一种插针多工位自动加工设备的制作方法
本发明涉及插针自动加工,具体是涉及一种插针多工位自动加工设备。
背景技术:
1、随着电子电器行业的快速发展,人们对于电器连接头(电器插头)和各自连接器的需求也越来越多,电子插针广泛用于电器连接头、汽车连接器端子、电脑连接器端子等各种电子元器件,其具有优良的机械性能、电气性能和环境性能。现有如图8所示的一种插针01,是由圆铜线材通过裁剪工序和多道加工工序制造而成,由于需要在插针两端成型出凹孔02和圆头03,以及在插针侧壁上成型出环形状的凸台04,为此,这种插针需要在机床一中(具体可以采用车床或磨床)完成对圆头打磨的加工成型,然后再通过在机床二中完成钻凹孔的加工成型,最后还需要在机床三中完成冲凸台的加工成型,分别经过这三道加工工序制作才能获得成品的插针。由此可见,这种插针的生产过程需要用到两个车床和冲床分别完成相应工序,每道工序都是要各自操作完成,不仅多个设备占用空间大,生产过程较为繁琐,还需要多次的上料和取料,各工序之间衔接不协调且等待时间长,以至于会拖慢生产节奏,影响整体生产进度,生产效率低,增加生产成本。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中的插针生产过程需要用到多个车床和冲床才能完成,生产过程较为繁琐,各工序之间衔接不协调,以至于会拖慢生产节奏,生产效率低,增加生产成本的问题。
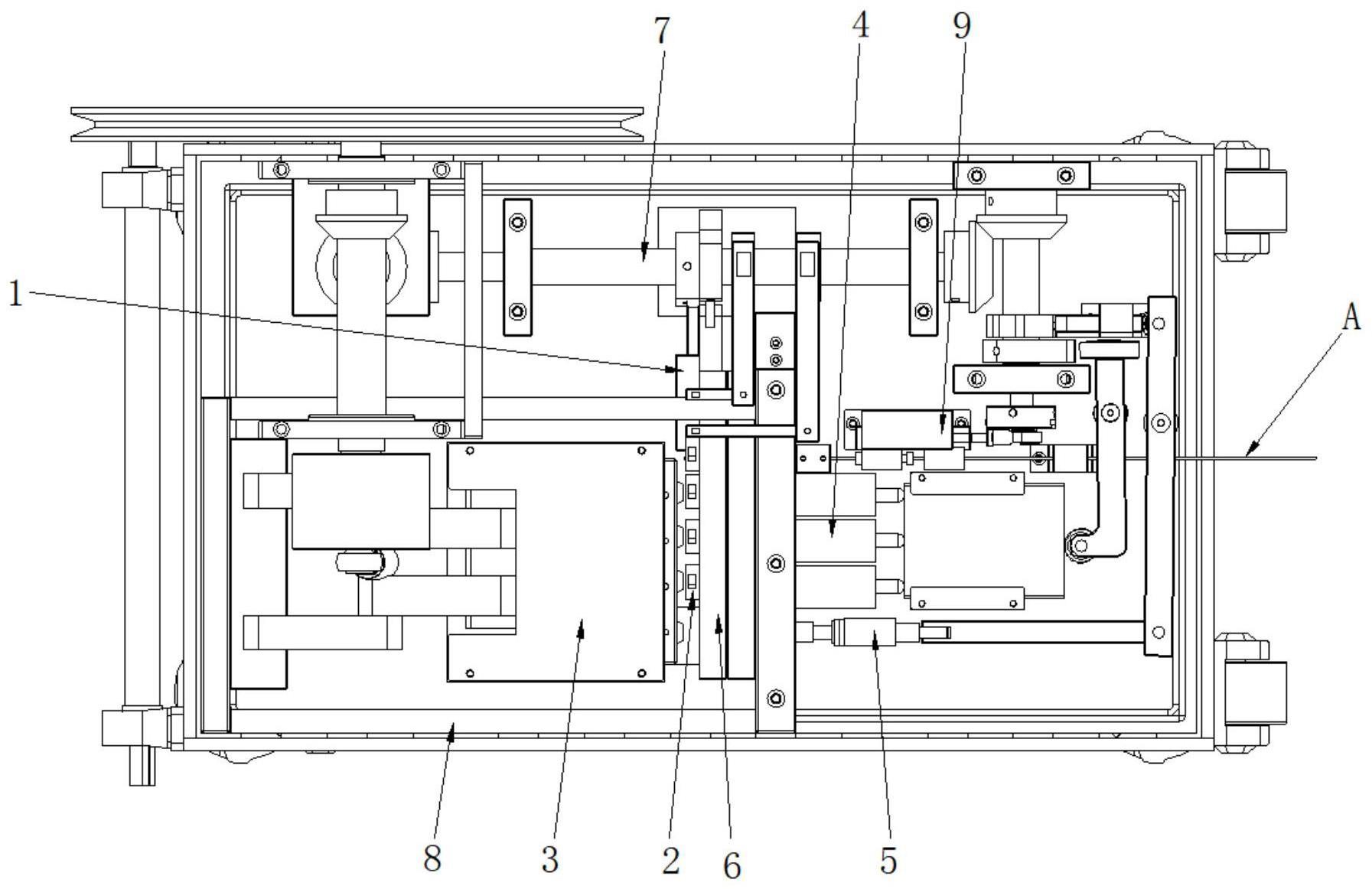
2、为解决上述问题,本发明提供一种插针多工位自动加工设备,包括设置在机架上的裁剪机构、取料机构和插针加工系统,所述裁剪机构用于将输送过来的铜线材剪切成待加工的插针铜件,所述取料机构可移动位于所述裁剪机构一侧的取料工位,所述插针加工系统包括与裁剪机构并排间隔设置的多个插针加工装置,和与多个插针加工装置相对设置的推料装置,所述推料装置与多个插针加工装置之间设有位于所述取料机构移动路径上的多个放料工位;所述取料机构在取料工位和多个放料工位之间做往复移动,用于从取料工位夹取插针铜件并依次渐进的送料传递到多个放料工位;多个所述推料装置向靠近或远离多个插针加工装置一侧做同步运动,从而将处在多个放料工位的插针铜件分别推入到多个插针加工装置中,以及所述插针加工装置将完成加工后的插针铜件推回至相应的放料工位,可再次被所述取料机构夹取送往下一工位;所述插针铜件通过多个插针加工装置分别完成倒圆角、冲凹槽及冲凸台的加工步骤后成型为插针成品。
3、上述用于插针多工位自动加工设备中,所述推料装置与多个插针加工装置之间相对的形成有一条活动空隙,所述取料机构包括间隔设置用于夹取插针铜件的多个取料夹手,所述取料机构带动多个取料夹手沿活动空隙的长度方向在所述活动空隙中做往复移动。
4、上述用于插针多工位自动加工设备中,所述推料装置包括设置在所述活动空隙一侧的安装座和可移动设置在所述安装座的工位滑块,和间隔设置在所述工位滑块一端的多个导孔中的多个推杆结构,多个所述推杆结构在工位滑块的带动下将多个取料夹手中的插针铜件分别推入到多个插针加工装置中。
5、上述用于插针多工位自动加工设备中,多个所述插针加工装置分别包括依次间隔设置在活动空隙另一侧的一次倒圆角装置、二次倒圆角装置和一体式冲压装置,所述一次倒圆角装置、二次倒圆角装置和一体式冲压装置分别与多个推杆结构相对设置,所述插针铜件先送入到所述一次倒圆角装置中完成初次预倒角的加工,再送入到所述二次倒圆角装置中完成最终倒圆角的加工,最后送入到所述一体式冲压装置中完成冲凹槽和冲凸台的加工。
