一种高频低阻漆包扁线的制作方法
本发明属于漆包扁线,具体涉及一种高频低阻漆包扁线。
背景技术:
1、新能源汽车驱动电机为了提高电机效率,使用漆包扁线来代替圆线以提高槽内铜导体的空间占比,以降低电阻。然而,无论汽车电控系统使用igbt还是sic半导体开关,开关频率都高达10khz到20khz。漆包扁线的导体尺寸大,在高频下的趋肤效应更明显,交流电阻与直流电阻的比值rac/rdc约为4-6,也就是高频下,有效导电面积仅为实际导体面积的1/4-1/6。根据趋肤效应深度计算公式,在20khz条件下的圆线的趋肤效应深度为0.538mm。因此组合扁线的单层铜扁线厚度需要根据服频率设计,考虑到铜扁线的实际加工能力,单层铜扁线的厚度一般在0.1-1.5mm范围内。高频下电阻增大带来电热效益的急剧增加,铜损显著提高,因此新能源汽车在高速下的行驶里程只有中低速状态下的70-80%。因此,迫切需要一种能够降低漆包扁线高频电阻的方法。
技术实现思路
1、针对现有技术中的问题,本发明提供一种高频低阻漆包扁线,解决了现有漆包扁线的缺陷,利用薄扁线组合形成堆砌,形成多层通道传送,并利用外表面的绝缘层形成双重绝缘防护,同时,在堆砌压制过程中将薄扁线紧密化,将弯角部位用绝缘材料完成填充,使漆包过程顺利进行,减少气泡粒子的产生。
2、为实现以上技术目的,本发明的技术方案是:
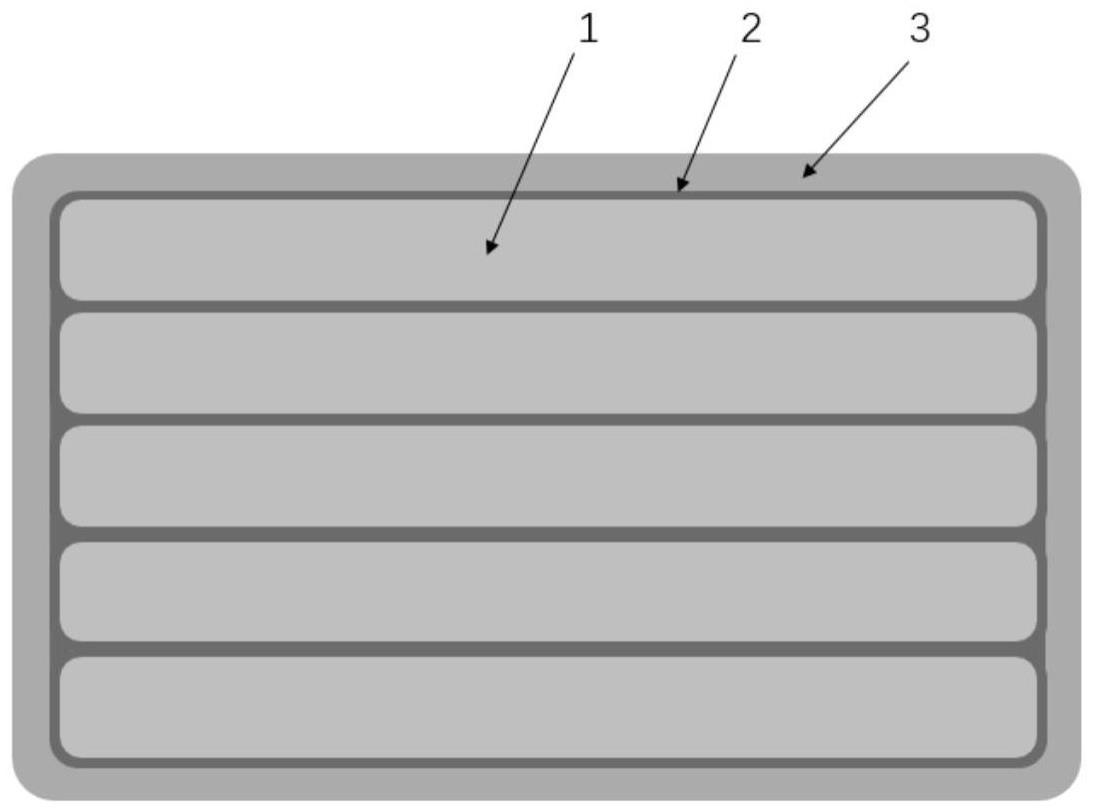
3、一种高频低阻漆包扁线,由多层薄扁线堆砌而成形成线胚,并在线胚外表面包裹绝缘层。
4、所述薄扁线由铜导体和包裹住在铜导体外层的薄漆膜,所述薄漆膜由聚氨酯漆包层或其他具有热塑性的绝缘材料构成。
5、所述薄扁线的单层厚度为0.10-1.5mm。
6、所述高频低阻漆包扁线的制备方法,包括:
7、步骤1,将铜导体精轧挤压成型,得到裸铜扁线,所述挤压成型的步骤包括:a1,将铜导体进行精轧轧制到尺寸,并压制成型;a2,将压制成型的铜导体经过模具拉拔,一次成型得到边缘圆角小于0.3mm的裸铜扁线;该步骤将铜导体进行精轧轧制到预定的尺寸,同时在精轧过程中对铜导体进行初步拉伸,达到铜导体初步定型的效果,同时能够提高进入模具的铜导体的尺寸精度,配合模具的抗拉力实现导体尺寸的精准控制,将导体尺寸的波动控制在0.002mm内,实现在导体的尺寸高精度;a3,为了保证具有良好的高频低阻效果,将单层厚度控制在0.1-1.5mm。所述铜导体在成型后进行清洗处理和退火处理,且所述清洗处理和退火处理的步骤包括:b1,将精轧或拉拔成型的铜扁线经过在线超声清洗装置,去除铜扁线表面残留的精轧或拉拔润滑油、铜粉、杂质颗粒;b2,将清洗后的铜扁线通过在线高温退火炉,消除铜扁线变形加工导致的冷加工硬化,提高铜扁线的柔软度。
