载具、组装设备及组装方法与流程
本发明涉及载具,尤其涉及一种载具、组装设备及组装方法。
背景技术:
1、插座包括安装架和盖设在安装架上的面板等部件,在生产插座时,需要对插座的安装架进行固定,然后进行其他部件的组装。市场上共有多种不同类型的插座,不同类型的插座的安装架的形状和尺寸不同。
2、目前,生产不同类型的插座时,需要人工更换专用的载具和其他装置,实现设备的换型生产,存在以下缺陷:(1)需要根据插座类型研发专用的载具,研发成本较高;(2)调节过程中过渡依赖人工经验及调整手法,生产稳定性较差,生产效率低;(3)根据不同类型插座的差异,可能会造成部分设备空置。
3、因此,亟需提出一种载具、组装设备及组装方法,以解决上述问题。
技术实现思路
1、根据本发明的一个方面,本发明提供一种载具,可兼容不同类型的插座,从而有助于提高生产插座的稳定性及效率,而且还可以降低载具的研发成本,进而可以降低插座的生产成本。
2、为达上述目的,本发明采用以下技术方案:
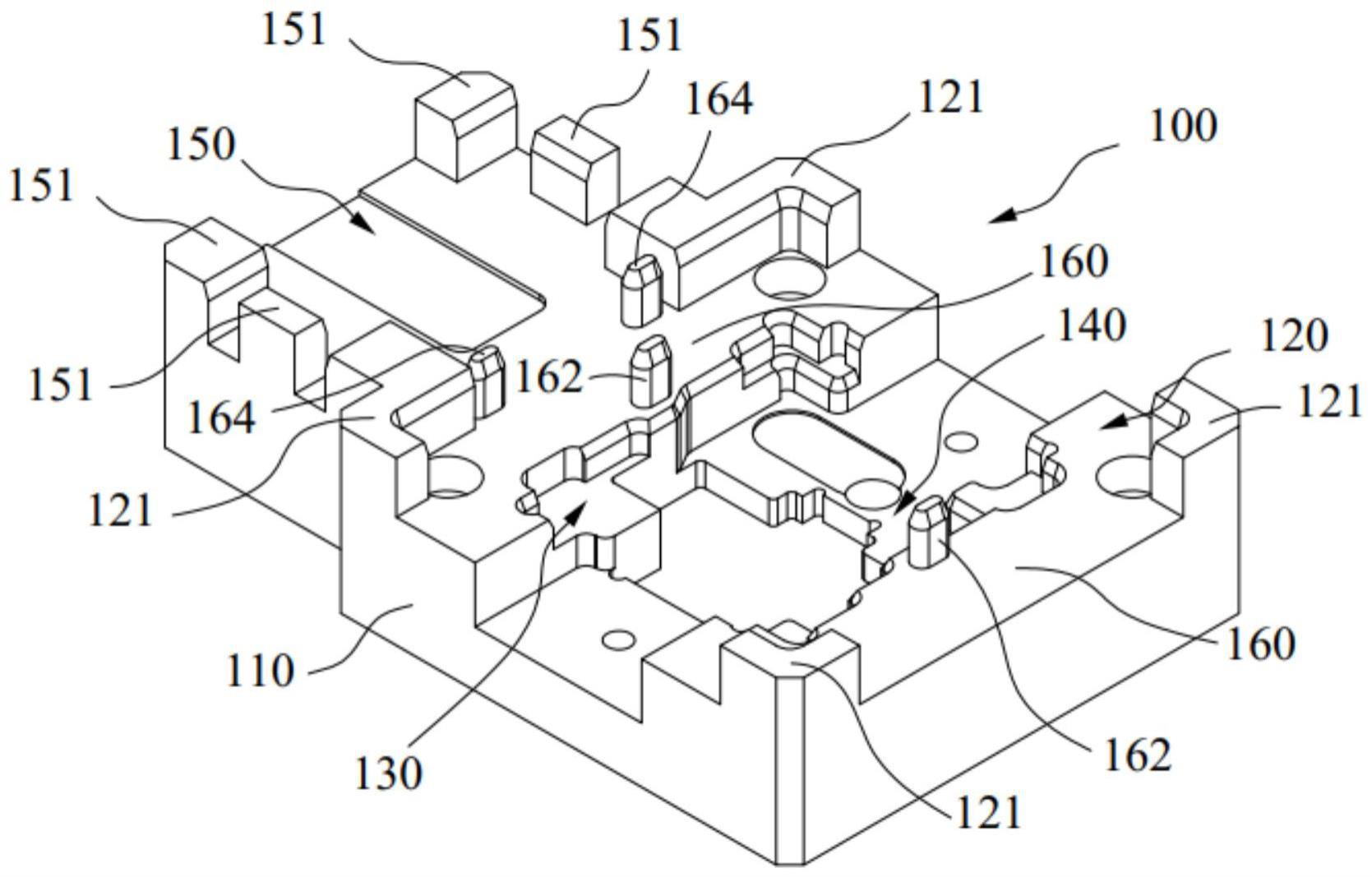
3、第一方面,本发明实施例提供一种载具,包括本体和开设在所述本体上的n层定位型腔,n为大于1的整数,n层所述定位型腔呈阶梯型层叠设置;
4、所述定位型腔由至少四个第一卡凸围设形成,所述第一卡凸包括第一抵靠面和第二抵靠面,所述第一抵靠面和所述第二抵靠面分别与插座安装架的相邻两个侧壁抵接,不同的定位型腔用于固定不同类的插座安装架。
5、可选地,至少四个所述第一卡凸设置在所述插座安装架的四角,所述第一卡凸为l型或类l型。
6、可选地,所述载具至少包括由上到下设置的第一定位型腔、第二定位型腔和第三定位型腔;
7、所述第一定位型腔用于固定第一类安装架,所述第二定位型腔用于固定第二类安装架,所述第三定位型腔用于固定第三类安装架;
8、其中,属于同一类的插座安装架的插座安装架的长相同且宽相同;所述第一类插座安装架、所述第二类插座安装架及所述第三类插座安装架的长不同,和/或,所述第一类插座安装架、所述第二类插座安装架及所述第三类插座安装架的宽不同。
9、可选地,所述第一定位型腔的长为85.22mm-85.25mm,所述第一定位型腔的宽为85.22mm-85.25mm;
10、所述第二定位型腔的长为59.72mm-59.75mm,所述第二定位型腔的宽为59.42mm-59.45mm;
11、所述第三定位型腔的长为48.88mm-48.92mm,所述第三定位型腔的宽为48.18mm-48.22mm。
12、可选地,还包括:
13、压板定位腔,设置在所述本体上,并位于所述定位型腔的一侧,所述压板定位腔用于固定压板,所述压板属于插座安装架对应的插座。
14、可选地,所述压板定位腔由设置在所述本体上的第二卡凸和与所述第二卡凸相邻的所述第一卡凸围设形成。
