用于电极的蛇行校正装置和用于电极的蛇行校正方法与流程
1.本发明涉及一种用于当转移电极时校正蛇行的设备和方法。更特别地,本发明涉及一种用于当转移如下电极时校正蛇行的设备和方法,该电极被转移到缠绕芯以通过缠绕在缠绕芯上来形成果冻卷电极组件。
2.该申请要求基于在2021年2月26日提交的韩国专利申请第10-2021-0026290号和在2021年5月26日提交的韩国专利申请第10-2021-0067485号的优先权利益,并且所述韩国专利申请的全部内容通过引用并入本文。
背景技术:
3.随着移动装置、汽车和能量存储装置的领域的技术发展和需求增加,对作为能量源的二次电池的需求正在快速地增加,并且在这些二次电池中,具有高能量密度和放电电压的锂二次电池已经被广泛地研究、被商业化和广泛使用。
4.特别地,因为锂二次电池具有3.6v或更高的工作电压(该工作电压是被广泛用作便携式电子装置的电源的镍镉电池或镍氢电池的工作电压的三倍之高),并且具有高的单位重量能量密度,所以锂二次电池的使用正在快速地增加。
5.二次电池还根据具有正电极、负电极和介于正电极和负电极之间的分隔件的结构的电极组件的结构进行分类。其代表性示例包括:果冻卷(缠绕型)电极组件,该果冻卷(缠绕型)电极组件具有长片型正电极和负电极在分隔件介于其间的情况下被缠绕的结构;堆叠型电极组件,在该堆叠型电极组件中,以预定尺寸的单元切割的多个正电极和负电极在分隔件介于其间的情况下被顺序地堆叠;和堆叠/折叠型电极组件,该堆叠/折叠型电极组件具有单元单体(诸如,双单体或全单体)被缠绕的结构,在该单元单体中,预定单元的正电极和负电极在分隔件介于其间的情况下被堆叠。
6.在电极组件中,果冻卷电极组件容易制造,并且具有单位重量能量密度高的优点。特别地,具有高能量密度的果冻卷型电极组件可以被嵌入在圆柱形金属罐中以形成圆柱形二次电池,并且这种圆柱形电池被广泛应用在要求应用高容量二次电池的领域诸如电动车辆中。
7.图1示出图示电极以辊对辊方式被转移并且被缠绕在缠绕芯上以形成果冻卷电极组件的情形的示意性侧视图和平面视图。如在附图中所示,电极1在经过线边缘位置控制(epc)单元10之后被转移到输入夹具单元20,并且然后经过最终epc单元40和最终辊50,并且被缠绕在缠绕芯60上,以形成果冻卷电极组件。具体地,分隔件(未示出)也与诸如正电极和负电极的电极一起地转移并且被缠绕在缠绕芯上,以形成果冻卷电极组件。
8.当电极1被转移到缠绕芯60时,理想地,电极1笔直地前进从而匹配设定的边缘参考值。然而,在实践中,当电极被转移时,不可避免地发生电极超过设定的边缘参考值地行进的蛇行行进。相应地,为了校正蛇行行进,线epc单元10和最终epc单元40中的每一个中的控制单元控制电极的边缘位置。线epc单元10和最终epc单元40分别包括:传感器(即,线边缘位置传感器(eps)12和确定eps 42),该传感器被配置成感测电极的边缘位置;epc辊(即,
线epc辊11和最终epc辊41),该epc辊被配置成夹持并且移动电极;和控制器16和46,该控制器16和46被配置成控制epc辊。当由每一个传感器(eps)感测到的电极的边缘位置不同于设定的参考边缘位置时,控制器16和46分别地控制epc辊11和41以调节电极的边缘位置,使得边缘位置匹配参考边缘位置。例如,通过用辊夹持电极并且使电极在被安设成与电极的转移方向(x方向)交叉的epc辊(例如,轧辊)的轴向方向(y方向)上移动来调节电极的边缘位置。
9.图1(b)和图2是图示由上文描述的epc辊来调节电极的边缘位置的情形的示意性立体图。例如,线epc辊11和最终epc辊41的上辊轴11a和下辊轴41a分别被机械地连接到马达15和45,并且控制器16和46驱动马达15和45以在电极的转移方向(x方向)上向左和向右分别地竖直移动上辊轴11a和下辊轴41a,由此调节电极的边缘位置。在图2中所图示的示例中,上辊轴11a和下辊轴41a分别被联接到公共托架13和43,并且托架分别地通过轴14和44连接到马达15和45。当马达15和45被驱动以旋转时,轴14和44(该轴14和44例如是滚珠螺杆)向前和向后移动,以分别地在y方向上移动托架13和43以及被连接到托架的上辊轴11a和下辊轴41a,使得与上辊和下辊接合的电极在y方向上移动。在所图示的实施例中,上辊轴和下辊轴分别被连接到公共托架和马达,但是上辊轴和下辊轴中的每一个可以被连接到单独的托架和马达来驱动。另外,当然,辊轴可以由未在图2中示出的另一种类型的线性移动机构来移动。
10.然而,在传统的电极蛇行校正设备中,因为在线epc单元10和最终epc单元40中的每一个中调节电极的边缘位置,所以这两个epc单元以不彼此联结的方式被控制,或者线epc单元10未在至少考虑到作为用于在缠绕芯之前最终调节边缘位置的机构的最终epc单元40中的边缘位置的情况下被适当地控制。结果,即使当在最终epc单元40中执行反馈控制以使电极的边缘位置匹配作为参考边缘位置的确定eps边缘参考值时,在最终epc单元40中也不可避免地产生电极的蛇行。
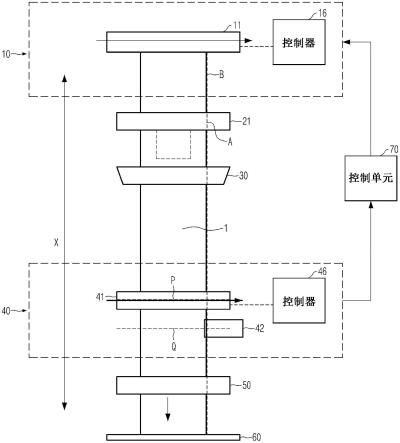
11.图3是图示传统的电极蛇行校正设备和方法的示意性视图,并且图4是图示在最终epc单元中调节电极的边缘位置的状态的示意性视图。
12.如在图3中所示,从线epc辊11转移到输入夹具辊21的电极1朝向缠绕芯60前进,经过最终辊50,并且被缠绕在缠绕芯60上,以与分隔件一起形成果冻卷电极组件。在缠绕在缠绕芯60上时,电极的输入侧端被切割器30切割,并且该切割端也被缠绕在缠绕芯60上,以形成果冻卷电极组件。
