一种线束生产用的全自动下线压接机的制作方法
本发明涉及压接机,具体涉及一种线束生产用的全自动下线压接机。
背景技术:
1、端子压接是线束生产过程中的重要环节,通过对线束两端的去皮后,在露出的金属部分压接上连接的端子,这种装置称为端子机,目前对存在对线束两端均进行端子压接的端子机,主要应用于较细的线束端子压接,这类线束往往绝缘皮较薄可直接压接端子,而对于较粗的线束其必须先用去皮机去除端部的绝缘皮后,再进行端子压接,在众多现有技术中,例如中国专利cn115224564a公开的一种间歇式传送线束端子压接机装置,其通过底座和支架二,底座上固定连接有支架二,还包括有电动推杆一等;支架二上安装有电动推杆一,电动推杆一伸出端连接有上模具一,底座上固定连接有斜块一,支架二内固定连接有斜块二,斜块一上安装有电动推杆二,电动推杆二伸出端连接有下模具一,下模具一与斜块二滑动连接,底座上设有上料组件,上模具一与下模具一啮合将端子包裹在线束上,实现了对线束压接端子的功能。
2、但是,对于绝缘皮较厚的线束其无法使用,同时无法实现对线束两端同时去皮和压接端子造成生产效率低。
3、基于此,本发明设计了一种线束生产用的全自动下线压接机以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种线束生产用的全自动下线压接机。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种线束生产用的全自动下线压接机,包括压接设备主体,所述压接设备主体上安装有夹取旋转抬升组件,所述夹取旋转抬升组件连接有线束弯曲装置,所述线束弯曲装置上安装有线束导向传输组件,所述线束导向传输组件和线束弯曲装置均于压接设备主体连接;
4、还包括线束加工组件,所述线束加工组件用于对线束的两端进行剥线并且压接端子,所述线束加工组件安装于压接设备主体上。
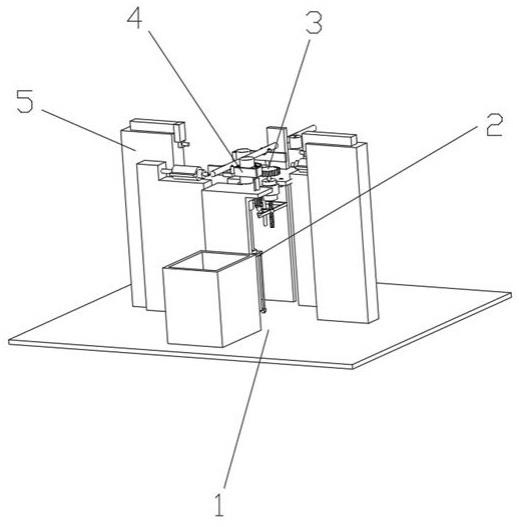
5、更进一步的,所述压接设备主体包括底板、收集箱、安装支架、线束运输器和线束剪切闸,所述收集箱、安装支架、线束运输器固定安装于底板的上表面,所述线束剪切闸的固定安装于安装支架上端,所述夹取旋转抬升组件安装于底板上,所述线束加工组件安装于底板上,所述收集箱和线束运输器位于安装支架的前后两侧,所述线束加工组件位于安装支架的左右两侧。
6、更进一步的,所述夹取旋转抬升组件包括夹取旋转组件和双行程抬升组件,所述双行程抬升组件安装于底板上,所述双行程抬升组件的输出端和夹取旋转组件连接,所述夹取旋转组件和线束弯曲装置连接。
7、更进一步的,所述夹取旋转组件包括电动旋转夹爪和抬升杆,所述电动旋转夹爪固定安装于抬升杆的上端,所述抬升杆的下端和双行程抬升组件的输出端固定连接,所述双行程抬升组件为双行程气缸。
8、更进一步的,所述线束弯曲装置包括弯曲组件和驱动组件,所述弯曲组件安装于驱动组件上,所述驱动组件安装于安装支架上,所述驱动组件和线束导向传输组件连接。
9、更进一步的,所述弯曲组件包括压轮和连接块,所述压轮固定安装于连接块的上端,所述连接块安装于驱动组件上;
10、所述驱动组件包括双轴电机、齿轮、齿环、轴承和安装套,所述安装套和安装支架上端开设的通孔的内壁固定连接,所述安装套和抬升杆滑动连接,所述安装套的侧壁和轴承的内环固定连接,所述齿环固定安装于轴承的外壁上,所述轴承的外环上端和连接块固定连接,所述齿环和齿轮啮合连接,所述齿轮固定安装于双轴电机的上输出端,所述双轴电机固定安装于安装支架上,所述双轴电机的下输出端和线束导向传输组件连接,所述连接块设有两组且等间距固定安装于轴承的外环上端。
11、更进一步的,所述线束导向传输组件包括推动组件、导向组件和线束传输组件,所述推动组件和双轴电机的下输出端连接,所述导向组件和推动组件连接,所述导向组件安装于安装支架上,所述线束传输组件安装于导向组件上。
12、更进一步的,所述推动组件包括螺纹杆、推动支架、滑套和第一滑杆,所述螺纹杆和双轴电机的下输出端固定连接,所述推动支架和螺纹杆螺纹连接,所述滑套固定安装于推动支架上,所述滑套和第一滑杆滑动连接,所述第一滑杆固定安装于底板和安装支架之间,所述接触块固定安装于推动支架的上端且和导向组件连接;