6、上述用于插针多工位自动加工设备中,所述取料夹手在取料机构上设置有四个,所述放料工位分别在所述一次倒圆角装置、二次倒圆角装置和一体式冲压装置的开口端处对应设有三个,排在首位的取料夹手处在取料工位时与裁剪机构相对,另外三个取料夹手处在三个放料工位时分别与一次倒圆角装置、二次倒圆角装置和一体式冲压装置相对。
7、上述用于插针多工位自动加工设备中,所述机架在所述取料机构移动路径上设置有位于放料工位之后的出料口,排在末位的取料夹手做往复移动时带动插针成品到达所述出料口的上方,所述模具固定板上还设置有将插针成品推出落入到所述出料口的顶出模具。
8、上述用于插针多工位自动加工设备中,所述插针加工系统包括设置在活动空隙另一侧的模具固定板,所述一次倒圆角装置、二次倒圆角装置和一体式冲压装置分别安装在所述模具固定板上。
9、上述用于插针多工位自动加工设备中,所述取料机构包括可往复移动设置在所述模具固定板上的滑动条,多个取料夹手依次间隔设置在所述滑动条上并跟随滑动条移动,所述模具固定板沿取料机构移动方向延伸设置有可供所述滑动条移动的取料滑槽。
10、上述用于插针多工位自动加工设备中,所述机架上还安装有连接所述取料机构和插针加工系统的动力总成结构,所述动力总成结结构包括动力转轴和联动设置在所述动力转轴上的取料驱动凸轮,所述滑动条的一端通过滚轮轴承与所述取料驱动凸轮连接,所述滑动条的另一端与取料滑槽之间设有第一弹簧。
11、上述用于插针多工位自动加工设备中,所述裁剪机构包括:
12、固定座,具有贯穿其两端设置的导向槽;
13、驱动杆,可往复移动设置在所述导向槽中;
14、切刀块,与所述驱动杆联动设置,并具有伸出所述导向槽一端外的刀口结构,使铜线材笔直穿过所述刀口结构;
15、压料块,可摆动设置在所述导向槽与所述切刀块之间,所述压料块具有与刀口结构对合以压紧铜线材的压合状态,以及与刀口结构分离以松开铜线材的打开状态;所述驱动杆带动压合状态下的切刀块移动将铜线材切断成为一段插针铜件;
16、顶杆组件,穿入所述导向槽中连接所述压料块,用于驱动所述压料块在压合状态与打开状态之间切换。
17、上述用于插针多工位自动加工设备中,所述动力转轴上联动设置有裁剪驱动凸轮,所述驱动杆的一端与所述裁剪驱动凸轮相连,其另一端与所述导向槽之间设置有第二弹簧,并在所述驱动杆的侧面成型有适合安装所述切刀块和压料块的台阶槽。
18、本发明的技术方案相比现有技术具有以下优点:
19、1.本发明提供的插针多工位自动加工设备中,先通过裁剪机构将铜线材剪切成待加工的插针铜件,然后通过取料机构将插针铜件从取料工位依次渐进的送料传递到多个放料工位上,每个放料工位是分别对应一个插针加工装置,在进行加工步骤时,需要通过推料装置将处在多个放料工位的插针铜件分别推入到多个插针加工装置中,其中,这些插针加工装置会将各自加工后的插针铜件推回至相应的放料工位,再被所述取料机构夹取送往下一工位,如此往复进行直到完成插针的全部加工步骤,由此使每个插针铜件都会依次进入到多个插针加工装置中,并分别完成倒圆角、冲凹槽及冲凸台的加工步骤后成型为插针成品,这样设计的自动加工设备,直接将剪切好的插针铜件经过多个插针加工装置完成倒圆角、冲凹槽及冲凸台的加工,各道工序之间配合衔接可靠,实现了插针从原材剪切、工位送料和加工成型的整个生产过程,减少各道工序的等待时间,有利于加快产品的生产节奏,进而缩短总的生产时间,使生产完成一个插针产品的时间更短,提高生产效率,整个过程实现自动化加工操作,既保证了产品质量,又降低了人力成本,大幅提升插针产品的自动化生产程度。