13.传统的电极蛇行校正设备在输入夹具辊21的前方包括线epc单元10,并且电极的边缘位置由线epc单元10的线epc辊11调节。另外,最终epc单元40被设置在最终辊50的前方,以最终校正电极的蛇行行进。
14.即,电极的边缘位置由线epc单元10控制,并且线epc单元10的线epc辊11的位置被设定为具有参考校正值(线epc校正值b),该参考校正值(线epc校正值b)由例如作为线epc辊11的控制单元的控制器16校正到预定辊位置。
15.接着,最终epc单元40使用安设在缠绕芯60之前的预定位置q(例如,以大约100mm与缠绕芯间隔开的位置)处的确定eps 42来测量电极1的边缘位置。电极1的边缘位置被称作确定eps边缘位置值。确定eps 42可以是以非接触方式测量电极的边缘位置的传感器,诸如直通光束传感器(through-beam sensor)。当确定eps边缘位置值不同于设定的确定eps
边缘参考值a时,作为控制单元的控制器46通过使用设置在最终epc单元中的epc辊41在电极的宽度方向(y方向)上移动电极并且执行反馈控制以使电极的边缘位置与确定eps边缘参考值a匹配(见图4)。此时,确定eps边缘参考值a不为零,并且是根据电极的辊对辊过程条件等由确定eps确定的设定值。因此,当过程条件改变时,参考值也可以改变。例如,确定eps边缘参考值可以是0.8mm。
16.通过epc辊41进行的电极位置校正可以在确定eps 42之前的预定位置p(例如,以大约125mm与缠绕芯间隔开的位置)处执行。
17.然而,即使在电极的蛇行行进在最终epc单元40中被校正的情形中,也确认了当电极前进时实际上产生了多个蛇行缺陷。特别地,负电极的蛇行缺陷率高。认识到其一个主要原因在于,如在图3和图4中所示,线epc辊11的线epc校正值b不匹配最终epc单元40的确定eps边缘参考值a,该线epc校正值b是在电极被输入到输入夹具辊21之前的位置。即,在电极的辊对辊行进中,设置在最终epc单元40中的确定eps 42中的传感器始点不一定匹配设置在线epc单元10中的线eps 12。实际上,在电极的辊对辊行进中,在每一个epc单元处的电极的位置(线)通常不共线,因此蛇行在每一个epc单元中被校正。相应地,即使当电极的边缘位置在电极被输入之前在线epc单元10中被精确地调节(校正)时,也会不可避免地发生在最终epc单元40中的确定eps边缘参考值与线epc单元10的线epc校正值之间的失配。因此,即使当如在图4中所示地稍后在最终epc单元40中校正蛇行时,也限制了校正蛇行的效果,因此,如上所述,蛇行缺陷率增加。
18.另外,由于失配,为了稍后在最终epc单元40中解决(校正)电极的蛇行行进,用于调节最终epc辊41的位置的最终epc马达45的操作量增加,并且因此在马达的驱动中产生过度负载。
19.相应地,需要开发一项能够改进与线epc单元和最终epc单元对电极的边缘位置的控制相关的蛇行缺陷的技术。
20.现有技术文献
21.专利文献
22.韩国专利注册号10-1113424。
技术实现要素:
23.技术问题
24.已经设计了本发明以解决上述问题,并且本发明的目的在于提供一种蛇行校正设备,该蛇行校正设备允许:在电极被缠绕在缠绕芯上之前,当电极的边缘位置在最终epc单元中被反馈控制时,通过使用有关随着时间改变的电极的确定边缘位置传感器(eps)边缘位置值的多条数据对线边缘位置控制(epc)单元进行反馈控制来改进蛇行缺陷。
25.本发明的另一个目的在于提供一种电极蛇行校正方法,该电极蛇行校正方法通过将确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较的反馈控制来校正将电极从线epc辊转移的方向。
26.技术方案
27.本发明的一种用于校正电极的蛇行的设备,所述电极以辊对辊方式转移以通过缠绕在缠绕芯上来形成果冻卷电极组件,所述设备包括:线边缘位置控制(epc)单元,所述线
边缘位置控制(epc)单元包括线epc辊,所述线epc辊被配置成将电极转移到缠绕芯并且调节电极的边缘位置;最终epc单元,所述最终epc单元包括确定边缘位置传感器(eps)和最终epc辊,所述确定边缘位置传感器(eps)被配置成测量从线epc辊转移的电极的边缘位置作为确定eps边缘位置值,所述最终epc辊被配置成调节电极的边缘位置,使得边缘位置匹配确定eps边缘参考值;和控制单元,所述控制单元被配置成控制线epc单元和最终epc单元,其中,所述控制单元对电极的边缘位置进行反馈控制,使得确定eps边缘位置值匹配确定eps边缘参考值,并且所述控制单元对线epc单元进行反馈控制,使得通过将有关当确定eps边缘位置值通过反馈控制而随着时间改变以收敛到确定eps边缘参考值时的确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较来校正电极从线epc辊转移的方向。
28.在示例中,最终epc辊可以以预定间隔被置放在确定eps的安设位置的前方的位置处。
29.在具体示例中,控制单元可以包括:第一控制单元,所述第一控制单元被配置成通过调节最终epc辊来对电极的边缘位置进行反馈控制,使得确定eps边缘位置值匹配确定eps边缘参考值;和第二控制单元,所述第二控制单元被配置成对线epc单元进行反馈控制,使得通过将有关当确定eps边缘位置值通过第一控制单元的反馈控制而随着时间改变以收敛到确定eps边缘参考值时的确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较来校正电极从线epc辊转移的方向。