15、可选地,相邻两层所述定位型腔之间设有台阶面,至少一个所述台阶面上设有第一安装孔,所述第一安装孔用于插接第一定位销,所述第一定位销用于与所述插座安装架插接;和/或,
16、至少一个所述台阶面上还设有第二安装孔,所述第二安装孔用于插接所述第二定位销,所述第二定位销用于与所述插座安装架插接或与所述插座安装架的外缘抵接。
17、可选地,所述第一安装孔设置在所述第一定位型腔与所述第二定位型腔之间的台阶面上,86型正三孔插座的安装架、86型正五孔插座的安装架和86型斜五孔插座的安装架上均设有定位孔,所述定位孔插接于所述第一安装孔内的第一定位销。
18、可选地,所述第二安装孔设置在所述第一定位型腔与所述第二定位型腔之间的台阶面上,所述第二定位销抵接于86型明装三孔插座的安装架的外缘86型明装五孔插座的安装架的外缘。
19、根据本发明的另一个方面,本发明提供一种组装设备,能够对不同类型的插座进行自动化组装,在切换组装不同类型的插座时,无需更换载具,生产效率和生产稳定性较高。
20、为达上述目的,本发明采用以下技术方案:
21、第二方面,本发明实施例提供一种组装设备,包括旋转上料组件和上述第一方面或第一方面中任意一种载具;
22、所述旋转上料组件包括能够自转的转盘,所述载具沿所述转盘的周向设置,所述转盘能够将无料的所述载具输送至上料位。
23、可选地,还包括:
24、第一输送线,用于输送插座安装架;
25、第一移栽搬运模块,用于将所述第一输送线上的所述插座安装架搬运至所述上料位处的所述载具内。
26、可选地,所述第一移栽搬运模块包括:
27、x向位移组件;
28、第一z向位移组件,设置在所述x向位移组件上,所述x向位移组件用于驱动所述第一z向位移组件沿x轴方向运动;
29、旋转组件,设置在所述第一z向位移组件上,所述第一z向位移组件用于驱动所述旋转组件沿z轴方向运动;
30、第一夹爪,设置在所述旋转组件上,所述旋转组件用于驱动所述第一夹爪旋转,所述第一夹爪用于抓取所述插座安装架。
31、可选地,还包括:
32、第二输送线,用于输送压板;
33、第二移栽搬运模块,用于将所述第二输送线上的所述压板搬运至所述上料位处的所述载具内。
34、可选地,所述第二移栽搬运模块包括:
35、y向位移组件;
36、第二z向位移组件,设置在所述y向位移组件上,所述y向位移组件用于驱动所述第二z向位移组件沿y轴方向运动;
37、第二夹爪,设置在所述第二z向位移组件上,所述第二z向位移组件用于驱动所述第二夹爪沿z轴方向运动,所述第二夹爪用于抓取所述压板。
38、可选地,所述旋转上料组件包括分割器。
39、根据本发明的又一个方面,本发明提供一种组装方法,根据该组装方法能够完成插座的自动化组装。
40、为达上述目的,本发明采用以下技术方案:
