正极极片、电池和用电设备的制作方法
本技术涉及二次电池,且特别涉及一种正极极片、电池和用电设备。
背景技术:
1、现有的锂离子电池中,随着锂离子电池的循环充放电次数的增加,锂离子电池中的负极极片会出现膨胀现象,导致锂离子电池中的电极组件内部的膨胀力增加,造成锂离子电池的循环性能降低。
技术实现思路
1、针对现有技术的不足,本技术提供一种正极极片、电池和用电设备,以改善锂离子电池的负极极片的中部发生析锂的问题,提高锂离子电池的循环性能。
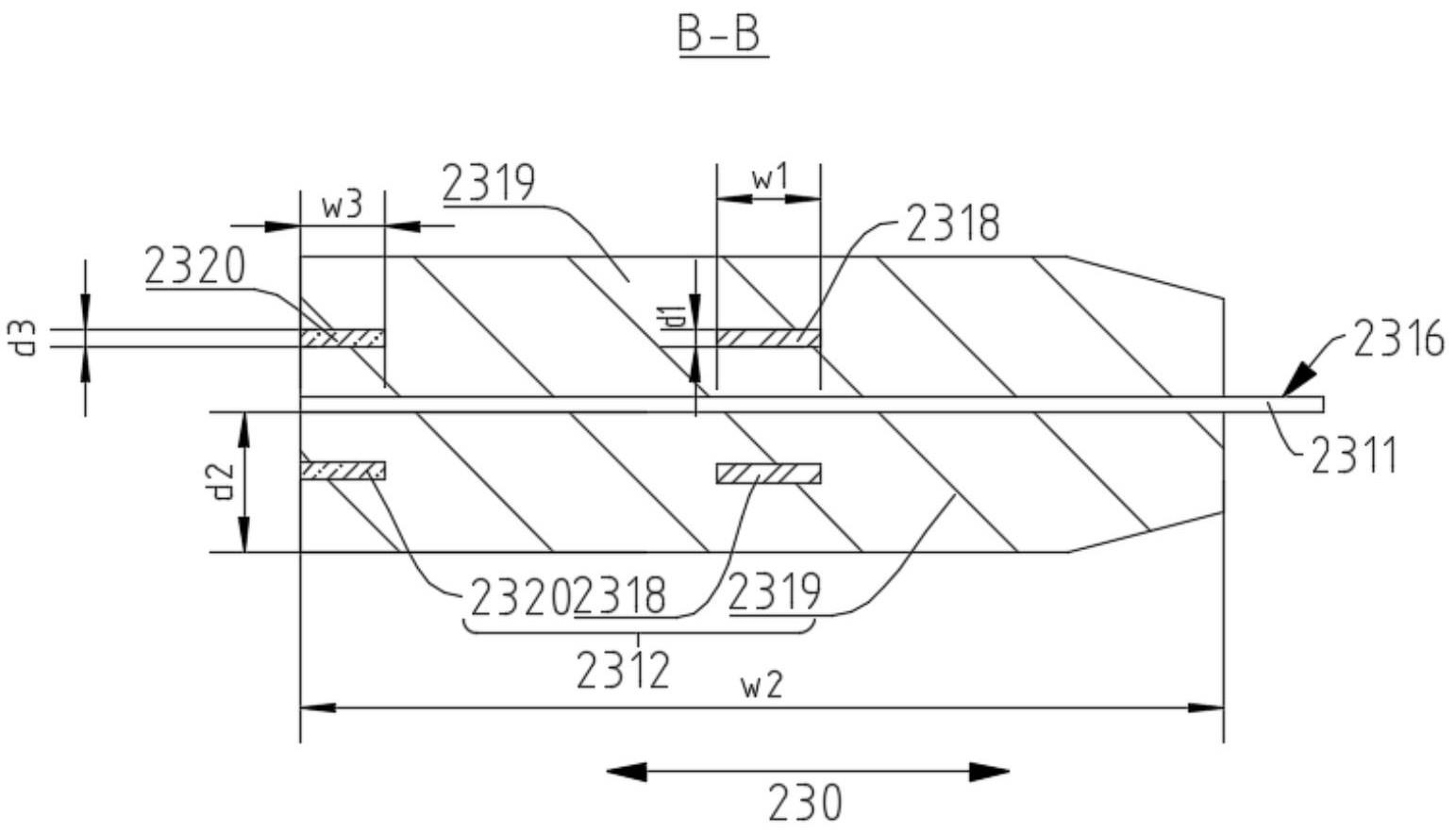
2、第一方面,本技术提供了一种正极极片,正极极片包括极片单元,极片单元包括正极集流体以及覆盖于正极集流体的厚度方向的至少一表面的正极活性层;正极集流体的表面具有涂覆区;沿极片单元的幅宽方向,涂覆区包括位于中部的第一区域,以及位于第一区域的外侧的两个第二区域;正极活性层位于涂覆区,正极活性层包括第一子层和第二子层,第一子层位于第一区域,第二子层位于正极活性层的除去第一子层的剩余部分;第一子层的正极活性材料的平均单位体积含量小于第二子层的正极活性材料的平均单位体积含量;第一子层的厚度小于正极活性层的厚度,且沿极片单元的幅宽方向,第一子层的宽度小于正极活性层的宽度。
3、锂离子电池循环一段时间以后,电极组件的中部的温度升高较为明显,则电极组件的中部的副反应会增多,从而使电极组件的中部的膨胀较为明显;电极组件的中部膨胀,导致电解液不能够充分浸润负极极片,从而会造成负极极片的中部发生析锂现象。本技术实施例提供的技术方案中,位于第一区域(对应电极组件的中部区域)的正极活性材料的含量小于位于第二区域(对应电极组件的外部区域)的正极活性材料的含量,可降低正极极片的中部区域脱出的锂离子的量,可在电极组件的内部的膨胀力较大的情况下,使得正极极片的中部区域脱出的锂离子基本可以全部嵌入负极极片的中部区域(即降低嵌入负极极片的中部区域的锂离子的量),进而改善负极极片的中部区域发生析锂的问题,有利于提高锂离子电池的循环性能;此外,由于嵌入负极极片的中部区域的锂离子的量减少,也使得负极极片的中部区域的负极活性材料不会完全参与反应,可降低负极极片的中部区域的反弹的绝对值,使得负极极片的中部区域的膨胀力可以在一定程度上减小,从而使整个电极组件的膨胀更加均匀;整个电极组件的膨胀更加均匀,也有利于进一步改善负极极片的中部区域发生析锂的问题,有利于提高锂离子电池的循环性能。相比于第一子层与正极活性材料层的厚度一致的情况,第一子层的厚度小于正极活性层的厚度,也有利于提高锂离子电池的容量。
4、在一些实施例中,第一子层位于第一区域并覆盖正极集流体的至少部分表面;第二子层覆盖第一子层和正极集流体的未被第一子层覆盖的表面。相比于第一子层位于第一区域并位于正极活性层的厚度方向的中部或顶部的情况,上述技术方案,可以使得正极极片的制备工艺较为简便,仅需要先在位于第一区域的正极集流体的表面上涂覆第一子层对应的浆料并固化浆料,再在第一子层和位于涂覆区的且未被第一子层覆盖的正极集流体的表面上涂覆第二子层对应的浆料并固化浆料即可。
5、在一些实施例中,第一子层的正极活性材料的平均单位体积含量与第二子层的正极活性材料的平均单位体积含量的比值为0~0.3。可以进一步改善负极极片的中部区域发生析锂的问题,进而提高锂离子电池的循环性能。
6、在一些实施例中,第一子层的厚度d1与正极活性层的厚度d2满足:0.02≤d1/d2≤0.15。不仅有利于进一步改善负极极片的中部区域发生析锂的问题,也有利于改善由于第一子层的厚度较高,而导致的不利于涂覆第二子层对应的浆料的情况,也有利于使得锂离子电池具有一定的容量。
7、在一些实施例中,第一子层的厚度d1与正极活性层的厚度d2满足:0.07≤d1/d2≤0.1。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能,也有利于使得锂离子电池具有一定的容量。
