压机驱动固定板上下运动的过程中可以驱动压合部件12与承载部件11对接或者分离。
44.在一些实施方式中,承载部件11和压合部件12中的至少一个设有温度检测组件300。也就是说,可以是仅承载部件11设有温度检测组件300,也可以是仅压合部件12设有温度检测组件300,还可以是承载部件11和压合部件12均设有温度检测组件300,本技术实施例对此不做限定。
45.下面,先结合压合部件12的一些可选结构,对本技术实施例的技术方案做进一步的解释和说明。
46.压合部件12包括第一安装座122和第一整形部123。第一整形部123凸设于第一安装座122朝向承载部件11的一侧。第一整形部123用于压紧承载部件11承托的线圈500,以对承载部件11承托的线圈500进行整形。
47.其中,第一安装座122可以设有上述的第一螺丝孔121以安装至气动模压机。
48.此时,以加热组件200至少部分设置在压合部件12上为例,加热组件200可以包括第一加热部件21和第二加热部件22。第一加热部件21设置于第一安装座122。第二加热部件22也设置于第一安装座122。并且第二加热部件22位于第一整形部123远离第一加热部件21的一侧。那么也可以理解为第一整形部123相对的两侧均设置有加热部件以同步进行加热。
进而,通过第一加热部件21和第二加热部件22的配合,一方面可以提高对第一整形部123的加热效率,最终提高整个线圈整形装置的整形效率;另一方面,还可以使得第一整形部123整体加热更加均匀,进而使得线圈500在整形的过程中各处的应力释放更加均匀,以提高线圈500的整形质量。
49.第一加热部件21可以包括热电元器件、液体换热组件的中至少一种。热电元器件,可以列举为电热丝、电阻发热装置或者半导体制冷装置等。液体换热组件,是指通过设置输送高温或低温液体的管路来进行制冷的组件。
50.第二加热部件22可以包括热电元器件、液体换热组件的中至少一种。热电元器件,可以列举为电热丝、电阻发热装置或者半导体制冷装置等。液体换热组件,是指通过设置输送高温或低温液体的管路来进行制冷的组件。
51.相应的,温度检测组件300则可以包括第一温度检测部件31诸如第一温度传感器。第一温度检测部件31设置于第一安装座122,第一温度检测部件31位于第一加热部件21和第二加热部件22之间。进而,通过第一温度检测部件31可以更加准确地检测到第一整形部123处的温度,以提高对线圈500的整形质量。
52.第一温度传感器的数量可以是一个,也可以是多个,本技术实施例对此不做限定。以第一温度传感器的数量是多个为例,第一加热部件21和第二加热部件22可以位于第一整形部123的左、右两侧,第一整形部123的前后两侧均可以设置有第一温度传感器。
53.下面,继续结合承载部件11的一些可选的结构,对本技术实施例的技术方案做进一步的解释和说明。
54.承载部件11可以包括第二安装座112和第二整形部113,第二整形部113凸设于所述第二安装座112朝向压合部件12的一侧,第二整形部113用于承托线圈500。
55.其中,第二安装座112可以设置有上述的第二螺丝孔111,以安装至气动模压机的底座。
56.此时,以加热组件200至少部分设置在承载部件11为例,加热组件200可以包括第三加热部件23和第四加热部件24。第三加热部件23设置于第二安装座112。第四加热部件24也设置于第二安装座112。并且第四加热部件24位于第二整形部113远离第三加热部件23的一侧。那么也可以理解为第二整形部113相对的两侧均设置有加热部件以同步进行加热。进而,通过第三加热部件23和第四加热部件24的配合,一方面可以提高对第二整形部113的加热效率,最终提高整个线圈整形装置的整形效率;另一方面,还可以使得第二整形部113整体加热更加均匀,进而使得线圈500在整形的过程中各处的应力释放更加均匀,以提高线圈500的整形质量。
57.还可以理解的是,结合上述的第一加热部件21和第二加热部件22,那么本技术实施例的不仅加热效率可以进一步提高,还可以使得进一步使得线圈500各处加热得更加均匀,最终提高线圈500的整形效率和整形制冷。当然,线圈整形装置可以是仅设置有第一加热部件21和第二加热部件22,也可以是仅设置有第三加热部件23和第四加热部件24,还可以是同时设置有第一加热部件21、第二加热部件22、第三加热部件23和第四加热部件24的,本技术实施例对此不做限定。
58.第三加热部件23可以包括热电元器件、液体换热组件的中至少一种。热电元器件,可以列举为电热丝、电阻发热装置或者半导体制冷装置等。液体换热组件,是指通过设置输
送高温或低温液体的管路来进行制冷的组件。
59.第四加热部件24可以包括热电元器件、液体换热组件的中至少一种。热电元器件,可以列举为电热丝、电阻发热装置或者半导体制冷装置等。液体换热组件,是指通过设置输送高温或低温液体的管路来进行制冷的组件。
