电化学装置及用电设备的制作方法
本技术实施例涉及电化学,尤其涉及一种电化学装置及用电设备。
背景技术:
1、随着科技的不断发展,电化学装置(包括但不限于锂离子电池、钠离子电池等)得到了广泛的应用,其为人们使用平板电脑、手机、电动交通工具、储能设备等设备提供了便利。
2、在相关技术中的一类电化学装置中,其由阴极极片、阳极极片以及设置于两者之间的隔离膜构成,其在制备过程中,需在阴极极片和阳极极片上的集流体的边缘空白区域模切出多个用于引出极耳的结构,并将极耳电连接于该结构上。
3、对于这类电化学装置而言,为防止阴极极片和阳极极片之间发生短路,一般在阴极极片上的集流体上的活性材料层和集流体的边缘空白区域之间设置绝缘层,在其阴极极片制备过程中,一种方式是在进行模切前先将设置好活性材料层和绝缘层的阴极极片进行冷压,由于绝缘层和集流体的边缘空白区域之间的厚度不同,容易使得冷压过程中集流体的边缘空白区域打皱,因此在进行冷压前一般先将阴极极片的集流体的边缘空白区域进行拉伸,使得集流体的边缘空白区域和绝缘层的变形程度趋于一致,从而防止后续对阴极极片进行冷压时阴极极片打皱。但是,这种结构虽能减缓冷压时阴极极片的打皱问题,但由于增加了阴极极片的冷压张力,导致冷压过程中的阴极极片容易出现断裂现象,极大地降低了电化学装置的制备优率。
技术实现思路
1、有鉴于此,本技术实施例提供一种电化学装置及用电设备,以至少部分改善上述问题。
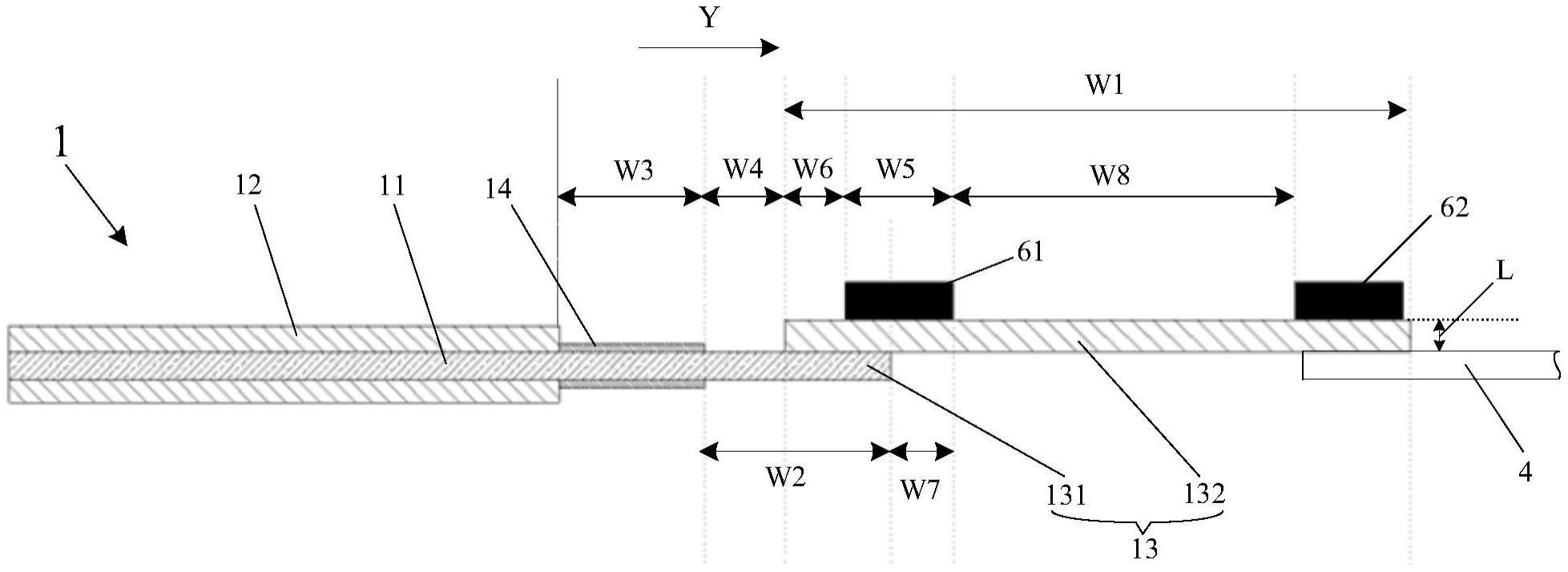
2、根据本技术实施例的第一方面,提供了一种电化学装置,包括:极片,极片包括集流体、设置在集流体表面上的活性材料层及多个极耳连接部,每个极耳连接部包括第一部分及第二部分,在极片展开状态下,多个极耳连接部的第一部分自集流体的边缘沿极片的宽度方向延伸且间隔设置,第二部分设置在第一部分的表面上,并与第一部分电连接。
3、本技术实施例提供的电化学装置,由于该电化学装置的极片包括多个极耳连接部,且每个极耳连接部包括第一部分(即集流体的边缘延伸出的空白区域)和第二部分,第一部分与第二部分电连接,不再是直接在第一部分上直接电连接极耳,而是通过在第一部分的表面上设置第二部分,形成极耳连接部,再通过极耳连接部焊接极耳,这样就使得在制备电化学装置的极片时,一方面,由于不用直接在第一部分形成极耳连接部,可以减小第一部分的宽度,进而改善冷压时打皱的问题,另一方面,由于在对极片进行冷压前可以不必对该第一部分(即集流体的边缘延伸出的空白区域)进行拉伸,也同样能够改善后续对阴极极片进行冷压时阴极极片打皱的问题,并且由于可以不必对极片的第一部分(即集流体的边缘延伸出的空白区域)进行拉伸,也减小了极片的冷压张力,从而改善了冷压过程中的极片容易出现断裂的问题,因此能够提高电化学装置的制备优率。
4、在一些可选的实施例中,沿极片的宽度方向,第二部分的宽度w1满足:3mm≤w1≤35mm。
5、由于第二部分的宽度过小时,在制备电化学装置时,将第二部分与第一部分进行焊接时难度较大;而第二部分的宽度过大时,在制备极片(如阴极极片)的过程中,在进行模切时第二部分的边缘容易发生塌陷,从而影响模切精度,尤其以激光切割方式进行模切操作时,激光焦点离开切割面严重也容易出现切不断的情况,还容易意外导致第二部分断裂。本实施例的第二部分的宽度满足上述的取值范围(即3mm≤w1≤35mm),既能较好地避免第二部分的宽度过小的弊端,又能较好地避免第二部分的宽度过大的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
