一种钕铁硼永磁环成型工装的制作方法
本发明属于磁环,尤其涉及一种钕铁硼永磁环成型工装。
背景技术:
1、随着钕铁硼磁体的大批量应用,由于材料价格高,永磁环需求越来越大,而永磁环近几年用量也越来越大。但是压制磁环由于环比较薄,在生产过程容易导致开裂,目前还没有很好方法解决成型坯裂纹问题,目前采用压实心圆柱体方式进行生产,在机加工采用套孔方式,取出实心,再进行下步工序。套出来的实心,很少使用,基本是折价或者浪费掉。申请号为“2017210433925”公开了一种用于内径向磁场取向磁环成型模具,其利用上冲和下冲,对模腔和导磁芯棒构成的圆环型腔内的磁粉进行上下运动压紧形成磁环,其导磁芯棒是贯穿所上冲内的,这样的设置不利于加压机对上冲的加压,并且现实操作中,上冲下冲的尺寸和凹模内型腔大小一致,在压紧磁粉时,圆环型腔内的空气不易排出,受挤压后会反作用于上冲下冲,不易于磁环的成型。
技术实现思路
1、本实用新型的目的是提供一种钕铁硼永磁环成型工装,可以制作成型的永磁环,不易开裂,不不用芯部掏出,节约资源。
2、实现本实用新型目的的技术方案是:一种钕铁硼永磁环成型工装,包括上冲头、下冲头、芯棒和成型模具,所述上冲头和所述下冲头内具有容置腔,所述成型模具为中空结构,所述上冲头和所述下冲头的直径和所述成型模具的内径大小相同,所述下冲头的高度大于所述成型模具的高度,所述芯棒的直径和所述容置腔的直径大小相同,所述芯棒的两端放置在所述容置腔内,所述上冲头和所述下冲头活动连接在所述成型模具内,所述上冲头、所述下冲头、所述芯棒的外壁和所述成型模具的内壁之间形成成型腔,所述容置腔上设置有透气孔,所述透气孔连通所述容置腔的内壁和外壁,用于排出成型腔内的空气。
3、在制作永磁环时,将所述芯棒放置在所述上冲头和所述下冲头的容置腔内,然后将所述上冲头和所述下冲头放入所述成型模具内,这样在所述上冲头、所述下冲头、所述芯棒的外壁和所述成型模具的内壁之间就形成了成型腔,将粉料填充到所述成型腔内,加压机在成型模具的两端对所述上冲头和所述下冲头进行加压,这样就可以形成永磁环坯,通过加压机的加压后,永磁环坯压的密实,永磁环密度较大,不会出现裂纹;同时在容置腔上设置有透气孔,所述成型腔内的空气可以顺着所述上冲头、所述下冲头分别和所述成型模具之间的间隙中流动排出,成型腔内的空气会沿着所述上冲头、所述下冲头和所述成型模具的内壁间隙排出,也会沿着所述芯棒和所述容置腔的内壁流动,经所述透气孔后,再沿着所述上冲头、所述下冲头和所述成型模具的内壁间隙流动排出,防止成型腔内的空气受挤压后反作用于所述上冲头和所述下冲头,不便于所述上冲头和所述下冲头的相向运动;永磁环坯成型后,所述上冲头回程,由于所述下冲头的高度大于所述成型模具的高度,所述下冲头可以将所述永磁环坯从所述成型模具内顶出,然后取下芯棒,就可以取出得到永磁环坯并进行下一步处理。