60.相应的,温度检测组件300则可以包括第二温度检测部件32诸如第二温度传感器。第二温度检测部件32设置于第二安装座112,第二温度检测部件32位于第三加热部件23和第四加热部件24之间。进而,通过第二温度检测部件32可以更加准确地检测到第二整形部113处的温度,以提高对线圈500的整形质量。
61.第二温度传感器的数量可以是一个,也可以是多个,本技术实施例对此不做限定。以第二温度传感器的数量是多个为例,第三加热部件23和第四加热部件24可以位于第二整形部113的左、右两侧,第二整形部113的前后两侧均可以设置有第二温度传感器。
62.在一些实施方式中,线圈整形装置还可以包括有冷却组件400。冷却组件400用于冷却承载部件11承托的线圈500。具体而言,可以是在压合部件12对线圈500压合一定时间以后,冷却组件400对整形组件100进行冷却,以实现对线圈500的冷却。同时,在冷却组件400进行冷却的过程中,还可以通过温度检测组件300进行检测,以确定线圈500是否冷却到合适的温度。
63.冷却组件400可以是安装在整形组件100上的,也可以是和整形组件100分离设置的,本技术实施例对此不做限定。以冷却组件400和整形组件100是分离设置的为例。冷却组件400可以是安装固定在气动模压机上的。
64.冷却组件400可以包括半导体制冷装置或者液体换热组件的中至少一种,本技术实施例对此不做限定。
65.在一些实施方式中,线圈整形装置还可以包括有温度开关(图中未示出)。温度开关设置于整形组件100,温度开关还与加热组件200电连接,以启动或者关闭加热组件200。进而,通过设置温度开关,可以避免加热组件200将线圈500加热至温度过高。
66.其中,温度开关即现有技术中随着温度的变化开关的触点可以闭合或者断开的温度开关。该类温度开关是一种用双金属片作为感温元件的温度开关,电器正常工作时,双金属片处于自由状态,触点处于闭合/断开状态,当温度升高至动作温度值时,双金属元件受热产生内应力而迅速动作,打开/闭合触点,切断/接通电路,从而起到热保护作用。基于此,当整形组件100的温度过高时,温度开关可以自动关闭加热组件200,以防止加热组件200的温度过高对整形组件100和/或线圈500造成损坏,当整形组件100的温度再次下降到一定的温度以后,温度开关可以自动启动加热组件200。
67.在本技术实施例中,可以是承载部件11设置有温度开关,也可以是压合部件12设置有温度开关,还可以是承载部件11和压合部件12均设有温度开关,本技术实施例对此不做限定。
68.请继续参考图4和图5,图4为图1所示线圈整形装置中承托部件一侧的结构示意图,图5为图1所示线圈整形装置中压合部件一侧的结构示意图。在一些实施方式中,压合部件12设有用于压紧线圈500的第一曲面124,第一曲面124可以是凹面也可以是凸面,本技术实施例对此不做限定。当然,在一些其他的实施方式中,压合部件12也是可以通过一平面压紧线圈500以对线圈500进行整形的。
69.在一些实施方式中,承载部件11设有用于承托线圈500的第二曲面114,第二曲面114可以是凹面也可以是凸面,本技术实施例对此不做限定。当然,在一些其他的实施方式中,承载部件11也是可以通过一平面承托线圈500以对线圈500进行整形的。
70.具体而言,可以是压合部件12设有第一曲面124、承载部件11不设置有第二曲面114,也可以是压合部件12不设有第一曲面124、承载部件11设置有第二曲面114,又或者是压合部件12设有第一曲面124、且承载部件11设置有第二曲面114,本技术实施例对称不做限定。
71.示例性的,结合上述的压合部件12具有第一整形部123,第一曲面124可以是第一整形部123朝向承托部件一侧的凸曲面。继续结合上述的承托部件具有第二整形部113,第二曲面114可以是第二整形部113朝向压合部件12一侧的凹曲面。
72.在一些实施方式中,整形组件100还可以包括定位柱13。定位柱13可分离地滑动安装于承载部件11,定位柱13能够穿设于承载部件11承托的线圈500,以对承载部件11承托的线圈500进行定位,定位柱13能够滑动至与承载部件11承托的线圈500分离。
73.进而,在线圈500整形完成以后,定位柱13能够运动至与线圈500分离,以便于取出整形组件100内的线圈500。
74.在一些实施方式中,承载部件11还可以设有与压合部件12配合的导向结构115诸如导柱、导套等,以提高压合部件12的运动精度,本技术实施例对此不做限定。
75.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
76.以上对本技术实施例所提供的线圈整形装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1