端盖组件、储能装置及用电设备的制作方法
本技术涉及储能,具体而言,涉及一种端盖组件、包括该端盖组件的储能装置及包括该储能装置的用电设备。
背景技术:
1、二次电池(rechargeable battery)又称为充电电池或蓄电池,是指在电池放电后可通过充电的方式使其内部的活性物质激活而继续使用的电池。二次电池的可循环利用特性使其逐渐成为用电设备的主要动力来源。
2、相关技术中,电池通常包括端盖组件、电极组件和壳体组成。实际生产过程是分别制作端盖组件、电极组件和壳体,然后使用金属转接件分别焊接端盖组件的极柱和电极组件的极耳,再将电极组件放入壳体内,再用端盖组件盖合壳体的开口后焊接密封。之后,通过设置于电池顶盖上的注液孔加注电解液,并在完成之后对注液孔进行焊接密封。
3、然而,相关技术中端盖组件的结构设计还有待进一步提高,无法满足人们对电池能量密度、可靠性更高的要求。
技术实现思路
1、本技术实施例提供一种端盖组件、储能装置及用电设备,以改善端盖组件可靠性不高的问题。
2、本技术实施例的端盖组件,包括端盖板、极柱和绝缘件,端盖板包括第一表面和沿所述端盖板的厚度方向与所述第一表面背向设置的第二表面,所述端盖板还具有贯穿所述第一表面和所述第二表面的安装孔;所述端盖板位于所述安装孔的边缘位置设有孔边缘部,所述孔边缘部环绕于所述安装孔;极柱包括设于所述安装孔内的柱体、第一凸缘和第二凸缘,所述柱体包括沿所述厚度方向背向设置的顶部和底部,所述顶部伸出于所述第一表面,所述底部伸出于所述第二表面;所述第一凸缘环绕设置于所述顶部的外周面,所述第二凸缘环绕设置于所述底部的外周面;其中,所述孔边缘部和所述第二凸缘在所述厚度方向上具有重叠部分;绝缘件为注塑件,包括绝缘片、绝缘套和绝缘环;绝缘套设于所述安装孔内,所述绝缘套环绕包裹于所述第一凸缘、所述第二凸缘以及所述柱体位于所述第一凸缘和所述第二凸缘之间的部分;所述绝缘环一体环绕连接于所述绝缘套的外环面,且贴合于所述第一表面,并覆盖所述孔边缘部;所述绝缘片一体环绕连接于所述绝缘套的外环面,且贴合于所述第二表面。
3、在本技术实施例中,通过使绝缘片、绝缘套和绝缘环一体注塑成型,相比现有技术,减少了端盖组件的部件数量,从而降低了安装难度,且极柱上设置了第一凸缘和第二凸缘,第一凸缘和第二凸缘分别与绝缘件在轴向上抵接,从而绝缘件和极柱在极柱的轴向和径向上互相固定限位,不需要铆接就可以将极柱安装于安装孔内。
4、根据本技术的一些实施方式,所述端盖板还具有由所述第二表面向所述第一表面的方向凹陷形成的第二下沉槽,所述端盖板还具有贯穿所述第二下沉槽的第二槽底面和所述第一表面的泄气孔;
