一种预涂光伏焊带的制备方法、预涂光伏焊带及制备装置与流程
本发明涉及光伏新能源,特别是一种预涂光伏焊带的制备方法、预涂光伏焊带及制备装置。
背景技术:
1、光伏焊带是光伏组件焊接过程中的重要材料,又称为涂锡铜带,按功能分为汇流带和互连条,用于光伏组件电池片的连接。光伏焊带与电池组件的焊接质量好坏直接影响到光伏组件电能的收集效率,进而影响光伏组件的发电功率。
2、助焊剂是保证焊接过程顺利进行的辅助材料,其主要作用是清除焊带和被焊基板表面的氧化物,达到一定的清洁度;同时,降低熔融焊料的表面张力,提高焊接性能。
3、普通的光伏焊带在生产过程中,使用助焊剂的作用是保证镀锡工艺顺利进行。在光伏组件焊接过程中,需要再次涂抹助焊剂的作用,保证焊带与电池镀银层顺利焊接。在组件厂焊带焊接过程中,熔剂型助焊剂的挥发组分需要安装专门的环安装置收集,增加生产成本。另外助焊剂使用过程中容易发生结晶,需要停机清理,极大影响生产效率。
4、因此,生产一种预涂助焊剂的光伏焊带,把助焊剂的有效活性成分成膜附在焊带表面保存。在组件厂焊接时无需再涂抹助焊剂,减少废液废渣的产生和设备维护检修时间,具有经济优势。
5、查阅相关专利,cn210497720u一种光伏焊带生产装置,该专利仅是普通的光伏焊带生产装置,不涉及预涂助焊剂功能。cn114406524a提到一种水基助焊剂用于预涂光伏焊带,对预涂量的控制使用浓度调整,实际应用中很不方便,很难满足不同客户产品的生产要求。
技术实现思路
1、为了克服现有技术的上述缺点,本发明的目的是提供一种预涂光伏焊带的制备方法、预涂光伏焊带及制备装置,以有效解决上述问题。
2、本发明解决其技术问题所采用的技术方案是:
3、一种预涂光伏焊带的制备方法,其中,包括:
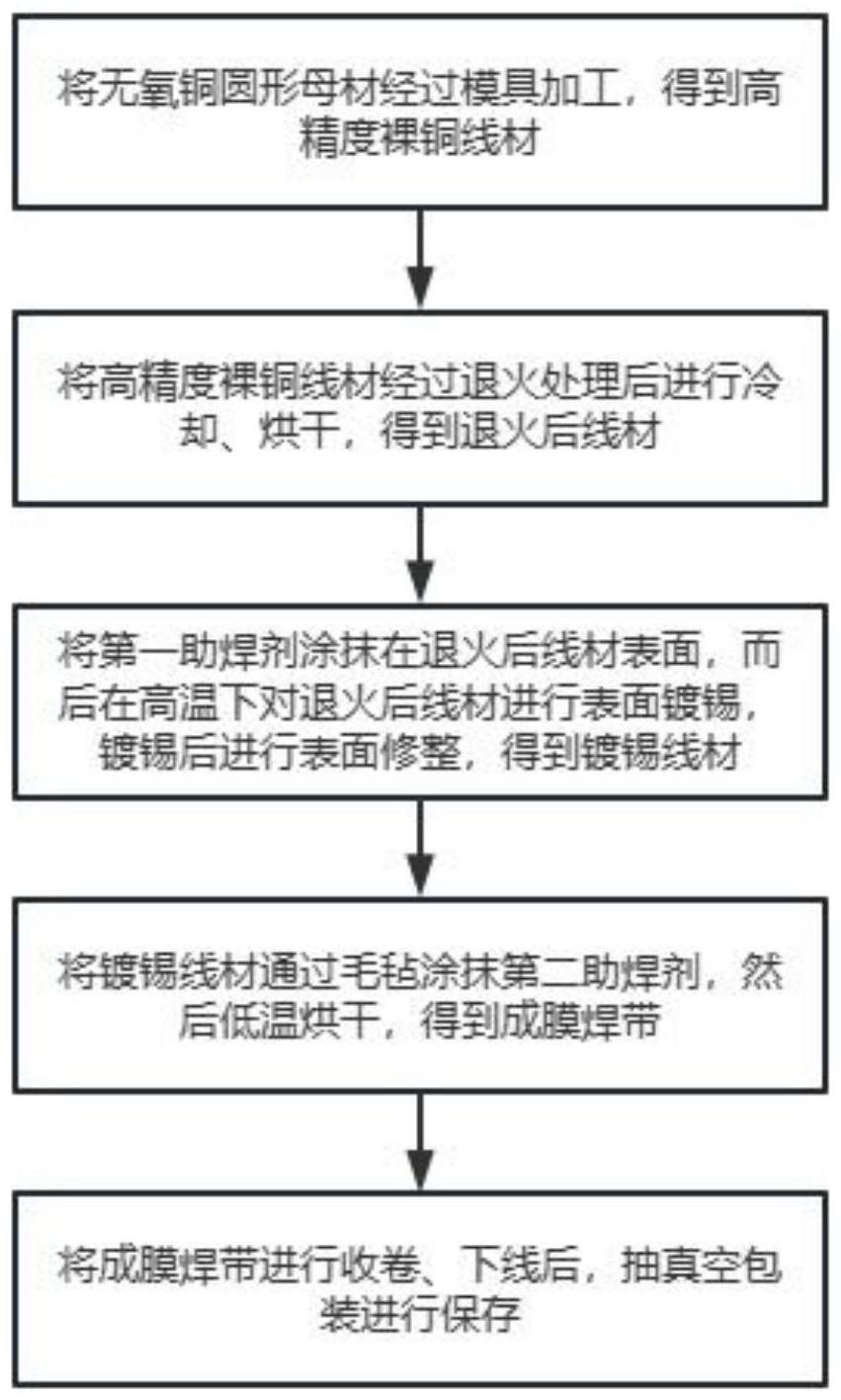
4、s1:将无氧铜圆形母材经过模具加工,得到高精度裸铜线材;
5、s2:将高精度裸铜线材经过退火处理后进行冷却、烘干,得到退火后线材;
6、s3:将第一助焊剂涂抹在退火后线材表面,而后在高温下对退火后线材进行表面镀锡,镀锡后进行表面修整,得到镀锡线材;
7、s4:将镀锡线材通过毛毡涂抹第二助焊剂,然后低温烘干,得到成膜焊带;
8、s5:将成膜焊带进行收卷、下线后,抽真空包装进行保存。
9、作为本发明的进一步改进:所述步骤s4中,将镀锡线材通过毛毡涂抹第二助焊剂时,通过计量泵的方式来对第二助焊剂进行精准加量。
10、作为本发明的进一步改进:所述第一助焊剂的浓度为5-8%;所述第二助焊剂的浓度为8-10%。
11、作为本发明的进一步改进:在步骤s3或步骤s4中,第一助焊剂和第二助焊剂采用浸泡或者滴落的方式替代涂抹。