6、在一些可选的实施例中,沿极片的宽度方向,第二部分的宽度w1满足:5mm≤w1≤25mm。本技术的第二部分的宽度在这样的取值范围内,更能避免第二部分的宽度过小的弊端,更能较好地避免第二部分的宽度过大的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
7、在一些可选的实施例中,沿极片的宽度方向,第一部分的宽度w2满足:0.5mm≤w2≤20mm。
8、由于第一部分的宽度过小时,在制备电化学装置时,难以保证焊接宽度,导致将第二部分与第一部分进行焊接时难度较大;而第一部分的宽度过大时,在制备极片(如阴极极片)的过程中,在冷压后第一部分更容易打皱,并且影响将模切后的焊接在第一部分上的第二部分聚拢,容易增大能量密度损失,导致成本增加。本实施例中的第一部分的宽度满足上述的取值范围(即0.5mm≤w2≤20mm),既能够较好地避免第一部分的宽度过小的弊端,又能较好地避免第一部分131的宽度过大的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
9、在一些可选的实施例中,沿极片的宽度方向,第一部分的宽度w2满足:1mm≤w2≤10mm。本技术的第一部分的宽度在这样的取值范围内,更能避免第一部分的宽度过小的弊端,更能较好地避免第一部分的宽度过大的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
10、在一些可选的实施例中,极片包括阴极极片,集流体表面还设置有绝缘层,活性材料层与绝缘层沿极片的宽度方向排列。基于此,在极片为阴极极片时,本技术采用绝缘层可以对阴极极片的集流体和阳极极片进行绝缘和隔离,可以有效防止阴极极片和阳极极片之间发生短路。
11、在一些可选的实施例中,沿极片的宽度方向,绝缘层的宽度w3满足:0.5mm≤w3≤5mm。本实施例采用这种宽度范围内的绝缘层,可以有效将阴极极片的集流体与阳极极片进行绝缘和隔离,防止两者之间短路,在满足电化学装置的使用需求的基础上,不会额外增加成本。
12、在一些可选的实施例中,绝缘层的材质包括:氧化铝、氧化硅中的至少一种。本技术中采用这样材质的绝缘层对阴极极片的集流体和阳极极片进行绝缘和隔离,可以有效防止阴极极片和阳极极片之间发生短路。
13、在一些可选的实施例中,沿极片的宽度方向,绝缘层包括靠近活性材料层的第一侧和远离活性材料层的第二侧;第二部分的第一侧位于绝缘层上,第二部分的第一侧与绝缘层的第二侧之间的间距w4满足:0mm≤w4≤8mm;或者,第二部分的第一侧位于第一部分表面上,第一部分的第一侧与绝缘层的第二侧之间的间距w4满足:0mm≤w4≤10mm。
14、由于极片为阴极极片,第二部分的第一侧位于绝缘层上时,相当于第二部分焊接到第一部分后,第二部分的第一端沿极片的宽度方向的反方向超出第一部分的第一侧,当超出过多时,易导致制成的电化学装置厚度过大;而极片为阴极极片,第二部分的第一侧位于第一部分表面上,第二部分的第一侧与绝缘层的第二侧的间距过大时,则无法有效地解决第一部分与第二部分相焊接后发生翻折的问题。本技术中w4满足上述取值范围,既能够较好地避免第二部分的第一端沿极片的宽度方向的反方向超出第一部分的第一侧过多时的弊端,又能较好地避免第二部分的第一侧位于第一部分上,第二部分的第一侧与绝缘层的第二侧的间距过大时的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
15、在一些可选的实施例中,第二部分的第一侧位于第一部分表面上,第二部分的第一侧与绝缘层的第二侧之间的间距w4满足:0mm≤w4≤5mm。本技术中w4满足这一取值范围,更能避免第二部分的第一侧位于第一部分上,第二部分的第一侧与绝缘层的第二侧的间距过大时的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
