一种线头冲压安装装置的制作方法
本技术涉及线束加工,尤其是涉及一种线头冲压安装装置。
背景技术:
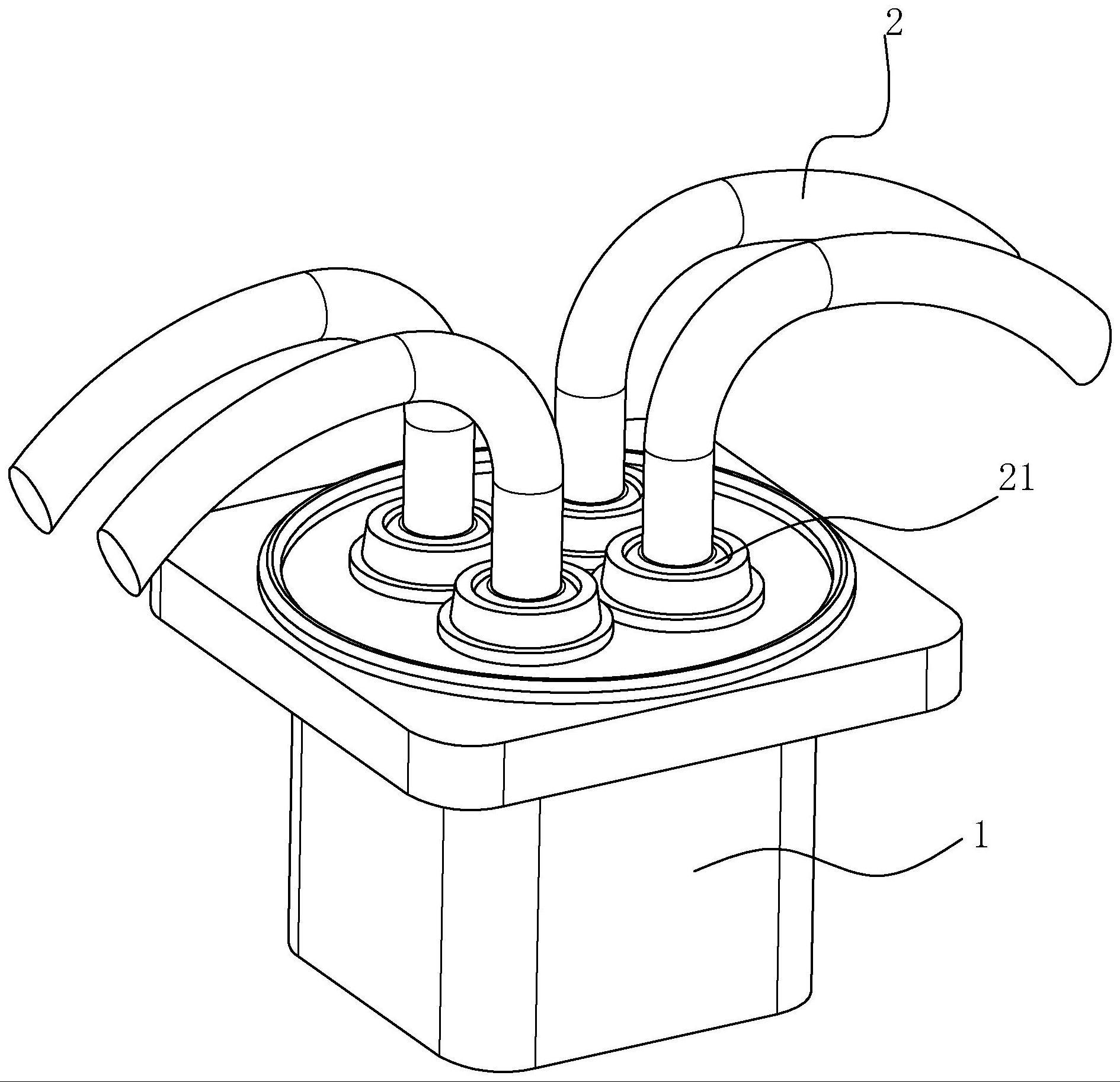
1、现有技术中,存在一种线头,参照图1,包括壳体和多根数据线,壳体上设置有多个线孔,数据线的头部设置有端子,端子与线孔过盈配合,以使多根数据线与壳体之间的固定,实现了数据线的集成。
2、传统工艺中,通常需要操作人员握持端子,并使用一定的力往线孔内按压,才能实现端子与线孔的过盈配合,使得数据线与壳体稳固安装。该方式较为费时费力,间接影响了线头的加工效率。
技术实现思路
1、为了提高线头的加工效率,本技术提供一种线头冲压安装装置。
2、本技术提供的一种线头冲压安装装置采用如下的技术方案:
3、一种线头冲压安装装置,包括机体,所述机体包括底座、支架以及冲压组件,所述底座的表面设置有放置座,所述放置座供壳体进行放置,所述支架垂直固定于所述底座的上表面,所述冲压组件安装于所述支架上,所述冲压组件包括冲压气缸和冲压模,所述冲压气缸的活塞杆竖直朝向所述放置座,所述冲压模安装于所述冲压气缸的活塞杆的端部,所述冲压模的底部与数据线的端子抵接配合。
4、通过采用上述技术方案,加工时,将壳体放置于放置座上,壳体的线孔朝上,同时将数据线的端子插入线孔内,由于数据线的端子与线孔为过盈配合,人工操作时,端子的部分区域露出线孔外侧。此时,启动冲压气缸,冲压气缸的活塞杆向下运动,又由于冲压模安装于冲压气缸的活塞杆的端部,冲压模同时向下运动一段距离后,冲压模的底部抵住端子,冲压模继续运动,以对端子施加向下的力,使得端子能够插入到线孔内,以实现数据线与壳体之间的稳固安装。与相关技术相比,本技术中的该方式借助冲压气缸和冲压模的配合,更为省时省力,提高线头的加工效率。
5、优选的,所述支架包括立柱和放置台,所述立柱垂直固定于所述底座的上表面,所述放置台沿竖直方向活动套设于所述立柱上,所述冲压组件安装于所述放置台上,所述立柱与所述放置台之间设置有调节组件,所述调节组件包括承载板和调节螺杆,所述承载板呈水平设置,所述承载板与所述立柱固定,所述调节螺杆呈竖直设置,所述调节螺杆转动承载于所述承载板上,所述调节螺杆与所述放置台螺纹配合。