12、作为本发明的进一步改进:在所述步骤s3中,所述高温的温度为205-215℃;在所述步骤s4中,所述低温烘干的温度为60-90℃;所述步骤s5中,保存在温度<40℃,湿度<70%rh的环境中。
13、作为本发明的进一步改进:在所述步骤s1中,所述模具加工的方法为:将无氧铜圆形母材通过放线装置,引入小拉丝机,经过一系列模具伸线后,再经过定径模完成加工。
14、作为本发明的进一步改进:在所述步骤s2中,所述退火处理的方法为:在惰性气体环境下,通过调整短路退火的电压来提高线材的屈服强度和抗拉强度。
15、作为本发明的进一步改进:所述步骤s2中,所述冷却的方法为先经过水冷,再经过风吹冷却。
16、一种预涂光伏焊带,其中,应用如上述中任意一项所述的一种预涂光伏焊带的制备方法,其中,所述预涂光伏焊带从内至外依次包括基材、镀锡层和预涂助焊剂层。
17、一种预涂光伏焊带的制备装置,其中,应用如上述中任意一项所述的一种预涂光伏焊带的制备方法,其中,所述制备装置包括:
18、放线装置:用于将无氧铜圆形母材进行放线;
19、拉丝装置:包括用于引入母材的第一导轮,用于拉伸母材的伸线模组和用于定型的定径模;
20、退火装置:包括用于进行短路退火的短路退火部分,用于进行冷却处理的冷却部分,以及用于将线材倒入热镀助焊剂装置的第二导轮;
21、热镀助焊剂涂抹装置:用于涂抹第一助焊剂;
22、热镀锡装置:包括用于镀锡的锡炉、用于整平镀锡层的风刀和用于将线材导入预涂助焊剂装置的第三导轮;
23、预涂助焊剂装置:包括用于涂抹第二助焊剂的预涂助焊剂部分和用于低温烘干的低温烘干部分;
24、收线装置:包括用于收线的线轴和导轮。
25、与现有技术相比,本发明的有益效果是:
26、1、本发明提供的制备方法使得光伏焊带在组件厂焊接时,无需涂抹助焊剂,减少voc废气产生量,有利于满足环安要求,也利于员工身体健康;
27、2、本发明提供的预涂光伏焊带,在组件厂焊接过程中,预涂助焊剂层受热活化,降低焊料的表面张力,熔融焊料在电池片镀层润湿展开,实现可靠焊接;
28、3、本发明提供的预涂光伏焊带,预涂助焊剂由定量涂抹装置控制,精准控制涂抹量,避免在组件厂焊接时,助焊剂不足导致虚焊,或者过多导致气泡问题;
29、4、本发明提供的预涂光伏焊带,包括基材、镀锡层和预涂助焊剂层组成,可由光伏焊带生产设备连续生产。
技术特征:
1.一种预涂光伏焊带的制备方法,其特征在于,包括:
2.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,所述步骤s4中,将镀锡线材通过毛毡涂抹第二助焊剂时,通过计量泵的方式来对第二助焊剂进行精准加量。