30.此外,控制单元可以进一步包括第三控制单元,所述第三控制单元被配置成通过经由第二控制单元的反馈控制调节线epc辊的位置来控制电极的边缘位置。
31.此外,电极蛇行校正设备可以进一步包括输入夹具单元,所述输入夹具单元被安设在线epc单元和最终epc单元之间,并且被配置成从线epc辊接收电极并且将电极输入到最终epc单元侧。
32.在具体示例中,控制单元可以通过将有关以预定时间间隔以预定次数测量直至确定eps边缘位置值收敛到确定eps边缘参考值的确定eps边缘位置值的多条数据中的在中间和稍后的测量中测量出的数据值与确定eps边缘参考值进行比较来对线epc单元进行反馈控制。
33.在更具体的示例中,通过将在有关在中间和稍后的测量中的确定eps边缘位置值的多条数据中的每一条数据与确定eps边缘参考值之间的差值求平均值而获得的值可以被定义为用于线epc单元的反馈控制的逻辑值,并且当电极被输入预定次数时,控制单元可以计算通过将每一个电极的逻辑值求平均值而获得的值作为线epc单元的线epc辊校正值,并且执行反馈控制,使得对于每预定电极输入次数,与校正值一样大地校正线epc辊的位置。
34.在示例中,线epc辊可以具有被校正到预定辊位置的参考校正值,并且控制单元可以执行反馈控制,以与校正值一样大地校正被校正到参考校正值的线epc辊的位置。
35.在示例中,当校正值的符号为正(+)时,可以从线epc辊的参考校正值减去与校正值一样大的量,并且当校正值的符号为负(-)时,可以将与校正值一样大的量添加到线epc辊的参考校正值。
36.在另一个示例中,通过将逻辑值乘以预定的校正因子而获得的值可以被定义为逻辑值,所述校正因子反映由于意外的变量而引起的确定eps的测量误差。
37.作为本发明的另一个方面,本发明的一种校正电极的蛇行的方法,所述电极以辊
对辊方式转移以通过缠绕在缠绕芯上来形成果冻卷电极组件,所述方法包括:通过如下方式来测量确定边缘位置传感器(eps)边缘位置值:由确定eps测量当通过线epc单元的线边缘位置控制(epc)辊转移的电极到达置放在缠绕芯之前的最终epc单元的确定eps时的电极的边缘位置;对电极的边缘位置进行反馈控制,使得确定eps边缘位置值匹配预定的确定eps边缘参考值;获得有关当确定eps边缘位置值通过反馈控制而随着时间改变以收敛到确定eps边缘参考值时的确定eps边缘位置值的多条数据;以及对线epc单元进行反馈控制,使得通过将有关确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较来校正电极从线epc辊转移的方向。
38.具体地,可以通过以预定时间间隔以预定次数执行测量直至多条数据收敛到确定eps边缘参考值来获得有关随着时间改变的确定eps边缘位置值的多条数据,并且可以通过将测量多条数据中的中间和稍后的测量的数据值与确定eps边缘参考值进行比较来对线epc单元进行反馈控制。在更具体的示例中,中间和稍后的测量的数据值可以是由确定eps在第21测量序列到第50测量序列中测量的数据值。
39.有利效果
40.根据本发明,线边缘位置控制(epc)单元被反馈控制,以匹配最终epc单元中的确定边缘位置传感器(eps)边缘参考值,使得当电极被输入到缠绕芯时,电极被稳定地输入,由此改进电极的蛇行缺陷。
41.相应地,能够稳定当输入电极时的eps数据,并且中间和稍后的多条eps数据的变动能够减小,使得能够改进由于不稳定的电极输入而引起的蛇行缺陷和蛇行变动,由此稳定电极组件的质量。
42.此外,能够与最终epc单元结合地对线epc单元进行反馈控制,使得能够减小最终epc马达的操作量,由此大幅度地减小施加到马达驱动的负载。
附图说明
43.图1示出图示电极以辊对辊方式被转移并且被缠绕在缠绕芯上以形成果冻卷电极组件的情形的示意性侧视图和平面视图。
44.图2是具体地图示通过边缘位置控制(epc)辊调节电极的边缘位置的情形的示意性立体图。
45.图3是图示传统的电极蛇行校正设备和方法的示意性视图。
46.图4是图示在图3的电极蛇行校正设备中的最终epc单元中调节电极的边缘位置的状态的示意性视图。
47.图5是图示当在最终epc单元中对电极的边缘位置进行反馈控制时的有关随着时间改变的确定边缘位置传感器(eps)边缘位置值的多条数据的曲线图。
48.图6是图示根据本发明的电极蛇行校正设备的示意性视图。
49.图7是图示根据本发明的电极蛇行校正方法的顺序的流程图。
50.图8是图示根据本发明的一个实施例的用于校正线epc辊的位置的反馈控制的顺序的流程图。
51.图9是图示与逻辑值计算过程结合的图8的反馈控制过程的示意性视图。
52.图10是图示根据本发明的另一个实施例的用于校正线epc辊的位置的反馈控制的
顺序的流程图。
53.图11是图示当通过本发明的蛇行校正方法校正线epc辊时的确定eps边缘位置值和最终epc马达的操作量随着时间被稳定的状态的曲线图。
54.图12是图示当通过本发明的蛇行校正方法执行反馈控制时的最终epc马达的操作量的大小和变动的曲线图。
具体实施方式
55.在下文中,将详细描述本发明。在本说明书和权利要求中使用的术语或词语不应该被限制性地解释为普通的含义或者基于词典的含义,而是应该在本发明人能够适当地定义术语的概念从而以最佳方式描述和解释他或她的发明的原则的基础上被解释为与本发明的技术思想一致的含义和概念。相应地,本文中示出的实施例和结构是仅仅通过示例方式提出的,而不代表本发明的所有的技术构思。