5、所述端盖组件还包括防爆阀,所述防爆阀容置于所述第二下沉槽,且封闭所述泄气孔;
6、所述绝缘片具有与所述泄气孔的位置对应的第一穿孔,所述防爆阀包括破裂部和固定部,所述破裂部通过所述第一穿孔显露于所述绝缘片背向所述端盖板的一侧表面,所述固定部环绕连接于所述破裂部,并且所述固定部夹设于所述第二槽底面与所述绝缘片之间。
7、在本技术实施例中,防爆阀可通过注塑方式实现装配。在注塑模具中依次放置极柱、端盖板和防爆阀,防爆阀容置于端盖板的第二下沉槽内,防爆阀的固定部与第二下沉槽的第二槽底面接触。之后,通过注塑工艺形成绝缘件,绝缘件的绝缘片贴合于防爆阀的固定部,以使防爆阀限位在第二下沉槽内。由此可见,通过一次注塑工艺即可完成极柱、端盖板和防爆阀的装配,既降低了装配难度,又节约了装配成本,提高装配效率。
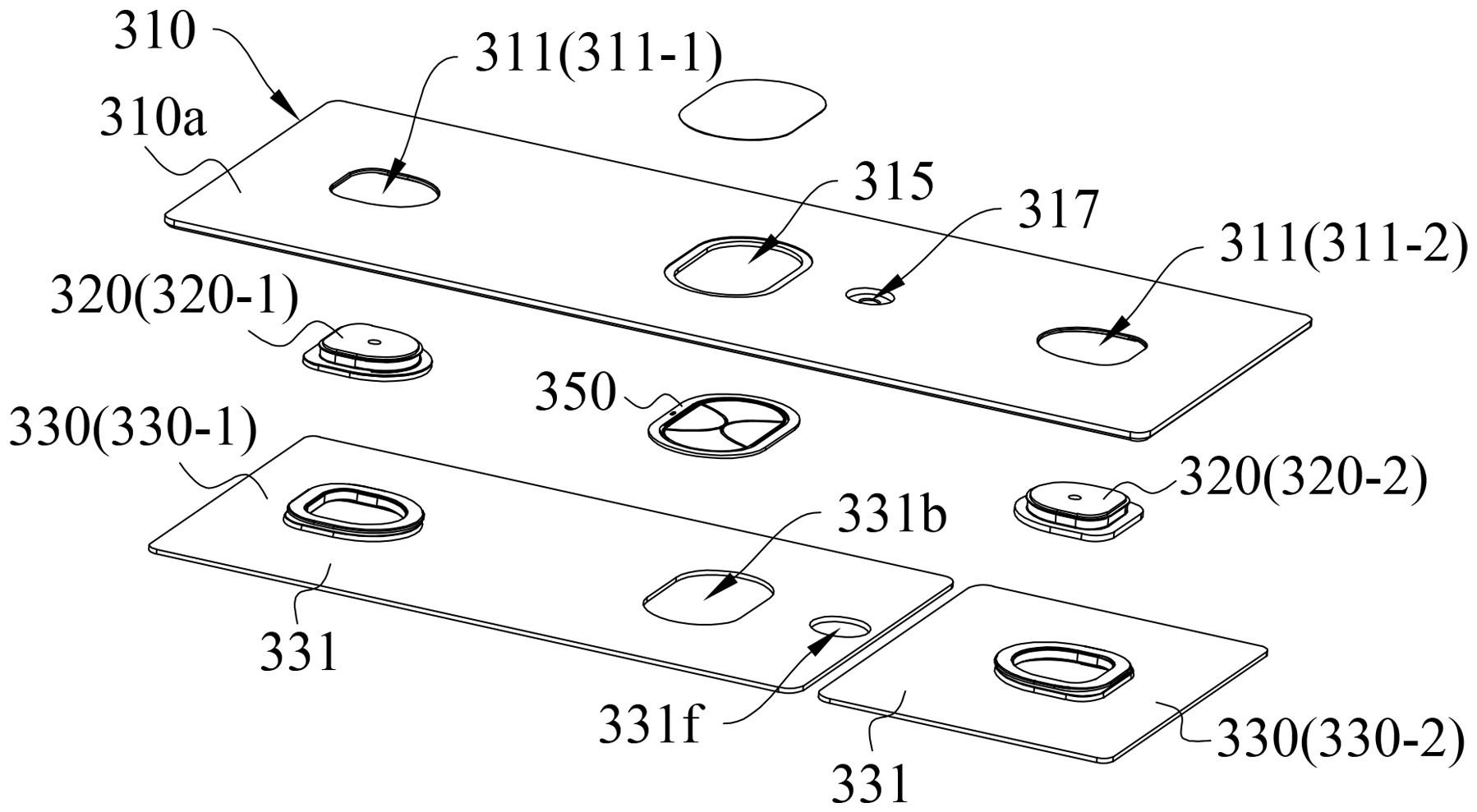
8、根据本技术的一些实施方式,所述极柱和所述绝缘件的数量均为两个;
9、所述端盖板为长方形板状,且在所述端盖板的长度方向的两端均设有一个所述安装孔,两个所述极柱分别设于两个所述安装孔内;
10、两个所述绝缘件的两个所述绝缘片平铺在所述第二表面,且分别自所述端盖板的长度方向的两端沿彼此靠近的方向延伸。
11、在本技术实施方式中,两个绝缘片平铺在端盖板的第二表面,且分别自端盖板的长度方向的两端沿彼此靠近的方向延伸,如此通过注塑方式形成的两个绝缘件可附着在端盖板的第二表面,从而可提高端盖板的强度。通过设置两个绝缘件附着在端盖板的第二表面,可适应降低端盖板的厚度,进而降低顶盖组件的空间占比。
12、根据本技术的一些实施方式,两个所述绝缘件的两个所述绝缘片在所述端盖板的长度方向上具有彼此面对的侧缘,两个所述侧缘之间形成一缝隙。
13、在本技术实施例中,两个绝缘片之间并不直接接触,而是在两个侧缘之间形成一缝隙,该缝隙可有效地防止第一极柱和第二极柱之间通过第一绝缘件和第二绝缘件产生爬电,避免造成绝缘击穿。
14、根据本技术的一些实施方式,所述端盖板还包括凸设于所述第二表面的凸台,所述端盖板还具有贯穿所述第一表面和所述凸台背向所述第二表面的一侧表面的注液孔,所述注液孔设于所述泄气孔和所述第二安装孔之间;
15、该绝缘片具有与所述泄气孔的位置对应的第一穿孔以及供所述凸台穿设其中的第二穿孔。
