用于大平方电线线束的压接装置与方法与流程
本发明涉及电线线束加工,具体而言涉及一种用于大平方电线线束的压接装置与方法。
背景技术:
1、随着新能源汽车的大规模普及发展,线束生产中大平方电线的压接大幅增加,例如大平方线束的管式端子压接,此类端子一般适用于10mm2以上电线的压接,端子要求压接成六边形,传统压接方式是采用上下两片120°u形钳口安装在端子压接模具上,端子机驱动端子压接模具,在压接时端子机作往返运动,端子机驱动钳口作往返运动,端子压接筒成型时上下两片120°u形钳口构成一个正六边形,从而压接端子及电线成六边形。
2、传统端子机、端子模具的一对钳口只能压接一种平方尺寸的电缆,压接时需要频繁更换钳口,时间及成本大幅提高。
技术实现思路
1、本发明目的的第一方面,提出一种用于大平方电线线束的压接装置,包括:
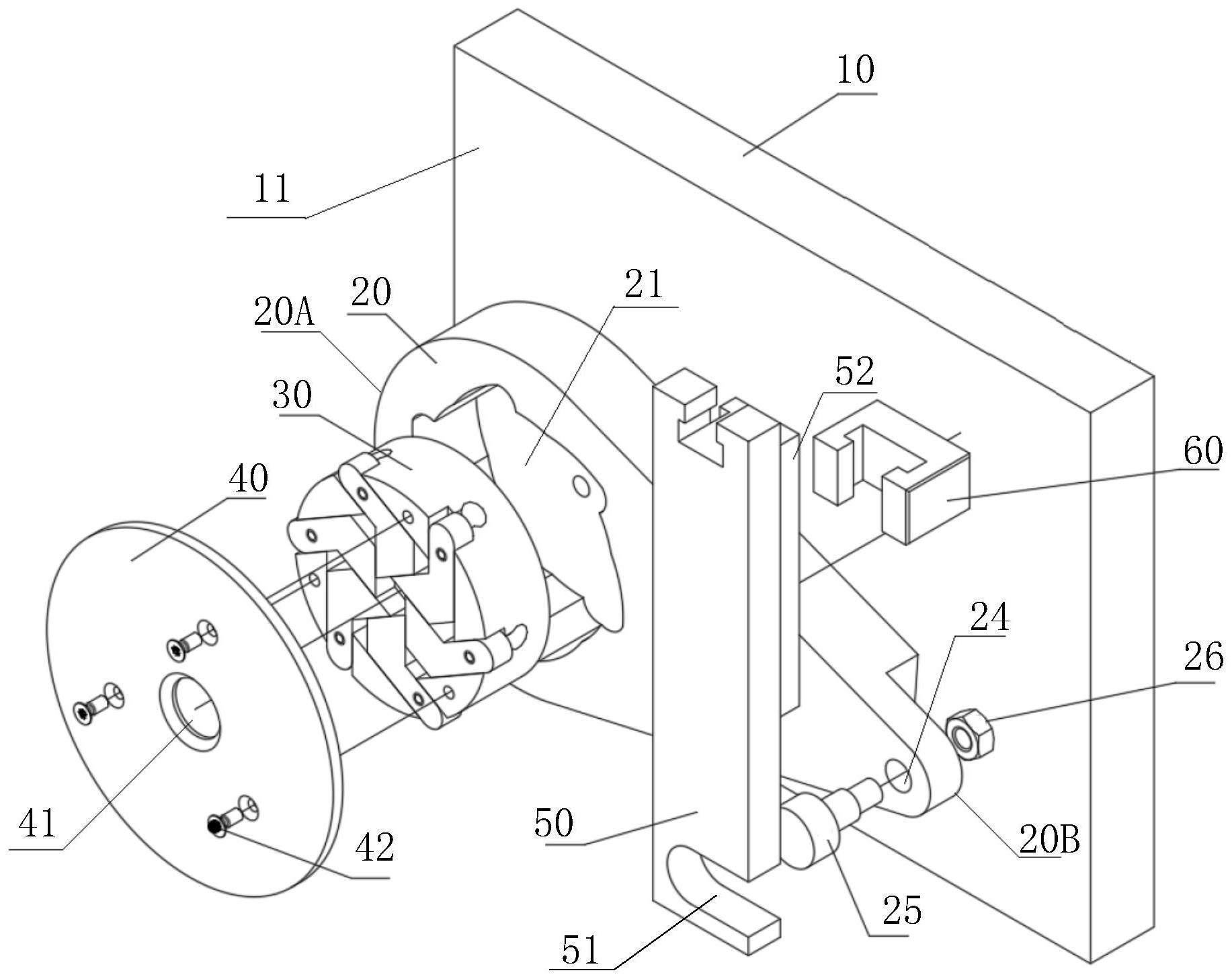
2、底板,限定一安装表面;
3、安装于所述安装表面的一侧并朝向另一侧延伸的凸轮机构,所述凸轮机构具有能够围绕转轴作回转运动的基端以及与基端相对的尾端,所述基端设置有以转轴为回转中心的压接凹槽,所述压接凹槽具有轮廓为圆形的内圆部以及从沿着内圆部的外轮廓线向外延伸的压接过渡部,每个压接过渡部沿着圆周方向为曲面结构,并且在所述外轮廓线的周向成均匀分布;
4、能够嵌入地安装于所述压接凹槽内的压接模座,所述压接模座设置有模座以及位于模座的轴向均匀配置的多个压接头,多个压接头被设置成在所述模座表面沿着预定方向伸缩移动以在模座的中心相互合围形成预定形状的供电线线束压接成型的压接空间;
5、盖板,压在所述压接模座的表面,使得压接模座被限位在所述凸轮机构的压接凹槽内部;
6、压杆驱动件,其第一端被设置成与所述凸轮机构的尾端连接,其相对的第二端穿过一滑槽,并能够从外部推动所述第二端,使得所述压杆驱动件沿着滑槽限定的方向运动,由此驱动所述凸轮机构围绕所述转轴作回转运动;
7、其中,在所述凸轮机构围绕所述转轴作回转运动过程中,驱动所述多个压接头沿着所述外轮廓线和/或所述压接过渡部运动,使得多个压接头被驱动做伸缩运动,并同步使得所述压接空间被同步扩大或者缩小。
8、作为可选的实施方式,所述凸轮机构的尾端设置有一穿孔、滚子以及螺栓,滚子穿过所述穿孔并由所述螺栓固定在凸轮机构;
9、所述压杆驱动件的第一端配置有一u型槽,所述滚子位于所述u型槽并与u型槽形成滑动连接。
10、作为可选的实施方式,所述多个压接头被设置具有相同的结构设计,并且均包括:
11、条形本体部,该条形本体部沿着其纵长轴线方向具有的圆弧状外端,以及构成为楔形面内端;
12、从条形本体部的楔形面内端反方向延伸出的三角配合部;
13、在所述条形本体部的圆弧状外端的一端贯穿的通孔;
14、穿过所述条形本体部的通孔并部分地延伸出来的销钉;
15、与销钉连接并由所述销钉限位的回复弹簧;
16、其中,所述模座表面设置有与每个压接头配合的滑槽以及位于滑槽下方的、用于容纳所述回复弹簧的弹簧槽;在相邻的两个压接头之间,其中一个压接头的三角配合部与另一个三角配合部相接触并滑动配合;