56.将进一步理解,当在本文中使用时,术语“包括”和/或“包含”57.(comprises、comprising、includes和/或including)指明存在所陈述的特征、整体、步骤、操作、元件、部件和/或其组合,但是不排除存在或添加一个或多个其他的特征、整体、步骤、操作、元件、部件和/或其组合。当陈述层、膜、区域、板等的一部分在另一个部分“上”时,该陈述包括所述一部分“直接地”在所述另一个部分“上”的含义以及又一个部分介于其间的含义。相比之下,当陈述层、膜、区域、板等的一部分在另一个部分“下方”时,该陈述包括所述一部分“直接地”在所述另一个部分“下方”的含义以及又一个部分介于其间的含义。另外,可以理解,当本文中陈述元件被置放在某一元件“上”时,该陈述可以不仅包括该元件被置放在某一元件上方的情形而且还包括被置放在某一元件下方的情形。
58.在下文中,将详细描述本发明。
59.图5是图示当在最终边缘位置控制(epc)单元40中对电极的边缘位置进行反馈控制时的有关随着时间改变的确定边缘位置传感器(eps)边缘位置值的多条数据的曲线图。
60.关于图3和图4,已经描述了通过如下方式校正蛇行:由最终epc单元40的确定eps 42测量电极1的边缘位置并且由最终epc单元40的最终epc辊41调节电极的边缘位置,使得测量出的边缘位置匹配确定eps边缘参考值a。然而,即使当蛇行在最终epc单元40中被校正时,电极的边缘位置也不即刻地达到确定eps边缘参考值a,并且随着电极前进到确定eps 42,在eps的位置处连续地测量的电极的边缘位置值(在下文中被称作“确定eps边缘位置值”)如在图5中所示地随着时间改变,并且逐渐地收敛到确定eps边缘参考值a。
61.图5图示由用于在确定eps 42中测量边缘位置的预定程序(程序名称“bois”)测量并且测量了总共50次直至收敛到确定eps边缘参考值a的eps数据。因为如在图5中所示,bois程序仅仅示出eps数据的奇数或偶数的数据,所以图示了程序示出确定eps边缘位置值被测量了总共25次直至收敛到确定eps边缘参考值a。另外,图5的x轴线指示以预定时间间隔测量直至收敛到确定eps边缘参考值a的测量次数或测量序列,或者测量序列号,并且其y轴线指示确定eps边缘位置值,该确定eps边缘位置值是在每一个测量序列中由确定eps测量出的电极的位置。
62.如在图5中所示,在第一测量序列到第三测量序列(第一测量序列到第五测量序列中的所有确定eps边缘位置数据中的奇数测量序列)中,确定eps边缘位置值大幅度地改变
(降低),并且此后,确定eps边缘位置值呈现稍微的波动流动并且逐渐地收敛到确定eps边缘参考值a(例如,0.80mm)。确定了,在有关确定eps边缘位置值的多条数据中,初始数据值由于当电极被输入时的超量而如上所述地大幅度地改变。即,因为当电极被输入时输入夹具单元20的输入夹具辊21倾斜并且因此电极的输入倾斜被错误地设定,或者当电极被输入时电极1由于意外地发生输入不稳定性而左右摆动,所以发生蛇行。相应地,即使当蛇行在最终epc单元40中被校正时,有关在eps的位置处测量出的确定eps边缘位置值的多条初始数据也如在图5中所示地大幅度地改变。
63.同时,虽然与初始数据相比较没有大的变化,但是在确定eps边缘位置值中,即使在第11测量序列到第25测量序列(第1测量序列到第50测量序列中的所有确定eps位置数据中的在第21测量序列到第50测量序列中的数据的奇数数据)中,确定eps边缘位置值也不完全收敛到参考值。即,在确定eps边缘位置值中,测量序列的中间和稍后的数据值被偏置成小于确定eps边缘参考值(例如,0.8mm)的值。当确定eps边缘参考值(0.8mm)处的位置被取作原点(0)时,在确定eps中感测到的电极的位置在负(-)方向上偏置,这意味着发生蛇行行进。在图5的有关确定eps边缘位置值的多条数据中,由于如上文描述的输入夹具的倾斜,所以当电极被输入时,初始数据值(第1测量序列到第3测量序列(在第1测量序列到第5测量序列中的所有确定eps位置数据中的奇数测量序列)中的数据值)代表超量的影响。然而,如在图5的第11测量序列到第25测量序列(第1测量序列到第50测量序列中的所有确定eps位置数据中的在第21测量序列到第50测量序列中的数据的奇数数据)中所示,即使在解决了输入的影响之后,确定eps边缘位置值也不完全匹配确定eps边缘参考值。这是一种如下现象:在将电极输入到输入夹具辊21中之前,线epc辊11的线epc校正值b起初不匹配确定eps边缘参考值a。即,如在图1和图3中所示,线epc辊11被校正使得在将电极输入到输入夹具辊21中之前线epc单元10具有预定参考校正值b,但是因为校正值b不匹配确定eps边缘参考值a,所以呈现具有与图5中相同的轨迹的eps数据的变动。
64.相应地,当中间和稍后的数据值收敛以更接近确定eps边缘参考值a时,可以减小如上所述的由于线epc单元10而发生的蛇行缺陷。本发明人关注了这一点,并且旨在通过如下方式减少蛇行缺陷:从有关确定eps边缘位置值的多条数据中选择由于线epc单元10的线epc校正值b的影响而改变的数据值,并且通过执行将所选择的数据值与确定eps边缘参考值a进行比较的反馈控制来对线epc单元10进行反馈控制,以校正电极从线epc辊11转移的方向。
65.图6是图示根据本发明的电极蛇行校正设备100的示意性视图。
66.在本发明中,与图3和图4的传统蛇行校正设备相同的部件由相同的附图标记表示。