41、第三方面,本发明实施例提供一种组装方法,所述组装方法可以应用于上述第二方面或第二方面任意一种可能的组装设备,所述方法包括:
42、确定待组装的插座安装架的类,所述插座安装架的类包括第一类插座安装架、第二类插座安装架和第三类插座安装架;
43、控制旋转上料组件将载具转动至第一上料位;
44、控制将所述待组装的插座安装架组装在所述载具的对应的定位型腔内,一类所述插座安装架对应一层所述定位型腔。
45、可选地,所述组装设备还包括第一移栽搬运模块,所述第一移栽搬运模块包括x向位移组件、第一z向位移组件、旋转组件和第一夹爪;
46、所述控制将所述待组装的插座安装架组装在所述载具的对应的定位型腔内,包括:
47、控制所述第一z向位移组件驱动第一夹爪沿z轴方向运动至待组装的所述插座安装架的上方;
48、控制所述第一夹爪抓取待组装的所述插座安装架;
49、控制所述第一z向位移组件驱动所述第一夹爪回到初始位置;
50、控制所述x向位移组件将所述第一夹爪输送至所述第一上料位的正上方,并控制所述旋转组件驱动所述第一夹爪转动预设角度;
51、控制所述第一z向位移组件驱动所述第一夹爪沿z轴方向运动第一预设距离,将所述插座安装架安装于所述载具的对应的定位型腔内,不同类的所述插座安装架的第一预设距离不同。
52、可选地,所述方法还包括:
53、确定待组装的所述插座安装架包括压板;
54、控制所述旋转上料组件将所述载具转动至第二上料位;
55、控制将压板组装在所述载具的压板定位腔内。
56、可选地,所述第二移栽搬运模块安装所述压板的步骤包括:
57、控制第二z向位移组件驱动第二夹爪沿z轴方向运动至压板的正上方,控制所述第二夹爪抓取所述压板;抓取完成后,控制所述第二z向位移组件驱动所述第二夹爪回到初始位置;
58、控制y向位移组件动作,将所述第二夹爪输送至所述第二上料位的正上方;
59、控制所述第二z向位移组件驱动所述第二夹爪沿z轴方向运动第二预设距离,将所述压板安装于所述压板定位腔内。
60、本发明的有益效果为:
61、本发明提供一种载具,包括本体和开设在本体上的n层定位型腔,每一层定位型腔能够固定一种类型的插座安装架,因此,n层定位型腔能够固定多种类型的插座安装架,与现有技术中每种型号的插座对应一个专用的载具相比,能够兼容不同类型的插座,降低了载具的研发成本,进而降低了插座的生产成本。
62、通过将n层定位型腔呈阶梯型层叠设置,提高了载具的结构紧凑性,并且,定位型腔由至少四个第一卡凸围设形成,结构简单,加工成本较低。
63、本发明还提供一种组装设备,包括旋转上料组件和至少一个上述载具。该组装设备能够实现多种型号的插座的组装,无需人工更换载具,生产稳定性较高,生产效率较高。
64、本发明还提供一种组装方法,可以应用于上述的组装设备,根据该组装方法能够完成插座的自动化组装。
- 还没有人留言评论。精彩留言会获得点赞!