20、2.本发明提供的插针多工位自动加工设备中,所述推料装置包括间隔设置在工位滑块一端上的多个推杆结构,这些推杆结构与多个插针加工装置的开口端是相对的,当多个取料夹手移动至多个放料工位后,所述工位滑块向靠近插针加工装置这一侧移动,并带动多个推杆结构分别抵推在多个插针铜件的端部,从而将多个插针铜件分别推入到多个插针加工装置,通过多个插针加工装置对各自位置上的插针铜件进行相应的加工,且完成加工后通过顶杆将插针推出插针加工装置外,可被回位的取料夹手夹取,这种结构设置,通过推杆结构可以将取料夹手上的插针铜件准确送入到插针加工装置,实现插针铜件在取料夹手与插针加工装置之间的送料传递,设计合理,配合准确可靠。
21、3.本发明提供的插针多工位自动加工设备中,根据多个插针加工装置分别为依次间隔设置的一次倒圆角装置、二次倒圆角装置和一体式冲压装置,以及放料工位分别在一次倒圆角装置、二次倒圆角装置和一体式冲压装置的开口端处对应设有三个,由于插针在初始倒圆角时制作成型的圆头还较为粗糙,因此需要二次倒圆角做到光滑的程度,并在一体式冲压装置中可以对插针完成冲凹槽和冲凸台两道工序,合理优化结构部件,可以减少插针加工装置的数量设置,这种结构设置,每个插针的加工顺序是依次经过一次倒圆角装置、二次倒圆角装置和一体式冲压装置的加工后最终成为插针成品,插针成品会在取料夹手的夹取下落入到出料口。
22、4.本发明提供的插针多工位自动加工设备中,根据滑动条是移动设置在模具固定板的取料滑槽中,通过在动力转轴上设置有取料驱动凸轮,该滑动条的一端通过滚轮轴承与取料驱动凸轮连接,其另一端与取料滑槽之间设有第一弹簧,这种结构设置,利用第一弹簧对滑动条施加与取料驱动凸轮保持接触的弹性力,由于滑动条是通过滚轮轴承滑动接触在所述取料驱动凸轮的外周边,通过合理设计取料驱动凸轮的外周运动轨迹,所述驱动凸轮转动一圈,会驱动所述滑动条沿着取料滑槽往复移动一次,从而实现带动多个取料夹手在取料工位和多个放料工位之间往复移动一次。
23、5.本发明提供的插针多工位自动加工设备中,将铜线材送入到切刀块的刀口结构位置,压料块在顶杆组件的驱动下与刀口结构对合并压紧铜线材,从而对铜线材在刀口结构处起到限位锁定作用,通过驱动杆带动刀口结构与压料块向前移动,即可将铜线材切断成为一段插针铜件,然后,所述压料块又在顶杆组件的驱动下与刀口结构分离,从而解除铜线材在刀口结构处的位置锁定,使压料块与刀口结构从压合状态切换至打开状态,以便于取料夹手将插针铜件从刀口结构位置取走进行后续加工成型,这样就完成了一段插针的裁剪操作,采用本技术方案的插针裁剪机构可以快速有效将铜线材剪切成若干段插针铜件,操作起来方便快捷,剪切速度块,能够较好满足加工设备对于大批量插针产品的加工需求,有利于提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!