功率器件的装配方法及定位工装与流程
本发明涉及一种电子器件装配的,尤其是功率器件的装配方法以及用于装配功率器件的定位工装。
背景技术:
1、车载充电机中包括散热座、pcba电路板和mosfet、igbt等功率器件。功率器件是电能变换和控制电路方面大功率的电子器件,其在运行时热量高,功率器件的散热不仅影响其本身的性能稳定性,也影响周边其他电子器件及电路稳定性。
2、功率器件被固定在散热底座上,其封装部的一面与散热底座的散热面紧贴,引脚向上延伸与pcba电路板连接。并且功率器件在散热底座需悬空放置,与散热底座需留出安规距离。
3、申请公布号为cn115084061a、cn114867280a、cn108831864a的发明专利公布文本中均公开了功率器件被弹性压片压在散热底座的散热面上的技术方案。
4、授权公告号为cn210328388u的专利文献公开了一种功率器件与散热型材的安装结构,其中包括功率器件安装模组,功率器件安装模组包括绝缘支架和导热基片;散热型材包括第一导热面和第二导热面;导热基片包括第三导热面和第四导热面;绝缘支架上具有用于将绝缘支架固定到散热型材的固定扣和至少一个用于安装功率器件的安装位,且在绝缘支架固定到散热型材时,安装位处的功率器件的发热面贴于导热基片的第三导热面、导热基片的第四导热面贴于散热型材的第二导热面,散热型材的第一导热面贴于外部散热器。
5、若夹持功率器件的引脚进行放置,由于器件引脚较敏感,夹取力过大会损坏引脚,过小会容易导致安装时器件松动位移。功率器件在安装过程中更不能遭受外力压迫。并且由于工装需要夹取每个功率器件的引脚,需要设置大量压紧结构,工装设计复杂。因此行业最为常用的方案也是如上述专利中在功率器件底部增加定位零件的技术方案。
6、但是由于空间的限制,安装完弹片后定位零件无法取出,需要永久放置在内部。这样既增加了成本,也需对定位零件进行固定防止其晃动,还增加了整体的重量。
技术实现思路
1、本发明针对背景技术的原有功率器件安装存在的问题,提供一种功率器件的定位工装以及功率器件的装配方法,利用定位工装装载功率器件并限定功率器件与散热底座的相对位置,并在完成功率器件的卡接后将工装取出,不仅方便快捷,而且有利于轻量化,降低生产成本。
2、本发明解决上述技术问题的技术方案为:功率器件的装配方法,其装配对象:
3、包括功率器件、散热底座和压紧结构;
4、所述散热底座包括至少两个定位孔以及安装部;
5、所述安装部用于装配功率器件,其包括横向的底面和竖向的安装面;
6、所述定位孔用于定位装配功率器件所使用的定位工装;
7、所述定位孔上下延伸且沿所述安装面的长度延伸方向横向间隔设置;
8、其装配使用的定位工装:
9、包括定位座和由至少两个定位销组成的定位销组:
10、所述定位座包括基部和定位部;
11、所述基部设有至少两个横向排布且上下贯通的第一销孔;
12、所述定位销与所述第一销孔及定位孔匹配;
