电池堆叠入箱工装的制作方法
本技术涉及电池装配,特别是涉及电池堆叠入箱工装。
背景技术:
1、随着电池领域技术的发展,目前电池装箱一般是将多个电芯直接装配到箱体中,而非将多个电芯先组装成一模组后再装配到箱体中。多个电芯按照串联和并联方式排布堆叠在箱体中,且电芯和电芯之间设置有绝缘隔热材料。所以在装箱时需要沿电芯堆叠方向为多个堆叠在一起的电芯提供挤压作用力,使得多个电芯在堆叠方向上满足入箱要求。当电芯装入箱体后之前施加的挤压作用力撤销,之前因为被挤压而发生的弹性变形恢复,进而电芯更加紧密的被固定在箱体中,提升装箱后电芯的稳定性。而基于一般同时被堆叠挤压的电芯数量较多,在挤压时存在堆叠长度尺寸不准,导致入箱过程不顺畅的问题。
技术实现思路
1、本实用新型针对上述问题,提出了一种电池堆叠入箱工装,通过将第二夹爪设计为夹持作用面与支撑面之间所夹角度为锐角的形式,使得夹持作用面上远离支撑面的部位也能够为多个电芯提供足够夹持作用力,保障堆叠长度准确,入箱过程流畅。
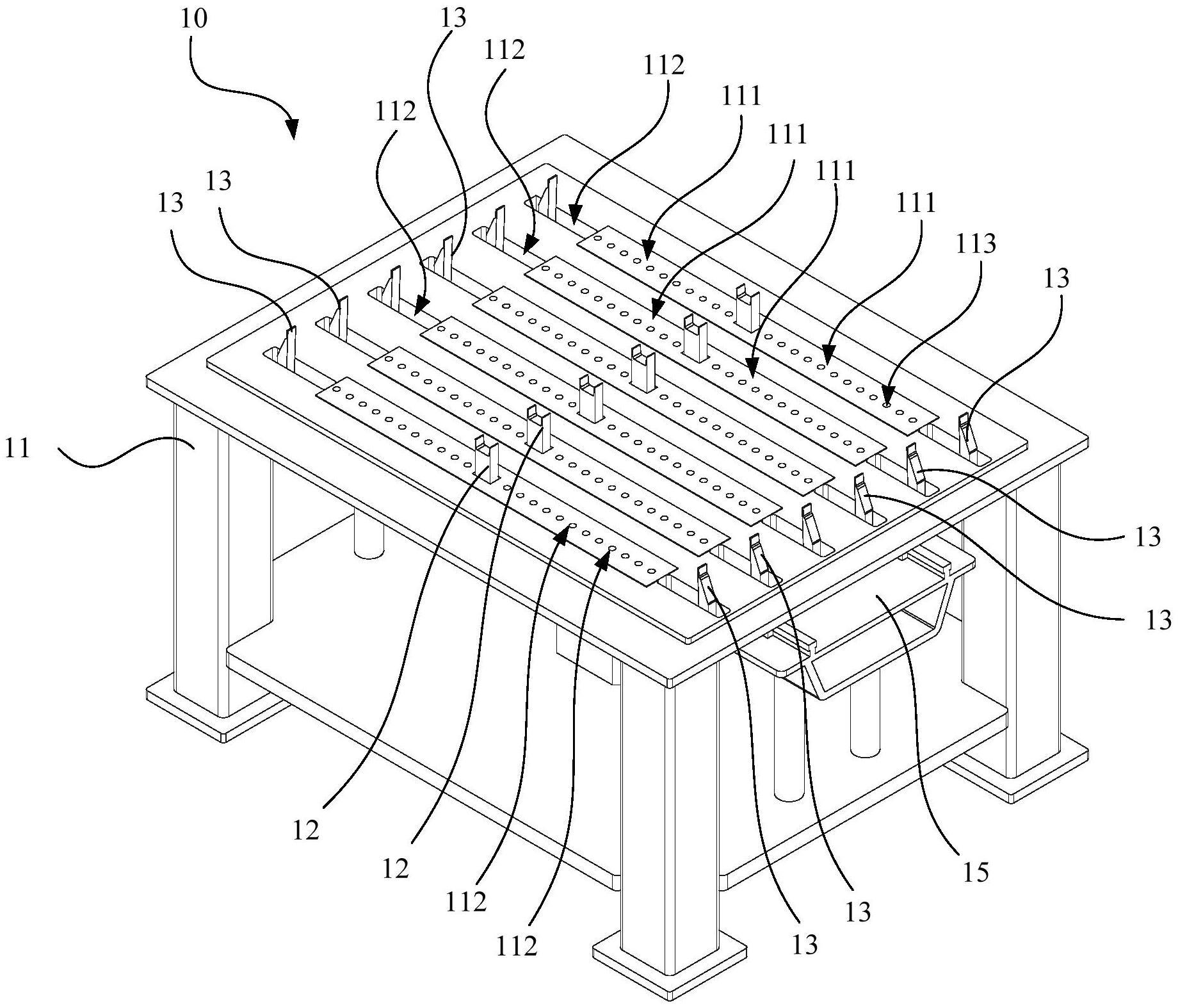
2、一种电池堆叠入箱工装,包括:
3、工装座,所述工装座具有用于定位多个堆叠的电芯的支撑面;
4、第一夹爪,所述第一夹爪设于所述工装座,所述第一夹爪用于夹持所述支撑面上堆叠的多个电芯的一端;
5、第二夹爪,所述第二夹爪相对于所述工装座滑动配合,且滑动方向与所述支撑面上电芯堆叠方向平行,所述第二夹爪用于夹持所述支撑面上堆叠的多个电芯的另一端;
6、所述第二夹爪上面向电芯的面为夹持作用面,且所述夹持作用面与所述支撑面之间所夹角度为锐角。
7、上述方案提供了一种电池堆叠入箱工装,基于夹持作用面与支撑面之间的夹角为锐角,换言之,夹持作用面上远离支撑面的部位相对于夹持作用面上靠近支撑面的部位具有向靠近第一夹爪的方向倾斜的趋势,从而夹持作用面上远离支撑面的部位能够为堆叠的多个电芯提供足够的夹持作用力,而不会因为第二夹爪上远离支撑面的部位在工装座上悬出的较远而无法夹紧电芯导致堆叠的多个电芯的长度不准的情况发生。确保多个电芯的堆叠长度准确,入箱过程流畅。
8、在其中一个实施例中,所述夹持作用面与所述支撑面之间所夹角度a1满足:90°>a1≥88°。
9、在其中一个实施例中,所述第二夹爪上包括相互连接的主体部和远端部,所述远端部为所述第二夹爪上远离所述支撑面的端部,所述主体部位于所述远端部靠近所述支撑面的一侧,所述主体部的厚度在远离所述远端部的方向上逐渐增加,所述远端部为板状结构,所述远端部的厚度与所述主体部上同所述远端部接触的部位的厚度一致。