8、步骤2,将裸铜扁线进行漆包处理,得到漆包薄扁线,所述薄扁线的漆包层由聚氨酯漆包层或其他具有热塑性的绝缘材料构成,且所述漆包层的厚度为0.001-0.020mm。所述聚氨酯漆包层或其他具有热塑性的绝缘材料,可以在加热到适当温度后具有二次变形的能力,以实现堆叠后轧制变形时挤压薄漆膜将弯角部位填充,减小铜扁线在弯角部位的间隙,避免后续漆包过程中由于间隙导致漆膜厚度不均匀,出现漆瘤等质量缺陷。
9、步骤3,将涂覆薄绝缘层的铜扁线堆叠,并压制形成预制多层组合扁线,所述层层堆砌的数量为2-50层,压制的压力为0.1-20mpa,温度为100-300℃,薄漆膜的加热方式可以为热辐射加热、红外加热、热对流加热等各类非接触或半接触的加热方式,该步骤将薄扁线层层堆叠在模具中,并形成压制的方式将薄扁线形成压缩;通过热压制,将薄漆膜适度变形,挤出漆膜使薄扁线层间的圆角间隙填满;
10、步骤4,将预制多层组合扁线表面涂覆绝缘外层,烘烤固化得到多层组合扁线,即为高频低阻漆包扁线。所述组合扁线表面涂覆的绝缘层,其绝缘材料可以选用聚酯亚胺、聚酰胺酰亚胺、聚酰亚胺,以及上述材料的改性品种,附加耐电晕、耐油水、低介电常数等特性,漆膜厚度可以根据应用场景,单层漆膜厚度可以为0.060-0.500mm。
11、从以上描述可以看出,本发明具备以下优点:
12、1.本发明解决了现有漆包扁线高频电阻高的问题,能够将20khz电阻与直流电阻的比值rac/rdc从4~6降低至1~2,使20khz正弦电压下的导电率提高了1~5倍,显著降低了电机在高频条件下的铜损、发热。
13、2.本发明在单层漆包铜扁线涂覆的漆膜较薄,可以通过锡焊、激光灼烧的方式清除薄漆层,从而实现组合扁线的端部焊接,能够通过汽车扁线驱动电机的现有工艺实现焊接。
14、3.本发明设计漆包多层组合扁线可以从电机结构上减少驱动电机槽内漆包扁线的总层数,进一步提高槽内导体填充率。
15、4.本发明利用了聚氨酯的热塑性特点,通过压制的方式将圆角位置的间隙用漆膜填充,使组合扁线可以实现漆包工艺,有效避免了绝缘外层与组合扁线之间产生气泡,影响产品的机械性能以及漆膜厚度均匀性。
16、5.本发明的绝缘外层采用漆包工艺,可以涂覆耐高温、低介电常数的绝缘材料,产品耐热等级最高可以达到240级;并且由于漆包工艺稳定性优于挤覆工艺,单侧漆膜厚度偏差可以稳定控制在±0.010mm,在保证电绝缘强度的前提下绝缘外层的厚度可以更薄。
技术特征:
1.一种高频低阻漆包扁线,其特征在于:由多层薄扁线堆砌而成形成线胚,并在线胚外表面包裹绝缘层;所述薄扁线由铜导体和包裹住在铜导体外层的薄漆膜,所述薄漆膜采用聚氨酯漆包层或其他具有热塑性的绝缘材料。