13、所述定位部连接于所述基部且向下延伸;
14、所述定位部的后侧设有若干横向排布的开口朝后的定位槽位;
15、所述定位部设有从前至后贯通至定位槽位内的避让口;
16、其装配过程至少包括如下步骤:
17、将所述定位座以所述基部在上的方向竖向设置;
18、将所述功率器件的封装部装入对应定位槽位内;
19、将定位座以定位槽位的开口朝向安装面的方向设置;
20、从上往下将装有功率器件的定位座装配至所述散热底座,所述功率器件进入安装部;
21、将所述定位销组的定位销穿经对应的第一销孔和定位孔以实现定位;
22、将所述压紧结构装配到定位座远离安装面的一侧,所述压紧结构穿过所述避让口将功率器件的封装部固定在所述安装面上;
23、所述功率器件的封装部的下端面与所述安装部的底面具有装配间隙;
24、将所述定位销从所述定位孔中拔出,以解除所述定位座的位置限制;
25、将所述定位座朝远离安装面的一侧移动以使所述功率器件脱离定位槽位;
26、将所述定位座向上移动以使所述定位座无干涉远离所述功率器件和所述散热底座。
27、本发明解决上述技术问题的优选的技术方案为:其装配过程包括如下步骤:
28、先将所述功率器件的封装部装入对应定位槽位内,后将装有功率器件的定位座以基部在上的方向竖向设置。
29、本发明解决上述技术问题的优选的技术方案为:其装配过程包括如下步骤:
30、先将所述定位销组的定位销竖向插设于散热底座对应的定位孔中;
31、后将装有功率器件的定位座以定位销插入第一销孔的方式装配至所述散热底座。
32、本发明解决上述技术问题的优选的技术方案为:其装配使用的定位工装:
33、所述定位座上设有若干与定位销匹配的第二销孔;
34、所述第二销孔位于第一销孔的正前侧;
35、其装配过程包括如下步骤:
36、在所述压紧弹片将功率器件的封装部紧压在所述安装面上后,先将定位销从下往上拔脱离定位孔;
37、然后将所述定位座朝远离安装面的一侧横向移动以使所述功率器件脱离定位槽位;
38、再将定位销穿经对应的第二销孔和定位孔以实现二次定位,在二次定位的状态下将所述定位座向上移动。
39、本发明解决上述技术问题的优选的技术方案为:其装配使用的定位工装:
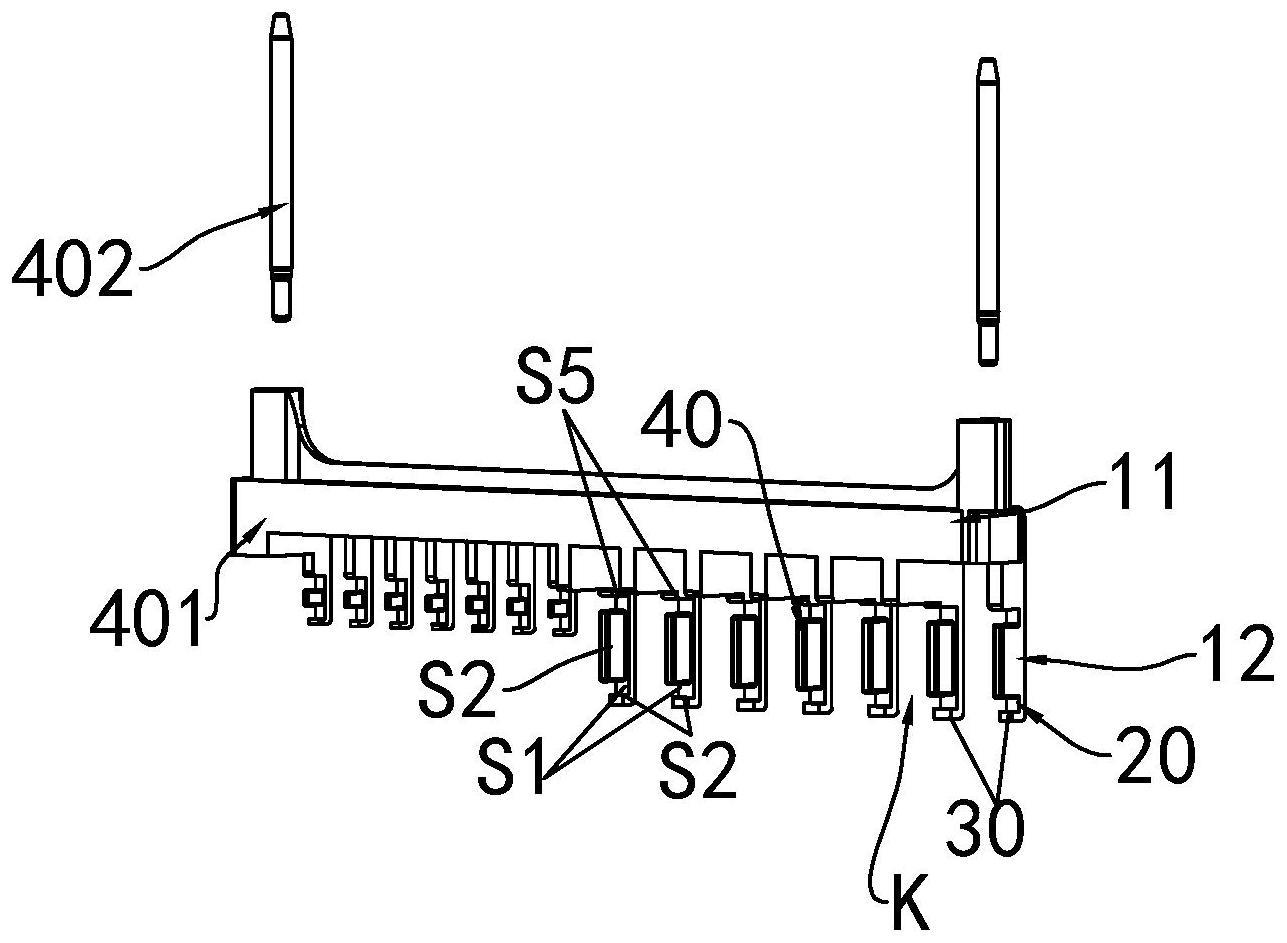
40、所述定位座的基部后侧的下方设有限位部;
41、所述限位部凸起于所述定位部的后侧且位于所述定位槽位的上方;
42、所述限位部超过封装部的部位的下表面形成下限位面;
43、其装配对象:
44、所述散热底座包括一凸起壁,所述安装位位于所述凸起壁的前侧;
45、所述安装面为所述凸起壁的前表面;
46、所述定位孔设置于所述凸起壁的上端面;
47、所述凸起壁的上端面设有与所述下限位面匹配的上限位面;
48、其装配过程包括如下步骤:
49、将装有功率器件的定位座装配至所述散热底座,所述下限位面抵触所述上限位面以使所述定位座被上下限位。