10、在其中一个实施例中,所述电池堆叠入箱工装还包括中间支撑板和升降驱动单元,所述中间支撑板可滑动的装配于所述工装座,所述中间支撑板相对于工装座可滑动的方向与所述支撑面垂直,所述升降驱动单元作用在所述工装座与所述中间支撑板之间,用于驱动所述中间支撑板相对于所述工装座在夹持位置和释放位置间滑动;
11、所述第二夹爪与所述中间支撑板滑动配合,所述第二夹爪通过相对于所述中间支撑板滑动而间接相对于所述工装座滑动,所述第一夹爪设置在所述中间支撑板上;
12、所述中间支撑板位于所述夹持位置时,所述第一夹爪和所述第二夹爪可以分别夹持在所述支撑面上堆叠的多个电芯的两端;
13、所述中间支撑板位于所述释放位置时,所述第一夹爪和所述第二夹爪均脱离所述支撑面上的电芯。
14、在其中一个实施例中,所述电池堆叠入箱工装还包括第一驱动组件,所述第一驱动组件作用在所述中间支撑板与所述第二夹爪之间,所述第一驱动组件的驱动方向为所述第二夹爪相对于所述中间支撑板的可滑动的方向。
15、在其中一个实施例中,所述电池堆叠入箱工装包括多个所述第一夹爪和多个所述第二夹爪,一个所述第二夹爪对应一个所述第一夹爪;
16、所述电池堆叠入箱工装还包括汇集架,多个所述第二夹爪均与所述汇集架连接,所述汇集架可滑动的装配于所述中间支撑板,所述汇集架相对于所述中间支撑板的滑动使得所述第二夹爪相对于所述工装座可滑动,所述第一驱动组件的固定部设于所述中间支撑板,所述第一驱动组件的活动部与所述汇集架连接。
17、在其中一个实施例中,所述中间支撑板上设有两个相互平行且间隔的导轨,两个所述导轨的导向方向均为所述第二夹爪相对于所述工装座可滑动的方向,所述汇集架滑动配合在两个所述导轨上,所述第一驱动组件位于两个所述导轨之间。
18、在其中一个实施例中,所述电池堆叠入箱工装还包括激光测距仪和压力传感器,所述激光测距仪用于测量所述第一夹爪与所述第二夹爪之间的距离,所述压力传感器用于检测所述第二夹爪所施加到所述电芯上的挤压作用力,所述激光测距仪和所述压力传感器均与所述第一驱动组件电性连接。
19、在其中一个实施例中,每一所述第一夹爪的两侧均分别间隔设有一所述第二夹爪,每一所述第二夹爪和所述第一夹爪之间均具有一所述支撑面。
20、在其中一个实施例中,所述支撑面设有多个真空吸附孔,多个所述真空吸附孔沿多个电芯的堆叠方向依次间隔布置。
技术特征:
1.一种电池堆叠入箱工装,其特征在于,包括:
2.根据权利要求1所述的电池堆叠入箱工装,其特征在于,所述夹持作用面与所述支撑面之间所夹角度a1满足:90°>a1≥88°。
3.根据权利要求1所述的电池堆叠入箱工装,其特征在于,所述第二夹爪上包括相互连接的主体部和远端部,所述远端部为所述第二夹爪上远离所述支撑面的端部,所述主体部位于所述远端部靠近所述支撑面的一侧,所述主体部的厚度在远离所述远端部的方向上逐渐增加,所述远端部为板状结构,所述远端部的厚度与所述主体部上同所述远端部接触的部位的厚度一致。