67.本实施例包括线epc单元10,该线epc单元10具有线epc辊11,该线epc辊11被配置成朝向缠绕芯60、具体是朝向输入夹具辊21转移电极1。线epc辊11通过相对于电极转移方向移动电极来调节电极的边缘位置。具体地,如在图1中所示,线epc单元10包括:线eps 12,该线eps 12被配置成检测电极的边缘位置;线epc辊11,该线epc辊11被配置成调节电极的边缘位置;线epc马达15,该线epc马达15被驱动以调节线epc辊的位置;和控制器16,该控制器16被配置成基于由线eps检测到的电极的边缘位置通过驱动线epc马达以调节线epc辊的位置来控制电极的边缘位置。如上所述,作为典型的边缘位置控制单元的epc单元包括:边
缘位置传感器(eps);辊(例如,轧辊),该辊是边缘位置调节构件;驱动单元(例如,马达);和控制器,该控制器被配置成控制这些部件。
68.相应地,线epc单元10可以通过调节线epc辊11的位置来控制电极1的边缘位置。在本实施例中,线epc辊11由线epc单元10(具体是控制器16)校正到预定辊位置。即,线epc辊11在线epc中校正蛇行,并且在考虑到被输入到最终epc单元40(将在下文描述)中的电极的情况下,线epc辊11的位置被校正到参考校正值b。
69.另外,根据本实施例的蛇行校正设备100包括输入夹具单元20,该输入夹具单元20被配置成从线epc辊11接收电极并且将电极输入到缠绕芯侧。输入夹具辊21被安设在输入夹具单元20中。如在图1中所示,传感器22也被安设在输入夹具辊21的附近,以检查在输入夹具辊21中或者在输入夹具辊21的附近的电极的边缘位置。当有必要时,输入夹具辊21的倾斜可以被校正以解决当电极被输入时的不稳定性。在图1中,图示了用于校正倾斜的驱动轴和马达。输入夹具辊的倾斜的校正也是用于在最终epc单元中校正电极的蛇行的必要要素,但是不是与本发明有关的主题,因此将省略其详细描述。
70.因为本发明还以在最终epc单元40中进行反馈控制为前提,所以设置了最终epc单元40。即,本发明的蛇行校正设备100包括最终epc单元40,该最终epc单元40包括:确定eps 42,该确定eps 42被置放在缠绕芯60之前,并且被配置成确定电极1的边缘位置并且记录边缘位置作为确定eps边缘位置值;和最终epc辊41,该最终epc辊41被配置成调节电极的边缘位置。最终epc单元40可以被置放在缠绕芯60之前,并且可以通过调节最终epc辊41使得确定eps边缘位置值匹配确定eps边缘参考值a来对电极的边缘位置进行反馈控制。为了调节电极的边缘位置,最终epc单元40还包括:最终epc马达45,该最终epc马达45被驱动从而以与线epc单元10相同的方式调节最终epc辊的位置;和控制器46,该控制器46被配置成通过驱动最终epc马达来调节最终epc辊的位置以控制电极的边缘位置。
71.如在图1和图2中所示,线epc马达15对线epc辊11的位置的调节和最终epc马达45对最终epc辊41的位置的调节可以由转换机构(例如,滚珠螺杆和滚珠螺母)执行,该转换机构被配置成将驱动马达等的旋转运动转换成线性运动。即,通过由连接到马达的滚珠螺杆的线性运动使被连接到滚珠螺杆的epc辊轴在垂直于电极的移动方向的方向上移动,可以调节epc辊和电极边缘中的每一个的位置。可替代地,活塞可以采用气压缸,该气压缸通过将活塞和辊轴连接而能够通过空气压力从汽缸线性地移动,以通过活塞的线性移动调节辊轴的倾斜。因为这种线性移动机构在机械领域中是众所周知的,所以将省略其详细描述。重要的是,驱动机构的机械或电子配置不需要被特别地限制,只要epc辊轴可以被移动以调节电极的边缘位置即可。
72.本发明包括控制单元,该控制单元被配置成控制线epc单元10和最终epc单元40。控制单元对电极的边缘位置进行反馈控制,使得确定eps边缘位置值匹配确定eps边缘参考值。另外,线epc单元10被反馈控制,使得通过将有关当确定eps边缘位置值通过反馈控制随着时间改变以收敛到确定eps边缘参考值a时的确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较来校正电极从线epc辊11转移的方向。
73.最终epc辊41可以在确定eps 42的安设位置q(例如,以100mm与缠绕芯间隔开的位置)的前方以预定间隔被安设在位置p(例如,以125mm与缠绕芯间隔开的位置)处。当在确定eps 42中测量出的电极1的位置不同于确定eps边缘参考值a时,最终epc单元40使epc辊41
以预定间隔在确定eps 42的前方的位置处调节电极1的位置。因此,当一个电极被连续地移动到确定eps 42时,调节过的电极1的位置可以随后由确定eps 42测量。
74.在与图6有关的实施例中,图示了线epc单元10的控制器16调节(反馈控制)线epc辊11的位置,并且最终epc单元40的控制器46调节(反馈控制)最终epc辊41的位置。然而,在没有控制器16和46中的每一个的情况下,控制单元可以直接地对线epc单元10或者线epc辊11和最终epc单元40或者最终epc辊41进行反馈控制。即,在本发明中,控制单元(广义上)是包括控制器16和46这两者以及由图6中的点划线指示的框中所包括的控制单元70(狭义上的控制单元)的概念。在没有控制器16和46的情形中,控制单元(广义上)具有对最终epc单元40进行反馈控制并且与反馈控制相关联地控制线epc单元10的形式。在存在控制器16和46的情形中,调节最终epc辊41以控制电极的边缘位置的控制器46成为第一控制单元,并且控制单元70(狭义上)成为通过使用从第一控制单元的反馈控制得到的多条数据对线epc单元10进行反馈控制的第二控制单元。另外,线epc单元10的控制器16成为第三控制单元,该第三控制单元通过由第二控制单元的反馈控制调节线epc辊11的位置来控制电极的边缘位置。
