一种用于底部端子镀金元件的去金方法与流程
本发明主要涉及底部端子镀金元件去金方法,特别是涉及一种用于底部端子镀金元件的去金方法。
背景技术:
1、金由于其具有优越的化学稳定性,不易氧化、焊接性好,耐磨、导电性好、接触电阻小等优点,在电子行业被普遍应用。为了防止pcb板焊盘和元器件焊端出现氧化问题而影响焊接性能,业内大量使用采用镀金工艺的pcb和元器件焊端的产品。但在20世纪80年代,在某产品故障分析中,提出了“金脆”机理问题,后经过相关部门失效机理分析中心的科学检测,发现正是由于镀金引线没有除金,焊接后形成金锡合金,焊点产生金脆现象而造成产品故障。该现象引起了人们的重视,随后在航天系统内部提出镀金引线在焊接前要进行搪锡处理问题。近年来,关于去金问题在航天以及其他军工产品等需要高可靠焊接的产品上被越来越多的提出来。
2、航天以及其他军工产品上的镀金元器件一般尺寸小,导致批量洗金操作的效率不高,因此,亟需针对底部端子镀金元件提供一种简洁、快速、高效的去金方法。
技术实现思路
1、为了解决上述问题,本发明目的在于提供一种用于底部端子镀金元件的去金方法,该方法简洁、快速、高效,解决了常规采用吸锡绳去金的方法效率低,批量处理难以满足生产进度的问题。
2、为达到上述目的,本发明是通过以下技术方案实现的:
3、一种用于底部端子镀金元件的去金方法,包括如下步骤:
4、步骤一、制作器件摆放托盘:所述托盘包括依次设置的焊端露出卡片、器件定位框、和压板,所述器件定位框上设置定位槽,所述焊端露出卡片上设有与定位槽相对应的器件焊端漏孔,器件定位框和焊端露出卡片固定连接,压板与器件定位框可活动的连接;
5、步骤二、器件摆放:待去金工件的焊端对准器件焊端漏孔放置;
6、步骤三、涂覆焊料:在待去金工件的焊端表面涂覆适量焊料;
7、步骤四、熔化焊料:将整个托盘放置在红外加热台上,加热等待焊料充分熔化;
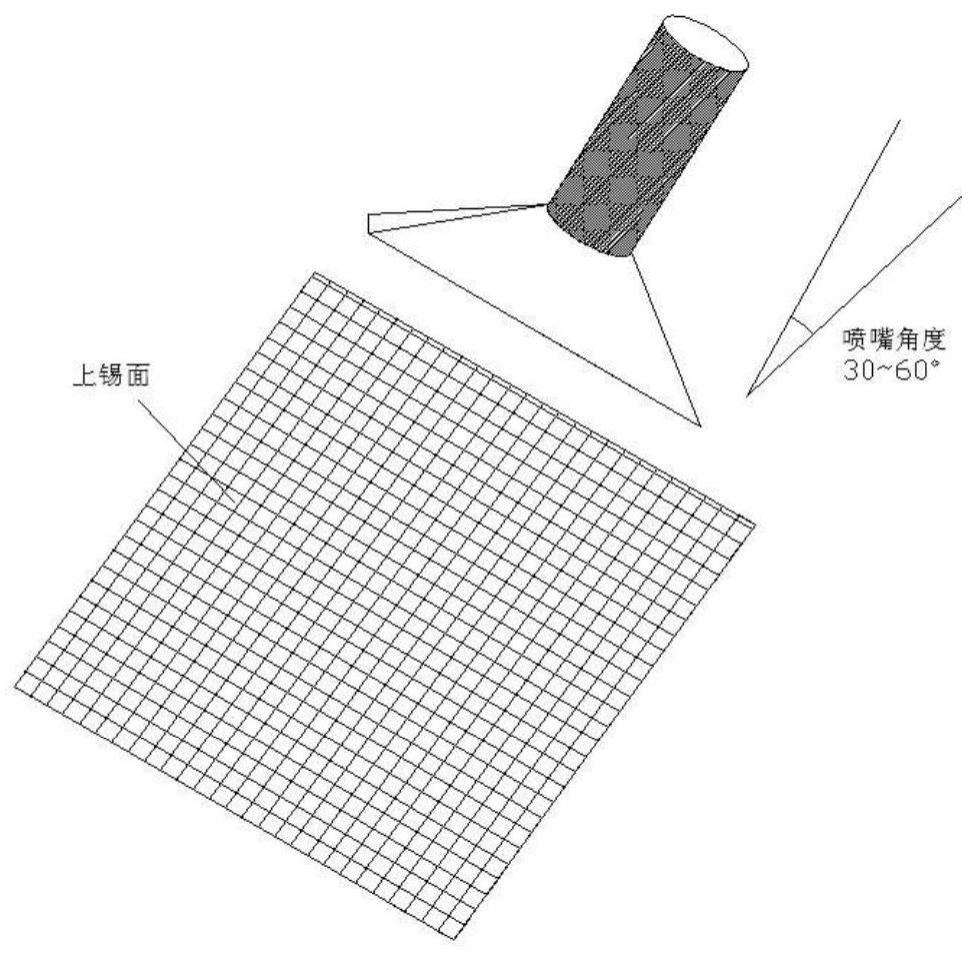
8、步骤五、风刀去金:将风枪对着待去金工件的焊端倾斜吹风。
9、采用上述技术特征,通过特制的器件摆放托盘,该器件摆放托盘结构简单,成本低,能够准确定位,露出待去金端子,方便风刀快速去金,工艺流程简单、易操作。
10、进一步的,还包括如下步骤:
11、步骤六、清洗焊端:采用手工擦洗或自动设备清洗的方式清除焊端表面助焊剂残留;
12、步骤七、检查焊端:检查焊端是否平整、无凸起,或凸起<0.1mm。
13、进一步的,所述定位槽的形状和大小与待去金工件的外形和大小相适配。
14、进一步的,所述器件焊端漏孔的形状与待去金工件的焊端的形状相适配。
15、进一步的,步骤四中,器件的表面峰值温度为210~230℃,升温速率为1~3℃/s。