16、在一些可选的实施例中,极片包括阳极极片。阳极极片采用本技术中的极片的结构,可以有效改善冷压过程中的阳极极片容易出现断裂的问题,因此能够提高电化学装置的制备优率。
17、在一些可选的实施例中,第一部分与第二部分通过焊接形成电连接,且第一部分与第二部分相焊接时形成第一焊印;沿极片的宽度方向,第一焊印包括靠近活性材料层的第一侧和远离活性材料层的第二侧;第一焊印的第二侧位于第二部分上,且第一焊印的第一侧与活性材料层存在间距。基于此,本技术的第一部分与第二部分通过焊接形成电连接可以保证第二部分与第一部分电连接的稳定性,且第一焊印的第二侧位于第二部分上,保证第二部分能够与第一部分形成稳定的焊接连接。
18、在一些可选的实施例中,沿极片的宽度方向,第一焊印的宽度w5满足:0.1mm≤w5≤10mm。
19、由于第一焊印的宽度过小时,难以保证第一部分与第二部分之间的焊接拉力满足需求,从而造成焊接拉力过小时的弊端;而第一焊印的宽度过大时,极片(如阴极极片)的第一部分(即集流体的边缘延伸出的空白区域)和第二部分在模切后,难以将模切后的第二部分聚拢,额外增加了成本。本技术中的第一焊印的宽度满足上述取值范围(0.1mm≤w5≤10mm),可以避免第一焊印的宽度过小的弊端,也能避免第一焊印的宽度过大的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
20、在一些可选的实施例中,第一焊印的第一侧位于第一部分上,第一焊印的第一侧与第二部分的第一侧之间的间距w6满足:0mm≤w6≤5mm;或者,第一焊印的第一侧位于第二部分表面上,第一焊印的第一侧与第二部分的第一侧之间的间距w6满足:0mm≤w6≤30mm。
21、由于在第一焊印的第一侧沿极片的宽度方向的反方向超出第二部分的第一侧过多时,不存在活性材料(如阴极活性材料)的部分较多,因此不能提供能量的部分的空间占比也较大,使得能量密度损失严重,影响后续将极耳(例如阴极极耳)与第二部分进行电连接(例如极耳(如阴极极耳)与第二部分以焊接的形式形成电连接),影响将模切后的第二部分进行聚拢,在这过程中也容易对第二部分造成损伤,最终影响制成的电化学装置的电性能;而在第一焊印的第一侧沿极片的宽度方向超出第二部分的第一侧过多时,则存在无约束状态的第二部分过宽的情况,在制备极片(如阴极极片)时,影响模切,并增加了工艺难度,影响电化学装置的制备优率。本技术通过采取这样的w6的取值范围,既能够避免在第一焊印的第一侧沿极片的宽度方向的反方向超出第二部分的第一侧过多时产生的弊端,又能够避免在第一焊印的第一侧沿极片的宽度方向超出第二部分的第一侧过多时产生的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
22、在一些可选的实施例中,第一焊印的第一侧位于第一部分上,第一焊印的第一侧与第二部分的第一侧之间的间距w6满足:0mm≤w6≤3mm;或者,第一焊印的第一侧位于第二部分表面上,第一焊印的第一侧与第二部分的第一侧之间的间距w6满足:0mm≤w6≤10mm。本技术中的w6满足这样的取值范围,更能较好地避免在第一焊印的第一侧沿极片的宽度方向的反方向超出第二部分的第一侧过多时产生的弊端,更能够避免在第一焊印的第一侧沿极片的宽度方向超出第二部分的第一侧过多时产生的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
23、在一些可选的实施例中,第一焊印的第二侧在第二部分上的第一投影,与第一部分在第二部分上的第二投影存在重叠,第一焊印的第二侧与第一部分的第二侧之间的间距w7满足:0mm≤w7≤15mm;或者,第一焊印的第二侧在第二部分上的第一投影,与第一部分在第二部分上的第二投影不存在重叠,第一焊印的第二侧与第一部分的第二侧之间的间距w7满足:0mm≤w7≤7mm。