75.因为本发明的蛇行校正设备100包括控制单元,如上所述,该控制单元被配置成通过对最终epc单元40执行反馈控制并且将有关通过反馈控制获得的确定eps边缘位置值的多条数据与确定eps边缘参考值a进行比较来对线epc辊11进行反馈控制,所以电极从线epc单元10转移的方向可以更接近确定eps边缘参考值a,使得可以减小由线epc单元10引起的蛇行缺陷。
76.如上所述,本发明的特征在于,执行用于校正线epc辊11的参考校正值的反馈控制,使得通过与最终epc单元40的反馈控制结合地对线epc单元10进行反馈控制,电极转移方向匹配或者收敛到图6中的确定eps边缘参考值a。
77.将参考根据本发明的电极蛇行校正方法更详细地描述通过本发明的电极蛇行校正设备中所包括的控制单元进行的具体控制。
78.本发明还提供一种当以辊对辊方式转移缠绕在缠绕芯60上以形成果冻卷电极组件的电极时的蛇行校正方法。
79.图7是图示根据本发明的电极蛇行校正方法的顺序的流程图。
80.如在附图中所示,首先,在操作(a)中,通过如下方式测量确定eps边缘位置值:由确定eps 42测量当通过线epc单元10的线epc辊11转移的电极1到达置放在缠绕芯60之前的最终epc单元40的确定eps 42时的电极1的边缘位置。
81.此后,在操作(b)中,通过控制单元对电极的边缘位置进行反馈控制,使得确定eps边缘位置值匹配预定的确定eps边缘参考值a。
82.接着,在操作(c)中,获得有关当确定eps边缘位置值通过反馈控制而随着时间改变以收敛到确定eps边缘参考值a时的确定eps边缘位置值的多条数据。
83.接着,在操作(d)中,通过将有关确定eps边缘位置值的多条数据与确定eps边缘参考值进行比较来对线epc单元10进行反馈控制,以校正电极从线epc辊11转移的方向。
84.可以通过以预定时间间隔执行预定次数的测量直至多条数据收敛到确定eps边缘参考值a来获得有关随着时间改变的确定eps边缘位置值的多条数据。如在图5中所示,可以通过执行例如50次测量来获得有关确定eps边缘位置值的多条数据。如在图5中所示,在有
关位置值的多条数据中,由于电极从线epc单元10转移的方向而改变的数据值是有关确定eps边缘位置值的多条数据中的在中间和稍后的测量中改变的数据值。例如,当确定eps边缘位置值被测量50次直至数据值收敛到确定eps边缘参考值a时,中间和稍后的数据值可以是由确定eps 42在第21次测量到第50次测量时测量的数据值。然而,如上所述,当仅仅参考由用于在确定eps 42中测量边缘位置的预定程序(程序名称“bois”)传输的奇数数据时,中间和稍后的数据值可以是确定eps的第11测量序列到第25测量序列的数据值。
85.在本发明的蛇行校正方法中,通过将中间和稍后的数据值与确定eps边缘参考值a进行比较的反馈控制来对线epc辊11进行反馈控制,并且将在下文描述反馈控制的具体实施例。
86.本发明的模式
87.(第一实施例)
88.图8是图示根据本发明的一个实施例的用于校正线epc辊11的位置的反馈控制的顺序的流程图。
89.图9是图示与逻辑值计算过程结合的图8的反馈控制过程的示意性视图。
90.首先,在操作(d1)中,在有关确定eps边缘位置值的多条数据中,将中间和稍后的测量中的每一次测量的确定eps边缘位置值与确定eps边缘参考值a进行比较。通过将在有关在中间和稍后的测量中的确定eps边缘位置值的多条数据与确定eps边缘参考值之间的差值求平均值而获得的值被定义为用于线epc反馈控制的逻辑值。差值的平均值可以比中间和稍后的测量的数据值中的单个值与确定eps边缘参考值之间的差值更有效地反映线epc单元10的影响。相应地,例如,计算图5的第21测量序列到第50测量序列(中间和稍后的测量)(在bois程序中的第11测量序列到第25测量序列中)中的确定eps边缘位置值与确定eps边缘参考值a之间的差值,并且通过将差值求平均值而获得的值被定义为用于反馈控制的预定逻辑值y
logic
,该y
logic
被表达为以下等式1。大的逻辑值意味着电极从线epc单元的输入非常不稳定,并且因此,可以响应于逻辑值的大小而校正线epc单元的线epc辊的位置。
91.y
logic
=[((第21测量序列的确定eps边缘位置值
–
确定eps边缘参考值)+...+(第50次测量的确定eps边缘位置值
–
确定eps边缘参考值))/30]
‑‑‑‑‑‑
等式1。
[0092]
在本实施例中,除了使用当单个电极被输入时的逻辑值来校正线epc辊11,还通过使用当多个电极被输入时的逻辑值的平均值来校正电极的蛇行,使得进一步改进了蛇行校正可靠性。即,在操作(d2)中,当电极被输入预定次数时,计算通过将每一个电极的逻辑值求平均值而获得的平均逻辑值y
logic
(见以下等式2)。
[0093]
平均y
logic
=y1+y2+
…
+y
n-1
+yn/n当电极被输入n次时
‑‑‑‑‑‑
等式2。
[0094]
因为平均逻辑值是当多个电极被输入时通过将逻辑值求平均值而获得的值,所以进一步指示了由于线epc单元10而引起的影响。相应地,当响应于平均逻辑值的大小而每预定电极输入次数来校正线epc辊11的位置时,可以更有效地解决由于从线epc单元10输入电极引起的不稳定性。在本实施例中,获得当例如五次输入电极时的平均值y
logic
,并且计算平均y
logic
作为线epc辊校正值。
[0095]
在操作(d3)中,执行反馈控制,以与计算出的线epc辊校正值一样大地校正线epc辊11的位置。即,例如,每输入五个电极时,计算计算出的平均值y
logic
作为线epc辊校正值,并且可以执行反馈控制,使得每输入五个电极时,与校正值一样大地校正线epc辊11的位
置。
[0096]