8、在一些实施例中,第一子层的厚度d1为1μm~25μm,正极活性层的厚度d2为50μm~170μm。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
9、在一些实施例中,第一子层的厚度d1为3μm~20μm。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
10、在一些实施例中,沿极片单元的幅宽方向,第一子层的宽度w1与正极活性层的宽度w2满足:0.04≤w1/w2≤0.2。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能,也有利于降低锂离子电池的阻抗和提高锂离子电池的容量。
11、在一些实施例中,第一子层的宽度w1与正极活性层的宽度w2满足:0.08≤w1/w2≤0.15。有利于进一步改善负极极片的与中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
12、在一些实施例中,第一子层的宽度w1为3mm~15mm,正极活性层的宽度w2为50mm~300mm。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
13、在一些实施例中,正极活性层的宽度w2为75mm~100mm。有利于进一步改善负极极片的中部区域发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
14、在一些实施例中,第一子层不含有正极活性材料。相比于第一子层内含有正极活性材料,上述技术方案,可实现第一子层在正极的反应电位下不参与脱锂反应,可进一步降低正极极片的中部区域脱出的锂离子的量,进而进一步改善负极极片的中部区域发生析锂的问题,有利于进一步提高锂离子电池的循环性能。
15、在一些实施例中,第一子层含有第一粘结剂、第一分散剂以及第一填料;且第一填料包括第一非导电颗粒或/和第一导电颗粒。
16、在一些实施例中,第一填料为第一非导电颗粒,第一子层呈条纹状或/和点阵状。上述技术方案,不仅有利于避免由于正极极片的阻抗较大而导致整个电池的阻抗较大的情况,也可改善负极极片的中部区域发生析锂的问题,实现平衡锂离子电池的内阻和改善负极极片的中部发生析锂问题的效果。
17、在一些实施例中,沿极片单元的幅宽方向,正极极片包括两个极片单元,每个极片单元的正极集流体的表面还具有空箔区,空箔区位于涂覆区的一侧;一个极片单元的远离空箔区的一侧与相邻的极片单元的远离空箔区的一侧连接,两个极片单元的正极集流体的连接区域为涂覆区的第三区域;位于第三区域的正极活性层内的正极活性材料的平均单位体积含量小于位于第二区域的正极活性层内的正极活性材料的平均单位体积含量。
18、在电极组件中,沿极片单元的宽幅方向,正负极片的空箔区位于两侧,正负极片的空箔区的正极集流体分别作为正负极的引流输出。此时正极极片的分切边(对应第三区域)与负极极片的削薄区正对,由于削薄区的负极活性材料总的含量比非削薄区(对应第一区域和第二区域)少,因此正极极片的锂离子穿过隔膜以后,不能够全部嵌入削薄区的嵌锂活性位点,会有一部分锂离子在负极活性层削薄区的表面堆积造成析锂。上述技术方案,位于正极极片的第三区域的活性材料量减小,可减少正极极片的边缘(对应第三区域)脱出的锂离子的量,减少穿过隔膜的锂离子的量,从而使穿过隔膜的锂离子基本可以全部嵌入负极活性层削薄区的嵌锂活性位点,以改善负极极片的削薄区发生析锂问题,有利于提高锂离子电池的循环性能。
19、在一些实施例中,正极活性层还包括第三子层,第三子层位于第三区域;第三子层的正极活性材料的平均单位体积含量小于第二子层的正极活性材料的平均单位体积含量;第三子层的厚度小于正极活性层的厚度,且沿极片单元的幅宽方向,第三子层的宽度小于正极活性层的宽度。上述技术方案,可实现电极组件的边缘(对应正极极片的第三区域)的正极活性材料的含量相对较小,进而改善负极极片的削薄区发生析锂的问题;此外,相比于第三子层与正极活性材料层的厚度一致的情况,第三子层的厚度小于正极活性层的厚度,也可有利于提高锂离子电池的容量。