17、回复弹簧被设置在所述弹簧槽内,并且弹簧轴线对向所述回转中心;每个回复弹簧对应的销钉从条形本体部延伸出来的部分位于弹簧槽内。
18、作为可选的实施方式,所述条形本体部在安装到所述滑槽内时,其圆弧状外端位于模座圆周方向的边缘并且能够在落入到所述压接过渡部的位置以及从所述压接过渡部滑出并转至沿着所述外轮廓线运动的位置。
19、作为可选的实施方式,当所述圆弧状外端在压接过渡部内滑动,或者从压接过渡部滑出到沿着所述外轮廓线运动的过程中,所述压接空间从每个压接头的方向被所述三角配合部压缩而缩小。
20、作为可选的实施方式,所述三角配合部为正三角形,其内角成60°,使得六个压接头之间配合形成的压接空间成正六边形形状。
21、本发明目的的第二方面,提出一种电线线束压接方法,包括以下步骤:
22、步骤1、将待压接的电线线束穿过盖板中心位置的圆形通孔,伸入到所述压接空间内;
23、步骤2、通过外部驱动装置推动压杆驱动件沿着滑槽所限定的方向运动;
24、步骤3、压杆驱动件驱动凸轮机构上的滚子向下移动,滚子带动凸轮机构整体以转轴为回转中心做顺时针转动;
25、步骤4、随着凸轮机构的顺时针转动,带动压接凹槽的压接过渡部沿着顺时针转动,使得压接头的圆弧状外端在所述压接过渡部内滑动,朝向模座的中心方向滑动,或者从落入到所述压接过渡部的位置滑出,进入沿着所述外轮廓线的位置,导致从多个压接头的移动方向将其所围成的压接空间变小,实现对的插入其中的电线线束的压接;
26、步骤5、压接完成后,压杆驱动件向上移动,带动凸轮机构以转轴为回转中心做逆时针转动,压接头的圆弧状外端在回复弹簧的回复力作用下朝向远离模座的中心方向滑动,完成复位,等待下一次压接操作
27、由以上技术方案可见,本发明提出的用于大平方电线线束的压接装置与电线线束压接方法,可通过对压接驱动件的操作实现一次性完成线缆线束的压接操作,所形成的压接端子形状规则,通过控制外部向压杆驱动件的冲压形成,可控制使得压接形成的端子具有高度的一致性,方便操作而且对操作人员的经验和专业技能要求低,能够保证产品压接的质量,减少报废几率。
28、同时,本发明提出的压接装置设计中,可根据管式端子外径的大小调节六边形的大小,无需更换压接头,整体上提高压接机构的通用性和适用性,压接时不需要频繁更换钳口,显著降低作业时间和成本,提高效率。
29、应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的发明主题的一部分。另外,所要求保护的主题的所有组合都被视为本公开的发明主题的一部分。
30、结合附图从下面的描述中可以更加全面地理解本发明教导的前述和其他方面、实施例和特征。本发明的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本发明教导的具体实施方式的实践中得知。
技术特征:
1.一种用于大平方电线线束的压接装置,其特征在于,包括:
2.根据权利要求1所述的用于大平方电线线束的压接装置,其特征在于,所述盖板(40)的中心位置配置有一与所述回转中心同心的圆形通孔(41),用以供待压接成型的电线线束穿过并伸入到所述压接空间内。