图9是图示与逻辑值计算过程结合的图8的反馈控制过程的示意性视图。如在图9中所示,通过将针对形成五个果冻卷电极组件的相应的电极的每一次输入而计算出的逻辑值y1、y2、y3、y4和y5求平均值来获得校正值1,并且与校正值1一样大地校正线epc辊11的位置。具体地,当存在由线epc单元校正到预定辊位置的参考校正值时,被校正到参考校正值的线epc辊11的位置与校正值1一样大地被校正。
[0097]
此后,通过将针对形成五个果冻卷电极组件的相应的电极的每一次输入而计算出的逻辑值y6、y7、y8、y9和y
10
求平均值来获得校正值2,并且与校正值2一样大地校正线epc辊11的位置。
[0098]
随后,每输入五个电极时,通过如上所述地获得平均逻辑值而连续地获得校正值,并且执行连续地与获得的校正值一样大地校正线epc辊11的位置的反馈控制(见图8的操作(e))。
[0099]
如在操作(d3)中那样,校正线epc辊11的周期可以每预定电极输入次数进行一次。即,校正周期可以作为针对每适当的预定电极输入次数而选择的默认值来给出。例如,如在本实施例中那样,校正可以每输入五个电极执行一次。
[0100]
同时,取决于计算,校正值(平均逻辑值)可以具有正(+)或负(-)符号。当校正值的符号为正(+)时,因为这意味着线epc辊11的参考校正值相对于确定eps边缘参考值a在正方向上偏置,所以对线epc辊11进行反馈控制,使得从线epc辊11的参考校正值减去与校正值一样大的量。例如,当校正值为0.05时,线epc的参考校正值被减去-0.05mm。
[0101]
相反,当校正值的符号为负(-)时,因为这意味着线epc辊的参考校正值相对于确定eps边缘参考值a在负方向上偏置,所以对线epc辊11进行反馈控制,使得与校正值一样大的量被添加到线epc辊11的参考校正值。例如,当校正值为-0.05时,与0.05mm一样大的量被添加到线epc辊11的参考校正值。
[0102]
此后,在操作(e)中,通过重复操作(d1)到(d3),执行了反馈校正,在该反馈校正中,针对由线epc单元10引入的多个电极中的每一个电极,顺序地改变线epc辊11的参考校正值。通过重复这种反馈校正并且最终允许线epc辊11的位置更接近确定eps边缘参考值a,电极从线epc辊11转移的方向可以更接近有关确定eps 42的确定边缘位置的数据。
[0103]
同时,与最终epc马达45相比较,被配置成调节线epc辊11的位置的线epc马达15具有更小的驱动力,并且与当电极被输入时(见图5)输入夹具辊21的影响相比较,由于线epc辊11的位置的影响而引起的确定eps边缘位置值的变动没有那么大。考虑到这一点,作为平均逻辑值的线epc辊11的校正值的上限可以受到限制。例如,相对于电极转移方向在左右方向(y方向)上的最终epc马达45对最终epc辊41的移动宽度可以是+/-3.5mm。在另一方面,左右方向(y方向)上的移动宽度的可以由线epc马达15使用线epc辊11控制一次的范围被限制为+/-0.05mm。相应地,即使当校正值作为绝对值超过0.05时,最大位置调节宽度也可以被限制于+/-0.05mm。当线epc辊11的位置超过上限并且由此被控制以进行校正时,过度负载可能被施加到线epc马达15,并且由最终epc单元40测量的确定eps边缘位置值的变动可能增加。
[0104]
(第二实施例)
[0105]
图10是图示根据本发明的另一个实施例的用于校正线epc辊11的位置的反馈控制
的顺序的流程图。
[0106]
本实施例与第一实施例的不同之处在于,逻辑值y
logic
的定义不同。
[0107]
首先,本实施例与第一实施例的相同之处在于,在操作(d1)’中,在有关确定eps边缘位置值的多条数据中,将在中间和稍后的测量中的每一次测量的确定eps边缘位置值与确定eps边缘参考值a进行比较。然而,在第二实施例中,不同之处在于,通过将通过将在有关在中间和稍后的测量序列中的确定eps边缘位置值的多条数据与确定eps边缘参考值之间的差值求平均值获得的值乘以预定校正因子而获得的值被定义为用于执行线epc反馈控制的逻辑值。
[0108]
电极连续地从电极生产和缠绕的产线转移,并且被转移到缠绕芯并缠绕在缠绕芯上,以形成果冻卷电极组件。在该过程中,可能发生未知原因的振荡或超量。可替代地,因为诸如eps的传感器被污染或者在极端情形中电极与缠绕芯分离,所以确定eps的测量值可能发生误差。当不考虑由于这种意外的变量而引起的确定eps的测量误差时,在某些情形中,在反馈控制期间不可避免地产生的测量误差未被反映,并且因此可能未准确地评价系统不稳定性的影响。相应地,在第二实施例中,通过乘以反映由于这种意外的变量而引起的确定eps 42中的测量误差的预定校正因子而获得的值被用作逻辑值。可以通过应用预定的二次函数模型来获得这种校正因子,该二次函数模型以校正因子(在下文中被称作“p
logic”)作为因变量,并且以在例如有关确定eps边缘位置值的多条数据与确定eps边缘参考值a之间的差值的平均值作为自变量。
[0109]
以下表格1示出根据预定的二次函数模型计算出的根据差值的平均值的校正因子的示例。
[0110]
[表格1]
[0111][0112]
如在表格1中所示,根据在有关确定eps边缘位置值的多条数据与确定eps边缘参考值之间的差值的平均值的大小,校正因子被不同地确定。根据应用于表格1的预定的二次函数模型,校正因子趋向于随着平均值的增加而增加。
[0113]
根据本实施例,以如下等式3计算y
logic
。
[0114]ylogic
=[((第21次测量的确定eps边缘位置值
–