20、在一些实施例中,第三子层位于第三区域并覆盖正极集流体的至少部分表面;第二子层覆盖第三子层、第一子层和正极集流体的未被第一子层和第三子层覆盖的表面。相比于第三子层位于第三区域并位于正极活性层的厚度方向的中部或顶部的情况,上述技术方案,可以使得正极极片的制备工艺较为简便,仅需要先分别在位于第一区域的正极集流体的表面涂覆第一子层对应的浆料和在位于第三区域的正极集流体的表面上涂覆第三子层对应的浆料并固化浆料,然后再在第三子层上、第一子层上和位于涂覆区的且未被第一子层和第三子层覆盖的正极集流体的表面上涂覆第二子层对应的浆料并固化浆料即可。
21、在一些实施例中,第三子层的正极活性材料的平均单位体积含量与第二子层的正极活性材料的平均单位体积含量的比值为0~0.3。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
22、在一些实施例中,第三子层的厚度d3与正极活性层的厚度d2满足:0.02≤d3/d2≤0.15。不仅有利于进一步改善负极极片的削薄区发生析锂的问题,也有利于改善由于第三子层的厚度较高,而导致的不利于涂覆第二子层对应的浆料的情况,也有利于使得锂离子电池具有一定的容量。
23、在一些实施例中,第三子层的厚度d3与正极活性层的厚度d2满足:0.07≤d3/d2≤0.1。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能,也有利于使得锂离子电池具有一定的容量。
24、在一些实施例中,第三子层的厚度d3为1μm~25μm,正极活性层的厚度d2为50μm~170μm。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
25、在一些实施例中,第三子层的厚度d3为3μm~20μm。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
26、在一些实施例中,沿极片单元的幅宽方向,第三子层的宽度w3与正极活性层的宽度w2满足:0.02≤w3/w2≤0.08。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能,也有利于降低锂离子电池的阻抗和提高锂离子电池的容量。
27、在一些实施例中,第三子层的宽度w3与正极活性层的宽度w2满足:0.03≤w3/w2≤0.08。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
28、在一些实施例中,第三子层的宽度w3为1.5mm~7.5mm,正极活性层的宽度w2为50mm~300mm。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
29、在一些实施例中,正极活性层的宽度w2为75mm~100mm。有利于进一步改善负极极片的削薄区发生析锂的问题,进而提高锂离子电池的循环性能。
30、在一些实施例中,第三子层内不含有正极活性材料。相比于第三子层内含有正极活性材料,上述技术方案,可实现第三子层在正极的反应电位下不参与脱锂反应,可进一步降低正极极片位于第三区域的正极活性层内脱出的锂离子的量,进一步改善负极极片的削薄区发生析锂的问题,进而有利于进一步提高锂离子电池的循环性能。
31、在一些实施例中,第三子层含有第二粘结剂、第二分散剂以及第二填料;且第二填料为第二非导电颗粒或/和第二导电颗粒。
32、第二方面,本技术提供了一种电池,电池包括第一方面任一项提供的正极极片。可改善锂离子电池中负极极片的中部发生析锂的问题,进而提高锂离子电池的循环性能。
33、第三方面,本技术提供了一种用电设备,其用电设备包括第二方面提供的电池。
34、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!