6、通过采用上述技术方案,当需要对冲压组件的高度进行调整时,转动调节螺杆,调节螺杆相对承载板转动,同时,由于调节螺杆与放置台螺纹配合,且放置台沿竖直方向活动套设于立柱上,因此,能够使得放置台沿竖直方向相对滑移,进而调节冲压组件的高度,以适配于加工不同尺寸的壳体。
7、优选的,所述冲压气缸的活塞杆的侧壁固定有导向杆,所述导向杆与所述冲压气缸的活塞杆相互平行,所述冲压气缸的活塞杆和所述导向杆均活动贯穿所述放置台的上下表面。
8、通过采用上述技术方案,冲压气缸的活塞杆运动时,导向杆限制了冲压气缸的活塞杆的运动轨迹,提高了冲压气缸的活塞杆运动时的稳定性。
9、优选的,所述冲压模与所述冲压气缸之间设置有连接组件,所述连接组件包括第一连接块和第二连接块,所述第一连接块垂直固定于所述冲压气缸的活塞杆的端部,所述第二连接块垂直固定所述冲压模的顶部,所述第一连接块和所述第二连接块之间螺纹连接。
10、通过采用上述技术方案,第一连接块和第二连接块之间螺纹连接,以实现冲压模与冲压气缸的活塞杆之间的可拆卸连接,以便于更换不同型号的冲压模,适配不同型号的线头。
11、优选的,所述冲压模的侧壁开设在有让位槽,所述让位槽的形状与数据线的形状相适配,所述冲压模冲压时,数据线容置于所述让位槽内。
12、通过采用上述技术方案,为节省壳体的体积,壳体上的数据线的排布通常较为密集,冲压时,通过设置让位槽,以对数据线起到避位作用,减少冲压模冲压端子时,对数据线冲压,而导致数据线损坏的情况发生。
13、优选的,所述放置座的上表面开设有与壳体形状相适配的放置槽,壳体与所述放置槽插接配合,所述放置座上还设置有伸缩杆,所述放置座的底部设置有容置槽,所述容置槽与所述放置槽连通,所述伸缩杆容置于所述容置槽内,所述伸缩杆的底端与所述底座的上表面固定,所述伸缩杆的活动端与壳体的下表面抵接配合,所述伸缩杆与冲压气缸之间设置有联动组件。
14、通过采用上述技术方案,在联动组件的作用下,冲压完成后,冲压气缸的活塞杆向上运动,进而带动伸缩杆的活动端向上运动,冲压模与线头脱离,同时,伸缩杆将线头顶出放置槽,以便于操作人员拿取。
15、优选的,所述联动组件包括弹簧和连接杆,所述冲压气缸的活塞杆的侧壁固定有安装板,所述安装板呈水平设置,所述弹簧呈竖直设置,所述弹簧的一端垂直固定于所述安装板的下表面,所述连接杆呈水平设置,所述连接杆的一端活动贯穿所述放置座,所述弹簧的另一端与所述连接杆垂直固定,所述放置座的侧壁开设有供所述连接杆滑移的让位口。