16、在本技术实施例中,绝缘片覆盖了端盖板的第二表面的大部分,凸台和绝缘片可共同提高端盖板的注液孔周围的结构强度,避免在注液过程中,注液孔周围的部分出现变形膨胀,进而拉扯防爆阀而影响防爆阀爆破的稳定性。
17、根据本技术的一些实施方式,所述端盖板还具有由所述第二表面向所述第一表面的方向凹陷形成的第一下沉槽,所述安装孔贯穿所述第一下沉槽的第一槽底面;所述孔边缘部形成在所述第一槽底面与所述第一表面之间;
18、在所述厚度方向上,部分所述第二凸缘容置于所述第一下沉槽内,部分所述第二凸缘伸出于所述第二表面。
19、在本技术实施例中,端盖板由第二表面向第一表面的方向凹陷形成有第一下沉槽,通过第一下沉槽的设置,可使部分第二凸缘容置于第一下沉槽内,进而降低极柱凸出于端盖板的第二表面部分的尺寸,使得端盖组件的厚度更薄,有利于降低端盖组件在整个储能装置中的空间占比。
20、根据本技术的一些实施方式,所述第一槽底面与所述安装孔的内壁面的连接处设有第一倒角,所述第一倒角介于c0.1~c0.5。
21、在本技术实施例中,通过在第一槽底面与安装孔的内壁面的连接处设有第一倒角,可消除冲压制造端盖板产生的冲压毛刺,降低短路风险。同时,在注塑时,45度倒角有助于引导熔融塑料的流动,避免发生困气。
22、根据本技术的一些实施方式,所述第一下沉槽还具有槽侧面,所述槽侧面与所述第一槽底面连接,且自所述第一槽底面朝着远离所述柱体轴线的方向倾斜延伸至所述第二表面。
23、在本技术实施例中,端盖板可以采用冲压成型,通过将第一下沉槽的槽侧面设计为锥面,且锥面的锥角介于5度~60度,可避免冲头与槽侧面发生刮擦而产生金属屑或在槽侧面形成毛刺。同时,在注塑过程中,熔融塑料是从端盖板的第二表面穿过安装孔流至第一表面,由于本技术实施例的槽侧面是自第一槽底面朝着远离柱体轴线的方向倾斜延伸至第二表面,有利于提高熔融塑料在注塑过程中的流动性,进一步避免发生困气。
24、根据本技术的一些实施方式,所述安装孔的内壁面与所述第一表面的连接处设有第二倒角,所述第二倒角介于c0.1~c0.5。
25、在本技术实施例中,安装孔的内壁面与第一表面的连接处设有第二倒角,可消除冲压制造端盖板产生的冲压毛刺,降低短路风险。同时,在注塑时,45度倒角有助于引导熔融塑料的流动,避免发生困气。
26、根据本技术的一些实施方式,所述顶部具有与所述底部背向设置的第一端面,所述底部具有与所述第一端面背向设置的第二端面;
27、所述顶部具有由所述第一端面向所述第二端面的方向凹陷且由所述顶部的外周面向内凹陷的环形槽。
