辊压端子结构及其制造方法、二次电池与流程
本发明涉及电池的,特别是涉及一种辊压端子结构及其制造方法、二次电池。
背景技术:
1、电池的端子绝缘安装于盖板上,且端子的一端与电池内的电芯的极耳电连接,端子的另一端用于外接导电,实现电池的电能输出。传统的端子结构的固定极柱通过固定绝缘件安装于盖板,再通过焊接及包胶实现组装,但是这种组装方式因零件较多且组装工序复杂,导致端子结构的组装效率较低。
2、为提高端子结构的组装效率,公告号为cn215184433u的中国专利提出了一种电池顶盖结构,其包括盖板、压板、绝缘组件、绝缘支架及极柱,极柱穿设于盖板的安装孔内,极柱与盖板还通过压板进行套设压紧,绝缘组件包括绝缘件及密封圈,绝缘件设于压板与盖板之间,密封圈设于极柱与盖板之间,在组装时,需要先注塑成型出绝缘件、并对盖板进行冲压成型、极柱需通过挤压拉伸成型;然后将极柱穿设于盖板的安装孔,并使压板套设在极柱背离电芯的一端,绝缘件夹设在压板与盖板之间,密封圈夹设在极柱与盖板之间,绝缘支架的第二凸缘夹设在极柱与盖板之间;然后向压板施加压力;然后焊接压板与极柱,对压板进行固定等。
3、然而,上述的电池顶盖结构的零件仍然存在较多的情形,尤其是需要绝缘件、密封圈及绝缘支架等零件的绝缘配合组装需要,在组装时除了对零件自身的制造精度要求较高,而且对零件组装过程所需的装配精度要求较高,如对工装工具要求较高,使电池顶盖存在组装效率较低的问题;若提高组装的速度,则在组装环节中的合格率无法可靠地确保,使电池顶盖存在良率较低的问题。
技术实现思路
1、本发明的目的是克服现有技术中的不足之处,提供一种能够使组装效率及良率均较好的辊压端子结构及其制造方法、二次电池。
2、本发明的目的是通过以下技术方案来实现的:
3、一种辊压端子结构,包括:
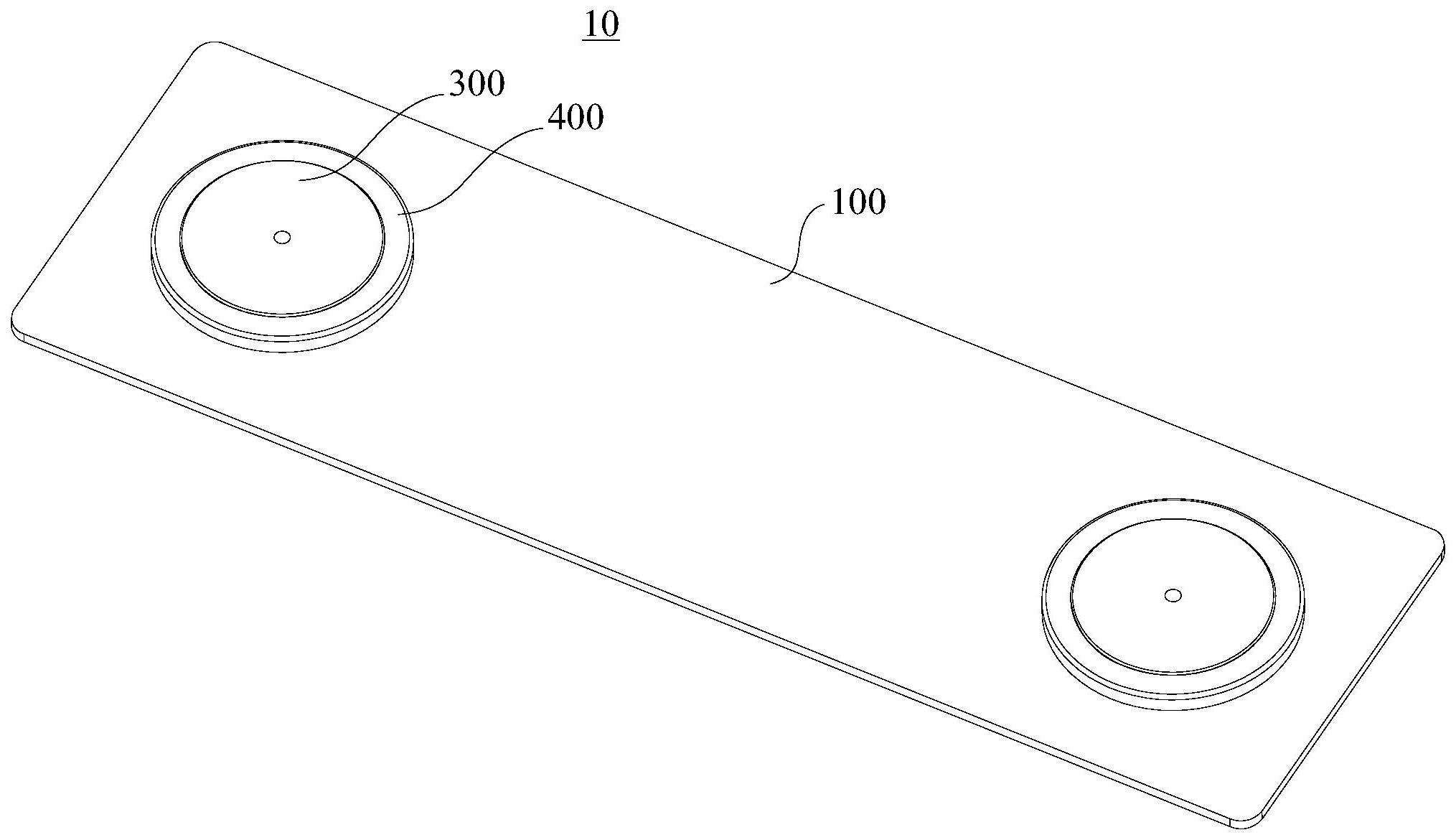
4、基板,包括基板本体及辊压止动环,所述基板本体开设有定位槽,所述辊压止动环成型于所述基板本体的一面,所述辊压止动环形成有收缩腔体,所述收缩腔体与所述定位槽连通;
5、密封圈,设置于所述定位槽内;
6、极柱,分别位于所述定位槽及所述收缩腔体内,所述密封圈套接于所述极柱的外周壁,所述辊压止动环与所述极柱的外周壁之间存在填充间隙;
7、包塑件,分别成型于所述基板本体及所述辊压止动环,所述包塑件包覆于所述极柱的外周壁,且所述包塑件填充于所述填充间隙。