50、本发明解决上述技术问题的技术方案为:功率器件的定位工装,包括定位座和由至少两个定位销组成的定位销组:
51、所述定位座包括基部和定位部;
52、所述基部设有至少两个横向排布且上下贯通的第一销孔;
53、所述定位销与所述第一销孔及散热底座的定位孔匹配用以实现所述定位座与所述散热底座之间的定位;
54、所述定位部连接于所述基部且向下延伸;
55、所述定位部的后侧设有若干横向排布的开口朝后的定位槽位;
56、所述定位部设有从前至后贯通至定位槽位的避让口。
57、本发明解决上述技术问题的优选的技术方案为:所述定位部至少包括后侧具有定位面的本体、下搁置壁和横向相互间隔的侧挡壁;
58、所述下搁置壁和侧挡壁向后凸起于所述定位面;
59、所述下搁置壁的上表面形成下支撑面,相邻侧挡壁的相对内表面形成侧支撑面;
60、所述定位面、下支撑面和两间隔相对的侧支撑面围合形成定位槽位。
61、本发明解决上述技术问题的优选的技术方案为:所述定位部包括若干相互间隔的定位分臂;
62、每一定位分臂包括分臂本体和向后凸起的下搁置分壁、上阻挡分壁和侧挡壁;
63、同一定位分臂上的下搁置分壁和上阻挡分壁宽度方向两端面超过侧挡壁的两侧面;
64、两相邻定位分臂的分臂本体的后表面共同形成定位面;
65、两相邻定位分臂的下搁置分壁共同形成下支撑面;
66、两相邻定位分臂的上阻挡分壁共同形成上阻挡面;
67、所述定位面、下支撑面、上阻挡面和两间隔相对的侧支撑面围合形成定位槽位;
68、两相邻定位分臂之间的间隔距离形成自定位部前侧到后侧贯通至定位槽位的避让口。
69、本发明解决上述技术问题的优选的技术方案为:所述定位部凸起于基部的前侧并向下延伸;
70、所述定位部的定位面远离所述基部的前表面;
71、所述定位面与所述基部的前表面之间形成上下贯通的镂空部;
72、所述镂空部用于供功率器件的引脚部向上延伸;
73、所述基部的前表面与所述下搁置壁的后端面之间形成供功率器件向下活动的间隙通道。
74、本发明解决上述技术问题的优选的技术方案为:所述定位座上设有若干与定位销匹配的上下贯通的第二销孔;
75、所述第二销孔位于第一销孔的正前侧。
76、与现有技术相比,本发明采取上述技术方案的优点为:利用定位座装载功率器件,限定功率器件与散热底座的相对位置。在压紧弹片将功率器件固定散热底座后,定位座又很容易脱离功率器件和散热底座而被取出。因此,第一定位工装可以反复利用降低了因不可回收的定位零件所造成的成本负担;第二定位工装最终被取出避免因外加定位零件及相应固定件所导致的重量负担。
77、另外通过简单的结构上的规避设计与定位工装拆卸的运动路径来实现功率器件的上下高度位置以及横向水平位置的定位,整个过程中没有对功率器件的引脚部外加作用力,因此尽可能地保护了脆弱的引脚部。
- 还没有人留言评论。精彩留言会获得点赞!