24、由于在第一投影与第二投影存在重叠时,第一焊印的第二侧与第一部分的第二侧之间的间距w7过大,也即第一部分的第二侧沿极片的宽度方向超出第一焊印的第二侧过多时,则存在无约束状态的第一部分过宽的情况,在制备极片(如阴极极片)时,影响模切,并增加了工艺难度,影响电化学装置的制备优率;而在第一投影与第二投影不存在重叠时,第一焊印的第二侧与第一部分的第二侧之间的间距w7过大,也即第一焊印的第二侧沿极片的宽度方向超出第一部分的第二侧过多时,则使得能量密度损失严重,影响后续在将极耳(如阴极极耳)与第二部分进行电连接(例如极耳(如阴极极耳)与第二部分以焊接的形式形成电连接),影响将模切后的第二部分的聚拢,在这过程中也容易对第二部分造成损伤,最终影响制成的电化学装置的电性能。本技术中通过采取这样的w7的取值范围,既能够避免在第一部分的第二侧沿极片的宽度方向超出第一焊印的第二侧过多时产生的弊端,又能够避免第一焊印的第二侧沿极片的宽度方向超出第一部分的第二侧过多时产生的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
25、在一些可选的实施例中,第一焊印的第二侧在第二部分上的第一投影,与第一部分在第二部分上的第二投影存在重叠,第一焊印的第二侧与第一部分的第二侧之间的间距w7满足:0mm≤w7≤10mm;或者,第一焊印的第二侧在第二部分上的第一投影,与第一部分在第二部分上的第二投影不存在重叠,第一焊印的第二侧与第一部分的第二侧之间的间距w7满足:0mm≤w7≤3mm。本技术中的w7满足这样的取值范围,更能够避免在第一部分的第二侧沿极片的宽度方向超出第一焊印的第二侧过多时产生的弊端,更能够避免第一焊印的第二侧沿极片的宽度方向超出第一部分的第二侧过多时产生的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
26、在一些可选的实施例中,电化学装置还包括壳体和伸出壳体的极耳,极耳与通过焊接与第二部分形成电连接,并在第二部分上形成第二焊印;沿极片的宽度方向,第二焊印包括靠近第一部分的第一侧和远离第一部分的第二侧;其中,第一焊印的第二侧与第二焊印的第一侧之间的间距w8满足:0mm<w8≤10mm。
27、由于极耳(例如阴极极耳)通过焊接与第二部分形成电连接时,在第二部分上形成的第二焊印与第一焊印不能重叠,若重叠则会影响极耳(例如阴极极耳)与第二部分之间的焊接效果,使得两者的焊接拉力降低;而若第一焊印的第二侧与第二焊印的第一侧之间的间距w8过大时,则容易影响电化学装置的能量密度。本技术中通过采取这样的w8的取值范围,既能够避免第二焊印与第一焊印重叠时产生的弊端,又能够避免第一焊印的第二侧与第二焊印的第一侧之间的间距w8过大时产生的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
28、在一些可选的实施例中,第一部分与第二部分之间的焊接拉力f满足:5n≤f≤1000n。
29、由于第一部分与第二部分之间的焊接拉力f过小时,容易在使用电化学装置时导致第二部分从第一部分上脱落;而第一部分与第二部分之间的焊接拉力f过大时,影响在制备电化学装置时的成本。本技术中的焊接拉力f满足上述的取值范围(即5n≤f≤1000n),既能够较好地避免第一部分与第二部分之间的焊接拉力f过小的弊端,又能较好地避免第一部分与第二部分之间的焊接拉力f过大的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