确定eps边缘参考值)+...+(第50次测量的确定eps边缘位置值
–
确定eps边缘参考值))/30]
×
p
logic
‑‑‑‑‑‑
等式3。
[0115]
此后,在操作(d2)中,当电极被输入预定次数时,基于以上等式2来计算通过将每一个电极的逻辑值求平均值而获得的平均逻辑值y
logic
。
[0116]
即使在本实施例中,也可以获得当例如五次输入电极时的平均值y
logic
,并且可以计算平均y
logic
作为线epc辊校正值。
[0117]
在操作(d3)中,执行反馈控制,以与计算出的线epc辊校正值一样大地校正线epc辊11的位置。
[0118]
通过根据校正值(平均逻辑值)的符号向线epc辊11的参考校正值添加或者从线epc辊11的参考校正值减去与校正值一样大的量来执行反馈控制,以校正线epc辊11的位置。
[0119]
此后,在操作(e)中,通过重复操作(d1)’到(d3),执行反馈校正,在该反馈校正中,针对由线epc单元10引入的多个电极中的每一个电极,顺序地改变线epc辊11的参考校正值。通过重复这种反馈校正并且最终允许线epc辊11的位置更接近确定eps边缘参考值,电极从线epc辊11转移的方向可以更接近确定eps 42处的有关电极的边缘位置的数据。
[0120]
图11是图示当通过本发明的蛇行校正方法校正线epc辊时的确定eps边缘位置值和最终epc马达45的操作量随着时间被稳定的状态的曲线图。
[0121]
图11(a)图示当线epc辊11的参考校正值为-0.8mm并且多个电极被从线epc单元10输入到缠绕芯侧时的有关确定eps边缘位置值的数据的变化和最终epc马达45的操作量的变化。即,该附图图示当通过调节最终epc单元40的最终epc辊41来对电极的边缘位置进行反馈控制以使得确定eps边缘位置值匹配确定eps边缘参考值时的有关确定eps边缘位置值的数据的随着时间的变化和被操作以调节最终epc辊41的最终epc马达45的操作量的随着时间的变化。
[0122]
如在附图中所示,当将电极以上述参考校正值从线epc辊11输入时,有关在第11次测量之后测量的确定eps边缘位置值的多条数据被偏置为小于确定eps边缘参考值(0.8mm)的值,并且最终epc马达45的操作量在正(+)方向上偏置。另外,能够看到,有关多个电极的确定eps边缘位置值的多条数据和最终epc马达45的操作量的变动很大。
[0123]
在另一方面,图11(b)和图11(c)图示根据本发明的控制方法的与最终epc单元40的反馈控制结合进行反馈控制使得与作为每预定电极输入次数的平均逻辑值而计算出的校正值一样大地校正线epc单元10的线epc辊11(的参考校正值)的结果。图11(b)图示当线epc辊11的参考校正值被从-0.8mm到-0.5mm地多次地校正时的有关确定eps边缘位置值的数据的变化趋势和最终epc马达45的操作量的变化趋势,并且图11(c)图示当线epc辊11的参考校正值被从-0.5mm到-0.25mm地多次地校正时的有关确定eps边缘位置值的数据的变化趋势和最终epc马达45的操作量的变化趋势。在图11(b)中,与图11(a)相比较,有关确定eps边缘位置值的多条数据更接近确定eps边缘参考值地收敛,并且最终epc马达45的操作量的变化进一步减小。在图11(c)中,与图11(b)相比较,能够看出有关确定eps边缘位置值的多条数据几乎更接近确定eps边缘参考值地收敛,并且最终epc马达45的操作量的变化进一步减小。
[0124]
图12是图示在通过本发明的蛇行校正方法针对多个电极对线epc辊进行反馈控制之前和之后的最终epc马达的操作量的变动的曲线图。
[0125]
如在图12(a)中所示,能够看出,当针对数千个输入电极执行反馈控制时,与在数
千个输入电极上执行反馈控制之前相比较,最终epc马达的操作量被最小化,并且其变动显著减小。
[0126]
图12(b)以更简化的形式图示这种变动,并且图示当针对大量的电极执行反馈控制时最终epc马达的最大操作量显著减小。
[0127]
在上文中,已经参考附图和实施例更详细地描述了本发明。然而,因为在本说明书中描述的实施例和在附图中图示的配置仅仅是一个实施例而不代表本发明的全部技术精神,所以可以理解,本发明涵盖在提交该申请时的各种等同、修改和替代。
[0128]
附图标记说明
[0129]
1:电极
[0130]
10:线epc单元
[0131]
11:线epc辊
[0132]
11a:线epc辊轴
[0133]
12:线eps
[0134]
13:托架
[0135]
14:线epc马达轴
[0136]
15:线epc马达
[0137]
16:线epc控制器(第三控制单元)
[0138]
20:输入夹具单元
[0139]
21:输入夹具辊
[0140]
22:输入夹具传感器
[0141]
30:切割器
[0142]
40:最终epc单元
[0143]
41:最终epc辊
[0144]
41a:最终epc辊轴
[0145]
42:确定eps
[0146]
43:托架
[0147]
44:最终epc马达轴
[0148]
45:最终epc马达
[0149]
46:最终epc控制器(第一控制单元)
[0150]
50:最终辊
[0151]
60:缠绕芯
[0152]
70:控制单元(第二控制单元)
[0153]
x:电极转移方向
[0154]
y:辊转移方向
[0155]
a:确定eps边缘参考值
[0156]
b:线epc参考校正值
[0157]
100:蛇行校正设备
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1