8、在其中一个实施例中,所述收缩腔体呈收缩状。
9、在其中一个实施例中,所述收缩腔体的横截面积朝所述辊压止动环的远离所述基板本体的端部的方向逐渐减小。
10、在其中一个实施例中,所述辊压止动环开设有止动孔,所述包塑件的部分成型于所述止动孔内。
11、在其中一个实施例中,所述止动孔为孔体或槽体结构。
12、在其中一个实施例中,所述止动孔开设有所述辊压止动环的背离所述基板本体的端部。
13、在其中一个实施例中,所述辊压止动环的横截面设有呈预设角度的止脱斜面。
14、在其中一个实施例中,所述预设角度为30°~60°。
15、在其中一个实施例中,所述密封圈包括一体结构的环形密封部及抵持部,所述环形密封部套接于所述极柱的外周壁,所述抵持部抵接于所述极柱的底部,所述基板本体开设有避位孔,所述抵持部开设有裸露孔,所述避位孔分别与所述裸露孔及所述定位槽连通。
16、一种辊压端子结构的制造方法,用于制造上述任一实施例所述的辊压端子结构,所述制造方法包括:
17、成型出所述基板;
18、将所述密封圈套接于所述极柱;
19、将套设有所述密封圈的极柱安装于所述定位槽内,并使所述极柱放置于所述收缩腔体内;
20、对所述辊压止动环进行辊压处理,使所述辊压止动环与所述极柱的外周壁之间存在填充间隙;
21、在所述基板本体及所述辊压止动环上分别成型出所述包塑件,使所述包塑件包覆于所述极柱的外周壁,且所述包塑件填充于所述填充间隙。
22、一种二次电池,包括上述任一实施例所述的辊压端子结构。
23、与现有技术相比,本发明至少具有以下优点:
24、1、上述的辊压端子结构,辊压止动环成型于基板本体的一面,使辊压止动环与基板本体连接于一体,减少了基板上的零件数目;由于辊压止动环形成有收缩腔体,收缩腔体与定位槽连通,密封圈设置于定位槽内,且密封圈套接于极柱的外周壁,使极柱安装于基板上,又由于极柱分别位于定位槽及收缩腔体内,且辊压止动环与极柱的外周壁之间存在填充间隙,使辊压止动环与极柱不直接接触,加上包塑件分别成型于基板本体及辊压止动环,包塑件包覆于极柱的外周壁,且包塑件填充于填充间隙,进而使包塑件将极柱可靠地固定于基板上,并使极柱分别辊压止动环及基板本体可靠地绝缘设置;