16、进一步的,步骤五中,风枪采用扁平出风口,风速100~120mm/s,出风口的扁平风口与器件的焊端表面呈30~60°的夹角。
17、进一步的,所述焊料采用sn63pb37。
18、与现有的技术相比,本发明具有如下有益效果:
19、本发明提供一种用于底部端子镀金元件的去金方法,该去金方法能快速地完成底部端子镀金元件的去金,节省大量吸锡绳,并可以得到较好的去金效果,且工艺流程简单、易操作、不需增添新设备,因此更加可靠、快捷、易操作、低成本,适合大规模推广应用。
技术特征:
1.一种用于底部端子镀金元件的去金方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,还包括如下步骤:
3.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,所述定位槽(1-1)的形状和大小与待去金工件的外形和大小相适配。
4.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,所述器件焊端漏孔(2-1)的形状与待去金工件(4)的焊端的形状相适配。
5.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,步骤四中,器件的表面峰值温度为210~230℃,升温速率为1~3℃/s。
6.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,步骤五中,风枪采用扁平出风口,风速100~120mm/s,出风口的扁平风口与器件的焊端表面呈30~60°的夹角。
7.根据权利要求1所述的一种用于底部端子镀金元件的去金方法,其特征在于,所述焊料采用sn63pb37。
技术总结
本发明公开了一种用于底部端子镀金元件的去金方法,包括如下步骤:步骤一、制作器件摆放托盘:所述托盘包括依次设置的焊端露出卡片、器件定位框、和压板,所述器件定位框上设置定位槽,所述焊端露出卡片上设有与定位槽相对应的器件焊端漏孔,器件定位框和焊端露出卡片固定连接,压板与器件定位框可活动的连接;步骤二、器件摆放:待去金工件的焊端对准器件焊端漏孔放置;步骤三、涂覆焊料:在待去金工件的焊端表面涂覆适量焊料;步骤四、熔化焊料:将整个托盘放置在红外加热台上,加热等待焊料充分熔化;步骤五、风刀去金:将风枪对着待去金工件的焊端倾斜吹风。该去金方法能快速地完成底部端子镀金元件的去金,节省大量吸锡绳,并可以得到较好的去金效果,且工艺流程简单、易操作。
技术研发人员:余春雨,蒋庆磊,王旭艳,王燕清,李福勇,李赛鹏,张成浩,冯明祥,郭永钊
受保护的技术使用者:中国电子科技集团公司第十四研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!