2.根据权利要求1所述的高频低阻漆包扁线,其特征在于:所述薄扁线的单层厚度为0.1-1.5mm。
3.根据权利要求1所述的高频低阻漆包扁线,其特征在于:所述高频低阻漆包扁线的制备方法,包括:
4.根据权利要求3所述的高频低阻漆包扁线,其特征在于:所述步骤1中的挤压成型的步骤包括:a1,将铜导体进行精轧轧制到尺寸,并压制成型;a2,将压制成型的铜导体经过模具拉拔,一次成型得到边缘圆角小于0.3mm的裸铜扁线;a3,将裸铜扁线厚度控制在0.1-1.5mm。
5.根据权利要求4所述的高频低阻漆包扁线,其特征在于:所述铜导体在成型后进行清洗处理和退火处理,且所述清洗处理和退火处理的步骤包括:b1,将精轧或拉拔成型的铜扁线经过在线超声清洗装置,去除铜扁线表面残留的精轧或拉拔润滑油、铜粉、杂质颗粒;b2,将清洗后的铜扁线通过在线高温退火炉,消除铜扁线变形加工导致的冷加工硬化,提高铜扁线的柔软度。
6.根据权利要求3所述的高频低阻漆包扁线,其特征在于:所述步骤2中的薄扁线绝缘层采用聚氨酯漆包层或其他具有热塑性的绝缘材料,且所述漆包层的厚度为0.001-0.020mm。
7.根据权利要求3所述的高频低阻漆包扁线,其特征在于:所述步骤3中的所述层层堆砌的数量为2-50层,压制的压力为0.1-20mpa,线层间加热温度为100-300℃。
8.根据权利要求3所述的高频低阻漆包扁线,其特征在于:所述薄漆膜的加热方式可以为热辐射加热、红外加热、热对流加热等各类非接触或半接触的加热方式。
9.根据权利要求3所述的高频低阻漆包扁线,其特征在于:所述步骤4中的组合扁线表面涂覆的绝缘外层,其绝缘材料可以选用聚酯亚胺、聚酰胺酰亚胺、聚酰亚胺,以及上述材料的改性品种,单层漆膜厚度可以为0.060-0.500mm。
技术总结
本发明属于漆包扁线技术领域,具体涉及一种高频低阻漆包扁线,由多层薄扁线堆砌而成形成线胚,并在线胚外表面包裹绝缘层;所述薄扁线由铜导体和包裹住在铜导体外层的薄漆膜,所述薄漆膜由聚氨酯漆包层或其他具有热塑性的绝缘材料组成,并提供了该漆包扁线的制备方法。本发明解决了现有漆包扁线的缺陷,利用薄扁线组合形成堆砌,形成多层通道传送,并利用外表面的绝缘层形成双重绝缘防护,同时,在堆砌压制过程中将薄扁线紧密化,将弯角部位用绝缘材料完成填充,使漆包过程顺利进行,减少气泡粒子的产生。
技术研发人员:刘蔚,林熙云,张市明,沈翔龙
受保护的技术使用者:浙江先登绿能新材有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!