25、2、上述的辊压端子结构,不仅减少了辊压端子结构的零件数目,而且降低了辊压端子结构的复杂度,同时提高了极柱的机械性能及可靠性,解决了电池顶盖的组装效率较低的问题,由于辊压止动环与极柱的外周壁之间存在填充间隙,同时极柱通过密封圈绝缘组装于定位槽内,加上包塑件将极柱分别包覆固定于基板本体及辊压止动环上,且包塑件填充于填充间隙内,使极柱快速可靠地组装于基板上,提高了电池顶盖的组装良率。
技术特征:
1.一种辊压端子结构,其特征在于,包括:
2.根据权利要求1所述的辊压端子结构,其特征在于,所述收缩腔体呈收缩状。
3.根据权利要求2所述的辊压端子结构,其特征在于,所述收缩腔体的横截面积朝所述辊压止动环的远离所述基板本体的端部的方向逐渐减小。
4.根据权利要求1所述的辊压端子结构,其特征在于,所述辊压止动环开设有止动孔,所述包塑件的部分成型于所述止动孔内。
5.根据权利要求4所述的辊压端子结构,其特征在于,所述止动孔为孔体或槽体结构。
6.根据权利要求4所述的辊压端子结构,其特征在于,所述止动孔开设有所述辊压止动环的背离所述基板本体的端部。
7.根据权利要求1所述的辊压端子结构,其特征在于,所述辊压止动环的横截面设有呈预设角度的止脱斜面。
8.根据权利要求7所述的辊压端子结构,其特征在于,所述预设角度为30°~60°;及/或,
9.一种辊压端子结构的制造方法,其特征在于,用于制造权利要求1至8中任一项所述的辊压端子结构,所述制造方法包括:
10.一种二次电池,其特征在于,包括权利要求1至8中任一项所述的辊压端子结构。
技术总结
本发明提供一种辊压端子结构及其制造方法、二次电池。上述的辊压端子结构包括基板、密封圈、极柱及包塑件;基板包括基板本体及辊压止动环,基板本体开设有定位槽,辊压止动环成型于基板本体的一面,辊压止动环形成有收缩腔体,收缩腔体与定位槽连通;密封圈设置于定位槽内;极柱分别位于定位槽及收缩腔体内,密封圈套接于极柱的外周壁,辊压止动环与极柱的外周壁之间存在填充间隙;包塑件分别成型于基板本体及辊压止动环,包塑件包覆于极柱的外周壁,且包塑件填充于填充间隙。上述的辊压端子结构,不仅减少了辊压端子结构的零件数目,而且降低了辊压端子结构的复杂度,同时提高了极柱的机械性能及可靠性,解决了电池顶盖的组装效率较低的问题。
技术研发人员:吴韬
受保护的技术使用者:深圳埃克森新能源科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!