3.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,所述第一助焊剂的浓度为5-8%;所述第二助焊剂的浓度为8-10%。
4.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,在步骤s3或步骤s4中,第一助焊剂和第二助焊剂采用浸泡或者滴落的方式替代涂抹。
5.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,在所述步骤s3中,所述高温的温度为205-215℃;在所述步骤s4中,所述低温烘干的温度为60-90℃;所述步骤s5中,保存在温度<40℃,湿度<70%rh的环境中。
6.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,在所述步骤s1中,所述模具加工的方法为:将无氧铜圆形母材通过放线装置,引入小拉丝机,经过一系列模具伸线后,再经过定径模完成加工。
7.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,在所述步骤s2中,所述退火处理的方法为:在惰性气体环境下,通过调整短路退火的电压来提高线材的屈服强度和抗拉强度。
8.根据权利要求1所述的一种预涂光伏焊带的制备方法,其特征在于,所述步骤s2中,所述冷却的方法为先经过水冷,再经过风吹冷却。
9.一种预涂光伏焊带,其特征在于,应用如上述权利要求1至8中任意一项所述的一种预涂光伏焊带的制备方法,其中,所述预涂光伏焊带从内至外依次包括基材、镀锡层和预涂助焊剂层。
10.一种预涂光伏焊带的制备装置,其特征在于,应用如上述权利要求1-8中任意一项所述的一种预涂光伏焊带的制备方法,其中,所述制备装置包括:
技术总结
本发明提供一种预涂光伏焊带的制备方法、预涂光伏焊带及制备装置,其中,包括:S1:将无氧铜圆形母材经过模具加工,得到高精度裸铜线材;S2:将高精度裸铜线材经过退火处理后进行冷却、烘干,得到退火后线材;S3:将第一助焊剂涂抹在退火后线材表面,而后在高温下对退火后线材进行表面镀锡,镀锡后进行表面修整,得到镀锡线材;S4:将镀锡线材通过毛毡涂抹第二助焊剂,然后低温烘干,得到成膜焊带;S5:将成膜焊带进行收卷、下线后,抽真空包装进行保存。本发明提供的制备方法使得光伏焊带在组件厂焊接时,无需涂抹助焊剂,减少VOC废气产生量,通过精准控制涂抹量,避免在组件厂焊接时,助焊剂不足导致虚焊,或者过多导致气泡问题。
技术研发人员:姚荣文,赖武威,张泽彬,马红杰,张立彦,袁伟刚
受保护的技术使用者:珠海格力电工有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!