4、进一步地,所述上冲头和所述下冲头相对的一端上设置有定位凸起,在进行永磁环坯成型时,可以在永磁环坯的两端留下相应的标记,便于永磁环坯后续的充磁处理。
5、进一步地,所述芯棒为多段结构,每段所述芯棒的一端上具有沉头孔,所述芯棒的另一端上具有和所述沉头孔对应的连接部,根据不同规格的永磁环要求时可以组装所述芯棒达到要求的高度;较长结构的芯棒在取出磁环时可能会碰伤永磁环坯的内壁,逐段安装的所述芯棒在取出永磁环坯时可以逐段拆除,以便轻松取出所述永磁环坯,防止碰伤。
6、进一步地,所述成型模具的型腔内壁和所述芯棒的外表面为镜面,粗糙度ra小于0.5um。达到镜面的所述成型模具的型腔内壁和所述芯棒的外表面可以保证成型的永磁环的外壁面和内壁面平整度。
7、进一步地,所述工装的材质为不导磁硬质合金,在挤压粉料时可以承受比较大的压力,不导磁的材质也会防止粉料在挤压时产生磁效应,引起局部密度偏差。
8、进一步地,所述下冲头、所述上冲头和所述成型模具上分别设置有基座,便于固定,以便加压机的加压。
9、进一步地,所述基座上具有安装孔,方便安装和固定,将所述下冲头和所述上冲头通过安装孔固定在加压机上,防止在加压的过程中所述下冲头和所述上冲头受力后倾斜,影响永磁环坯的成型。
10、采用了上述技术方案,本实用新型具有以下的有益效果:(1)利用工装进行加压成型所述永磁环,粉料被加压后密度大,成型好,不会产生裂纹;(2)工装中采用芯棒,解决以往对成型的永磁环需要去除芯部的问题,避免造成材料的浪费;(3)芯棒放置在所述上冲头和所述下冲头内的容置腔内,方便加压机对所述上冲头和所述下冲头的加压,有利于所述永磁环坯的成型;(4)容置腔上设置透气孔,成型腔内的空气可以顺着所述上冲头、所述下冲头分别和所述成型模具之间的间隙中排出;(5)设置有定位凸起,在进行永磁环坯成型时,可以在永磁环坯的两端留下相应的标记,便于永磁环坯后续的充磁处理。
技术特征:
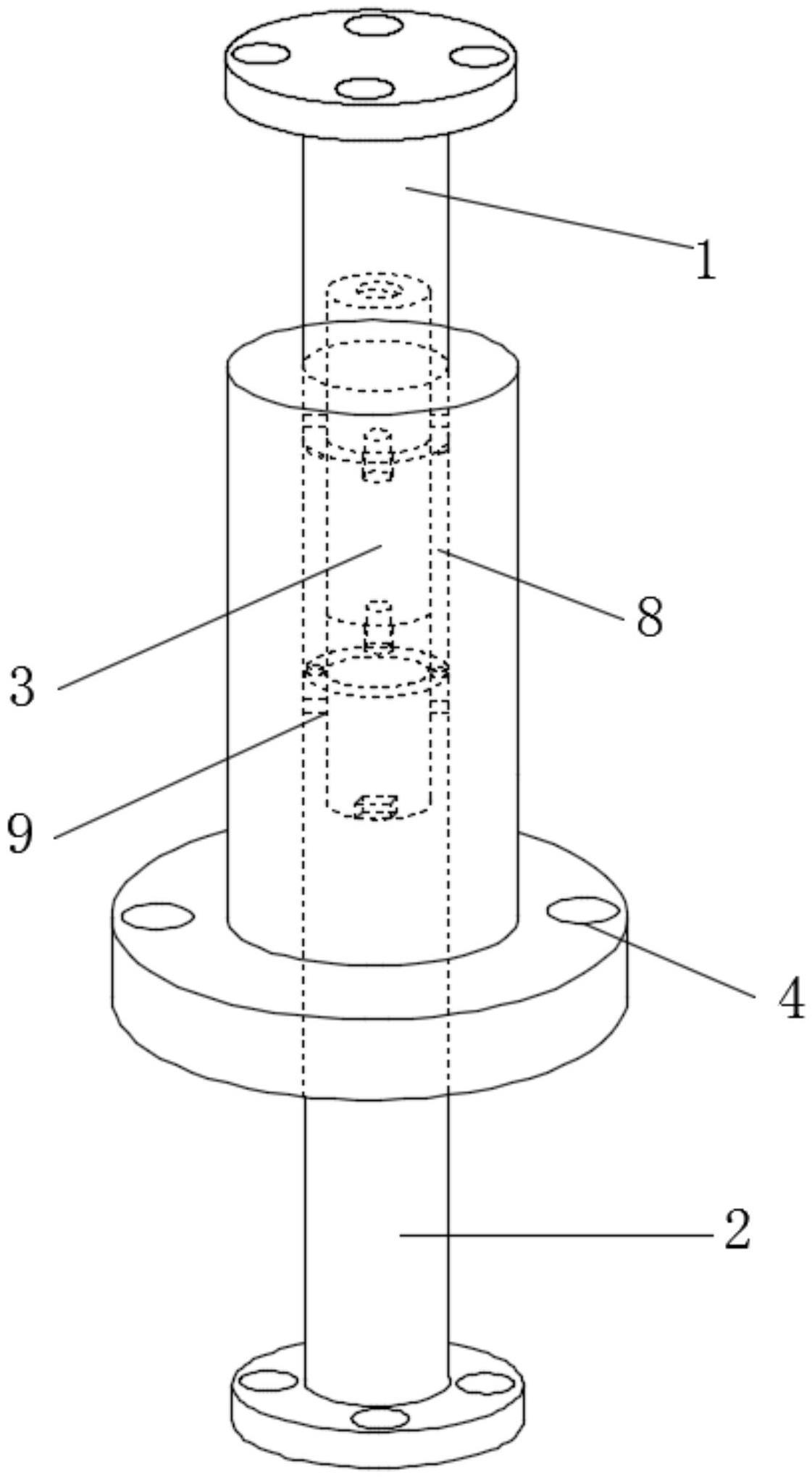