28、在本技术实施例中,顶部的上边缘形成有环形槽,在注塑过程中,极柱放置于注塑模具中,注塑模具中定位模芯可插入环形槽内,以便定位极柱,避免极柱相对于端盖板发生错位。
29、根据本技术的一些实施方式,沿所述厚度方向,所述第一凸缘具有背向所述第二凸缘的第三表面;
30、所述第三表面与所述环形槽的槽底面连接且齐平。
31、在本技术实施例中,第一凸缘的第三表面与环形槽的槽底面连接且齐平,第三表面可视为环形槽的槽底面的外延,使得环形槽尺寸更大。当注塑模具中的定位模芯插入环形槽内时,由于第三表面与槽底面均可与定位模芯接触,定位效果更佳。
32、根据本技术的一些实施方式,所述第一凸缘还具有背向所述柱体且环绕所述柱体的第一外缘表面;
33、所述第一凸缘还具有与所述第三表面倾斜设置,且面向所述安装孔的内壁面的第四表面,所述第四表面自所述柱体的外周面延伸至所述第一外缘表面。
34、在本技术实施例中,第四表面自柱体的外周面倾斜延伸至第一外缘表面,如此第四表面可引导塑料溶胶流动,防止发生困气。
35、根据本技术的一些实施方式,所述第二凸缘背向所述第一凸缘的一侧具有第五表面,所述第五表面与所述第二端面齐平。
36、在本技术实施例中,第五表面与第二端面齐平,如此当极柱与金属连接件焊接时,第五表面与第二端面均可以与金属连接件进行焊接,扩大了极柱与金属连接件接触的面积,进而确保焊接强度,避免由于极柱与金属连接件之间焊接区域较小造成焊接不良。也就是说,在本技术实施例中,极柱的第二凸缘既可以与孔边缘部止挡配合,又可以与金属连接件实现焊接。
37、根据本技术的一些实施方式,所述第二凸缘还具有第六表面和第二外缘表面;
38、所述第六表面与所述第五表面背向设置,所述第二外缘表面与所述柱体背向设置且环绕所述柱体;
39、所述第六表面与所述第二外缘表面的连接处设有第三倒角,所述第三倒角介于c0.1~c0.5。
40、在本技术实施例中,通过在第六表面与第二外缘表面的连接处设有第三倒角,一方面,可消除冲压制造极柱产生的冲压毛刺,降低短路风险;另一方面,在注塑时,45度倒角有助于引导熔融塑料的流动,避免发生困气。
41、根据本技术的一些实施方式,所述第一凸缘凸出于所述柱体外周面的高度小于所述第二凸缘凸出于所述柱体外周面的高度。
42、本技术实施例的储能装置,包括壳体、电极组件和上述任一实施例的所述端盖组件。壳体包括具有开口的容纳腔;电极组件容置于所述容纳腔内;所述端盖组件封闭所述容纳腔的开口。
43、本技术实施例的用电设备,包括上述的储能装置,所述储能装置为所述用电设备供电。
- 还没有人留言评论。精彩留言会获得点赞!