16、通过采用上述技术方案,冲压气缸的活塞杆向下运动时,带动弹簧向下运动,又由于弹簧的底端与连接杆固定,进而带动伸缩杆的活动端运动,伸缩杆收缩,以对放置槽进行让位,伸缩杆的活动端运动一段距离后,伸缩杆收缩到极限位置,冲压气缸的活塞杆带动冲压模继续向下运动,弹簧被压缩,以使得冲压模能够正常对端子进行冲压。冲压完成后,冲压气缸的活塞杆收缩,进而带动弹簧向上运动,使得伸缩杆的活动端能够复位。
17、优选的,所述联动组件还包括滑移杆,所述滑移杆的一端活动贯穿所述安装板,所述弹簧套设于所述滑移杆上,所述滑移杆的另一端与所述连接杆垂直固定。
18、通过采用上述技术方案,弹簧套设于滑移杆上,滑移杆起到导向作用,以限制弹簧在水平方向上的摆动,提高了弹簧运动的稳定性。
19、优选的,还包括控制组件,所述控制组件包括电磁阀和两个继电器开关,所述电磁阀、两个所述继电器开关以及所述冲压气缸的开关电连接。
20、通过采用上述技术方案,操作时,操作人员需要同时按下两个继电器开关,才可使得电磁阀启动,控制冲压气缸工作,以减少操作人员单手操作时,另一只手置于冲压处,使得冲压模压到手部,造成伤害的情况发生,提高了该装置的使用安全性。
21、优选的,所述支架的一侧设置有计数器,所述计数器与所述电磁阀电连接。
22、通过采用上述技术方案,计数器能够记载冲压气缸工作的次数,进而为核实线头的加工数量提供对比数据。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1. 启动冲压气缸,冲压气缸的活塞杆向下运动,又由于冲压模安装于冲压气缸的活塞杆的端部,冲压模同时向下运动一段距离后,冲压模的底部抵住端子,冲压模继续运动,以对端子施加向下的力,使得端子能够插入到线孔内,以实现数据线与壳体之间的稳固安装,更为省时省力,提高线头的加工效率;
25、2. 当需要对冲压组件的高度进行调整时,转动调节螺杆,调节螺杆相对承载板转动,同时,由于调节螺杆与放置台螺纹配合,且放置台沿竖直方向活动套设于立柱上,因此,能够使得放置台沿竖直方向相对滑移,进而调节冲压组件的高度,以适配于加工不同尺寸的壳体;
26、3. 操作时,操作人员需要同时按下两个继电器开关,才可使得电磁阀启动,控制冲压气缸工作,以减少操作人员单手操作时,另一只手置于冲压处,使得冲压模压到手部,造成伤害的情况发生,提高了该装置的使用安全性。
- 还没有人留言评论。精彩留言会获得点赞!