13、所述导向组件包括导向滑杆、限位块、弹簧、第二滑杆、导向片和线束导向槽,所述导向滑杆的下端和接触块的上端接触连接,所述导向滑杆和安装支架上端开设的通孔滑动连接,所述限位块固定安装于导向滑杆的侧壁上,所述限位块和安装支架之间通过弹簧固定连接,所述导向片设有两个且其和线束接触导向的面朝向相反,所述两个导向片分别位于安装支架靠近收集箱的一端和安装支架靠近线束运输器的一端,所述导向片上端开设有配合线束外表面使用的线束导向槽,所述线束传输组件安装于导向片上;
14、所述线束传输组件包括传输轮和传输轮驱动器,所述传输轮驱动器固定安装于导向片的侧壁上,所述传输轮驱动器设有两个输出端,所述传输轮驱动器的两个输出端旋转方向相反,所述传输轮驱动器的输出端和传输轮固定连接。
15、更进一步的,所述线束加工组件包括端子压接机和剥线器,所述端子压接机和剥线器均设有两件,所述端子压接机和剥线器并列安装且两组端子压接机和剥线器分别位于安装支架左右两侧,所述剥线器的剥线端配合导向片的导向面使用。
16、一种线束生产用的全自动下线压接机的使用方法,采用一种线束生产用的全自动下线压接机:
17、步骤一、通过线束运输器运输线束穿过线束剪切闸的剪切端,随后运输到电动旋转夹爪的夹爪端并穿过,当线束到达合适的长度时,电动旋转夹爪的夹爪端夹紧线束的,此时线束运输器停止输送并且线束剪切闸切断线束;
18、步骤二、线束的端部剥皮过程,双行程抬升组件的输出端带动抬升杆向上运动,抬升杆带动电动旋转夹爪向上运动,电动旋转夹爪带动线束向上发生第一段位移,启动线束弯曲装置的驱动组件的双轴电机,双轴电机的上输出端带动齿轮转动,齿轮带动齿环转动,齿环带动轴承的外环转动,轴承带动固定安装于其外环上端的连接块转动,连接块带动压轮转动,当两压轮转动至和线束的外壁接触并发生挤压时,线束在挤压力的作用下发生弯曲,同时其两端弯曲方向相反并向剥线器的剥线端口靠近,当线束两端发生九十度弯折时,此时双轴电机停止工作;
19、步骤三、线束导向的过程,双轴电机的下输出带动螺纹杆转动,螺纹杆转动带动和其螺纹连接的推动支架和其上固定安装的滑套在第一滑杆上向上滑动,推动支架带动接触块向上运动,当接触块和导向滑杆的下端接触时,导向滑杆在接触块的推力作用下向上滑动,导向滑杆带动限位块向上运动,推动支架压缩其和安装支架之间固定安装的弹簧,导向滑杆带动导向片向上运动,导向片带动第二滑杆向上运动,当线束两端发生九十度弯折时,此时线束由于均有一定的弹性弯折角度部准确,通过导向片的导向面和线束的侧壁接触是的线束的端部对准剥线器的剥皮端口,随后剥线器的剥皮端口在其驱动端的带动下对线束的端部进行剥皮,同时完成线束两端剥皮后,线束弯曲装置带动线束复位同时线束弯曲装置带动线束导向传输组件复位;
20、步骤四、当对线束两端压接端子时,双行程抬升组件的输出端带动抬升杆向上运动,抬升杆带动电动旋转夹爪向上运动,电动旋转夹爪带动线束向上发生第二段位移,此时线束脱离压轮的弯折区间,随后电动旋转夹爪的旋转端带动其夹取端转动,电动旋转夹爪的夹取端带动线束转动九十度,此时线束去皮的两端在端子压接机的作用下压接上端子,随后电动旋转夹爪带动线束复位,双行程抬升组件复位带动电动旋转夹爪下降至初始位置,此时线束的两端侧壁和线束导向槽的内壁接触,并且线束位于两传输轮之间,此时启动传输轮驱动器同时电动旋转夹爪松开线束,传输轮驱动器的两输出端带动传输轮朝相反的方向转动,两传输轮带动线束朝收集箱的方向运动直到线束落于收集箱中。
21、有益效果
22、本发明使用时,通过压接设备主体的线束运输端将线束述运输到夹取旋转抬升组件上,当线束达到合适长度时,压接设备主体的线束剪切端切断线束,此时夹取旋转抬升组件的夹爪端夹紧线束的中部同时夹取旋转抬升组件的升降端带动线束向上第一行程位移,线束弯曲装置的驱动端带动线束弯曲装置的线束弯曲端将线束弯折并通过线束导向传输组件的线束导向端导向线束至线束加工组件的线束剥皮端,线束加工组件的线束剥皮端对线束两端剥皮后,线束弯曲装置带动线束复位,随后夹取旋转抬升组件的抬升端带动线束向上移动第二行程,同时夹取旋转抬升组件的旋转端带动线束旋转至线束加工组件的端子压接端,线束加工组件的端子压接端对线束的两端压接完成后,夹取旋转抬升组件复位到原处此时线束在线束导向传输组件传输端带动下移动到压接设备主体上的线束收处;
23、本发明使用时,双行程抬升组件具有两段行程,初始位置对应线束上料剪切,第一行程对应线束弯折后的端部去皮,第二行程对应线束的端子压接,实现了两端行程配合使用完成线束去皮和端子压接,结构简单并且线束两端的加工处理同时进行从而提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!