30、在一些可选的实施例中,第一部分与第二部分之间的焊接拉力f满足:10n≤f≤500n。本技术中的焊接拉力f满足这样的取值范围,更能够较好地避免第一部分与第二部分之间的焊接拉力f过小的弊端,更能较好地避免第一部分与第二部分之间的焊接拉力f过大的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
31、在一些可选的实施例中,第一部分和/或第二部分为导电箔材,且导电箔材的每平方毫米电阻r满足:r<20mω。基于此,能够使得本技术中的第一部分和/或第二部分的导电性能良好,满足电化学装置的使用需要。
32、在一些可选的实施例中,导电箔材包括:铝箔、镀铝箔材、镍箔、镀镍箔材中的至少一种。基于此,通过这样材质的导电箔材,可以保证极片(尤其是阴极极片)的第一部分和/或第二部分的导电性能,满足电化学装置的使用需要。
33、在一些可选的实施例中,镀铝箔材包括:聚丙烯类薄膜表面镀铝的箔材、聚对苯二甲酸二乙酯类薄膜表面镀铝的箔材中的至少一种。基于此,通过这样材质的导电箔材,可以保证极片(尤其是阴极极片)的第一部分和/或第二部分的导电性能,满足电化学装置的使用需要。
34、在一些可选的实施例中,第二部分的厚度l满足:4μm≤l≤25μm。
35、由于第二部分的厚度过薄时,会增加制造极片(如阴极极片)的工艺难度,并造成成本增加,并且由于厚度过薄,导致强度较低,也难以符合极片(如阴极极片)和第二部分的结构强度的要求;而第二部分的厚度过厚时,也会导致材料成本增加、电化学装置的能量密度收益减少。本技术中第二部分的的厚度满足上述的取值范围(即4μm≤l≤25μm),既能够较好地避免第二部分厚度过薄的弊端,又能较好地避免第二部分厚度过厚的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
36、在一些可选的实施例中,第二部分的厚度l满足:5μm≤l≤20μm。本技术中的第二部分的厚度l满足这样的取值范围,更能较好地避免第二部分厚度过薄的弊端,更能较好地避免第二部分厚度过厚的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
37、在一些可选的实施例中,第二部分的断裂强度s满足:80mpa≤s≤800mpa。
38、由于第二部分的断裂强度过小时,容易在制备过程中出现断裂,会增加制造极片(如阴极极片)的工艺难度,并造成成本增加,并且断裂强度过小也难以符合极片(如阴极极片)和第二部分的结构强度的要求;而第二部分的断裂强度过大时,也会导致增加制造极片(如阴极极片)的工艺难度,并造成成本增加。本实施例中的第二部分的断裂强度满足上述的取值范围(即80mpa≤s≤800mpa),既能够较好地避免第二部分的断裂强度过小的弊端,又能较好地避免第二部分的断裂强度过大的弊端,从而满足电化学装置的使用需要,进而提高电化学装置的制备优率。
39、在一些可选的实施例中,第二部分的断裂强度s满足:100mpa≤s≤450mpa。本技术中的第二部分的断裂强度s满足这样的取值范围,更能较好地避免第二部分的断裂强度过小的弊端,更能较好地避免第二部分的断裂强度过大的弊端,从而满足电化学装置的使用需要,进一步提高电化学装置的制备优率。
40、在一些可选的实施例中,电化学装置由阴极极片、隔离膜、阳极极片卷绕制成。
41、根据本技术实施例的第二方面,提供了一种用电设备,其包括上述第一方面提供的电化学装置。
42、本技术实施例中的用电设备,由于包括上述第一方面中提供的电化学装置,由于该电化学装置的制备优率较高,因此该用电设备的制备优率也较高。
- 还没有人留言评论。精彩留言会获得点赞!