3.根据权利要求1所述的用于大平方电线线束的压接装置,其特征在于,所述凸轮机构(20)的尾端(20b)设置有一穿孔(24)、滚子(25)以及螺栓(26),滚子(25)穿过所述穿孔(24)并由所述螺栓固定在凸轮机构(30);
4.根据权利要求3所述的用于大平方电线线束的压接装置,其特征在于,所述凸轮机构(20)的尾端(20b)在面向安装表面(11)的位置设置有凹入的台阶面,所述螺栓(26)与所述滚子(25)的拧紧配合位置位于所述台阶面范围内并且拧紧后的高度小于所述台阶面的高度。
5.根据权利要求1所述的用于大平方电线线束的压接装置,其特征在于,所述压杆驱动件(50)成长条形,并在其面向安装表面(11)的一侧面设置与所述滑槽(60)形状适配的滑轨(52),与所述滑槽(60)构成滑动配合。
6.根据权利要求1-5中任意一项所述的用于大平方电线线束的压接装置,其特征在于,所述多个压接头(32)被设置具有相同的结构设计,并且均包括:
7.根据权利要求6所述的用于大平方电线线束的压接装置,其特征在于,所述条形本体部(32a)在安装到所述滑槽(31a)内时,其圆弧状外端(32a-1)位于模座(31)圆周方向的边缘并且能够在落入到所述压接过渡部(21b)的位置,并能够在压接过渡部(21b)内滑动,或者从所述压接过渡部(21b)滑出并转至沿着所述外轮廓线运动的位置。
8.根据权利要求7所述的用于大平方电线线束的压接装置,其特征在于,当所述圆弧状外端(32a-1)在压接过渡部(21b)内滑动,或者从所述压接过渡部(21b)滑出并转至沿着所述外轮廓线运动的过程中,所述压接空间从每个压接头(32)的方向被所述三角配合部(32a-2)压缩而缩小。
9.根据权利要求6所述的用于大平方电线线束的压接装置,其特征在于,所述,所述三角配合部(32a-2)为正三角形,使得六个压接头(32)之间配合形成的压接空间成正六边形形状。
10.一种根据权利要求1-9中任意一项所述的用于大平方电线线束的压接装置的电线线束压接方法,其特征在于,所述电线线束压接方法包括以下步骤:
技术总结
本发明提供一种用于大平方电线线束的压接装置与压接方法,该压接装置包括底板、凸轮机构、压接模座、盖板、压杆驱动件以及滑槽。凸轮机构具有以转轴为回转中心的压接凹槽,压接凹槽具有内圆部以及从沿着内圆部外轮廓线向外延伸的压接过渡部;压接模座设有模座及压接头,多个压接头能伸缩移动以在模座的中心形成压接空间;盖板压在压接模座表面;通过对压杆驱动件施加力能够驱动凸轮机构围绕转轴作回转运动,进而驱动多个压接头沿着外轮廓线和/或压接过渡部运动,使得多个压接头被驱动做伸缩运动,使压接空间被扩大或缩小,实现对电线线束的压接操作。通过本发明的压接装置可实现一次压接完成,且适用性广,提高压压接装置的通用性和效率。
技术研发人员:许海雷,钱小林,王敏,王旺
受保护的技术使用者:南京全信传输科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!