1.一种钕铁硼永磁环成型工装,其特征在于,包括上冲头(1)、下冲头(2)、芯棒(3)和成型模具(4),所述上冲头(1)和所述下冲头(2)内具有容置腔(5),所述成型模具(4)为中空结构,所述上冲头(1)和所述下冲头(2)的直径和所述成型模具(4)的内径大小相同,所述下冲头(2)的高度大于所述成型模具(4)的高度,所述芯棒(3)的直径和所述容置腔(5)的直径大小相同,所述芯棒(3)的两端放置在所述容置腔(5)内,所述上冲头(1)和所述下冲头(2)活动连接在所述成型模具(4)内,所述上冲头(1)、所述下冲头(2)、所述芯棒(3)的外壁和所述成型模具(4)的内壁之间形成成型腔(8),所述容置腔(5)上设置有透气孔(9),所述透气孔(9)连通所述容置腔(5)的内壁和外壁,用于排出成型腔(8)内的空气。
2.根据权利要求1所述的一种钕铁硼永磁环成型工装,其特征在于,所述上冲头(1)和所述下冲头(2)相对的一端上设置有定位凸起(6)。
3.根据权利要求1所述的一种钕铁硼永磁环成型工装,其特征在于,所述芯棒(3)为多段结构,每段所述芯棒(3)的一端上具有沉头孔(3-1),所述芯棒(3)的另一端上具有和所述沉头孔(3-1)对应的连接部(3-2)。
4.根据权利要求1所述的一种钕铁硼永磁环成型工装,其特征在于,所述成型模具(4)的内壁和所述芯棒(3)的外表面为镜面,粗糙度ra小于0.5um。
5.根据权利要求1所述的一种钕铁硼永磁环成型工装,其特征在于,所述工装的材质为大于的不导磁硬质合金。
6.根据权利要求1所述的一种钕铁硼永磁环成型工装,其特征在于,所述下冲头(2)、所述上冲头(1)和所述成型模具(4)上分别设置有基座。
7.根据权利要求6所述的一种钕铁硼永磁环成型工装,其特征在于,所述基座上具有安装孔(7)。
技术总结
本技术公开了一种钕铁硼永磁环成型工装,包括上冲头、下冲头、芯棒和成型模具,所述上冲头和所述下冲头内具有容置腔,所述成型模具为中空结构,所述上冲头和所述下冲头的直径和所述成型模具的内径大小相同,所述下冲头的高度大于所述成型模具的高度,所述芯棒的直径和所述容置腔的直径大小相同,所述芯棒的两端放置在所述容置腔内,所述上冲头和所述下冲头活动连接在所述成型模具内,所述上冲头、所述下冲头、所述芯棒的外壁和所述成型模具的内壁之间形成成型腔,所述容置腔上设置有透气孔,所述透气孔连通所述容置腔的内壁和外壁,用于排出成型腔内的空气。粉料在成型腔内通过上冲头和下冲头加压,透气孔排出空气,成型永磁环坯料。
技术研发人员:廖超,王军文
受保护的技术使用者:江苏东瑞磁材科技有限公司
技术研发日:20221230
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!