4.根据权利要求1至3任一项所述的电池堆叠入箱工装,其特征在于,所述电池堆叠入箱工装还包括中间支撑板和升降驱动单元,所述中间支撑板可滑动的装配于所述工装座,所述中间支撑板相对于工装座可滑动的方向与所述支撑面垂直,所述升降驱动单元作用在所述工装座与所述中间支撑板之间,用于驱动所述中间支撑板相对于所述工装座在夹持位置和释放位置间滑动;
5.根据权利要求4所述的电池堆叠入箱工装,其特征在于,所述电池堆叠入箱工装还包括第一驱动组件,所述第一驱动组件作用在所述中间支撑板与所述第二夹爪之间,所述第一驱动组件的驱动方向为所述第二夹爪相对于所述中间支撑板的可滑动的方向。
6.根据权利要求5所述的电池堆叠入箱工装,其特征在于,所述电池堆叠入箱工装包括多个所述第一夹爪和多个所述第二夹爪,一个所述第二夹爪对应一个所述第一夹爪;
7.根据权利要求6所述的电池堆叠入箱工装,其特征在于,所述中间支撑板上设有两个相互平行且间隔的导轨,两个所述导轨的导向方向均为所述第二夹爪相对于所述工装座可滑动的方向,所述汇集架滑动配合在两个所述导轨上,所述第一驱动组件位于两个所述导轨之间。
8.根据权利要求5所述的电池堆叠入箱工装,其特征在于,所述电池堆叠入箱工装还包括激光测距仪和压力传感器,所述激光测距仪用于测量所述第一夹爪与所述第二夹爪之间的距离,所述压力传感器用于检测所述第二夹爪所施加到所述电芯上的挤压作用力,所述激光测距仪和所述压力传感器均与所述第一驱动组件电性连接。
9.根据权利要求4所述的电池堆叠入箱工装,其特征在于,每一所述第一夹爪的两侧均分别间隔设有一所述第二夹爪,每一所述第二夹爪和所述第一夹爪之间均具有一所述支撑面。
10.根据权利要求1至3任一项所述的电池堆叠入箱工装,其特征在于,所述支撑面设有多个真空吸附孔,多个所述真空吸附孔沿多个电芯的堆叠方向依次间隔布置。
技术总结
本技术涉及一种电池堆叠入箱工装,包括工装座、第一夹爪和第二夹爪,所述工装座具有用于定位多个堆叠的电芯的支撑面。所述第一夹爪设于所述工装座,所述第一夹爪用于夹持所述支撑面上堆叠的多个电芯的一端。所述第二夹爪相对于所述工装座滑动配合,且滑动方向与所述支撑面上电芯堆叠方向平行,所述第二夹爪用于夹持所述支撑面上堆叠的多个电芯的另一端。所述第二夹爪上面向电芯的面为夹持作用面,且所述夹持作用面与所述支撑面之间所夹角度为锐角。使得夹持作用面上远离支撑面的部位也能够为多个电芯提供足够夹持作用力,保障堆叠长度准确,入箱过程流畅。
技术研发人员:毛文学
受保护的技术使用者:蔚来电池科技(安徽)有限公司
技术研发日:20221229
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!