一种网络变压器的分线入壳缠脚设备的制作方法
本发明涉及网络变压器生产的,尤其涉及一种网络变压器的分线入壳缠脚设备。
背景技术:
1、网络变压器在生产的过程中,需要在器件壳体的内部按照生产作业指导书要求放置有线包(或者叫磁环),将线包两端的三条铜线(一条粗线和两条细线)按照生产需求理顺并固定在治具上,后方再将线包放入胶壳内,铜线绕在胶壳上,组成网络变压器半成品,方便后续加工设备进行生产。现有的线包与胶壳的组装设备中,处于中段的机械手负责将理好铜线的线包准确地抓取至后方的胶壳内,不能保证理好铜线的线包的位置准确性,也不具备检测功能,以至于后续将线包放入胶壳后,位置不定,并且处于后方需要摆放的胶壳也是人工负责上料,需要大量的人工资源以及效率低,无法匹配前方速度。
技术实现思路
1、本发明的一个目的在于:提供一种网络变压器的分线入壳缠脚设备,增加带治具抓取线包移动机构将理好铜线的线包进行抓取至治具中定位,也增加了自动上下料及胶壳压平机构将胶壳条自动上料,搭配前方线包输送的效率,提高生产质量。
2、为达此目的,本发明采用以下技术方案:
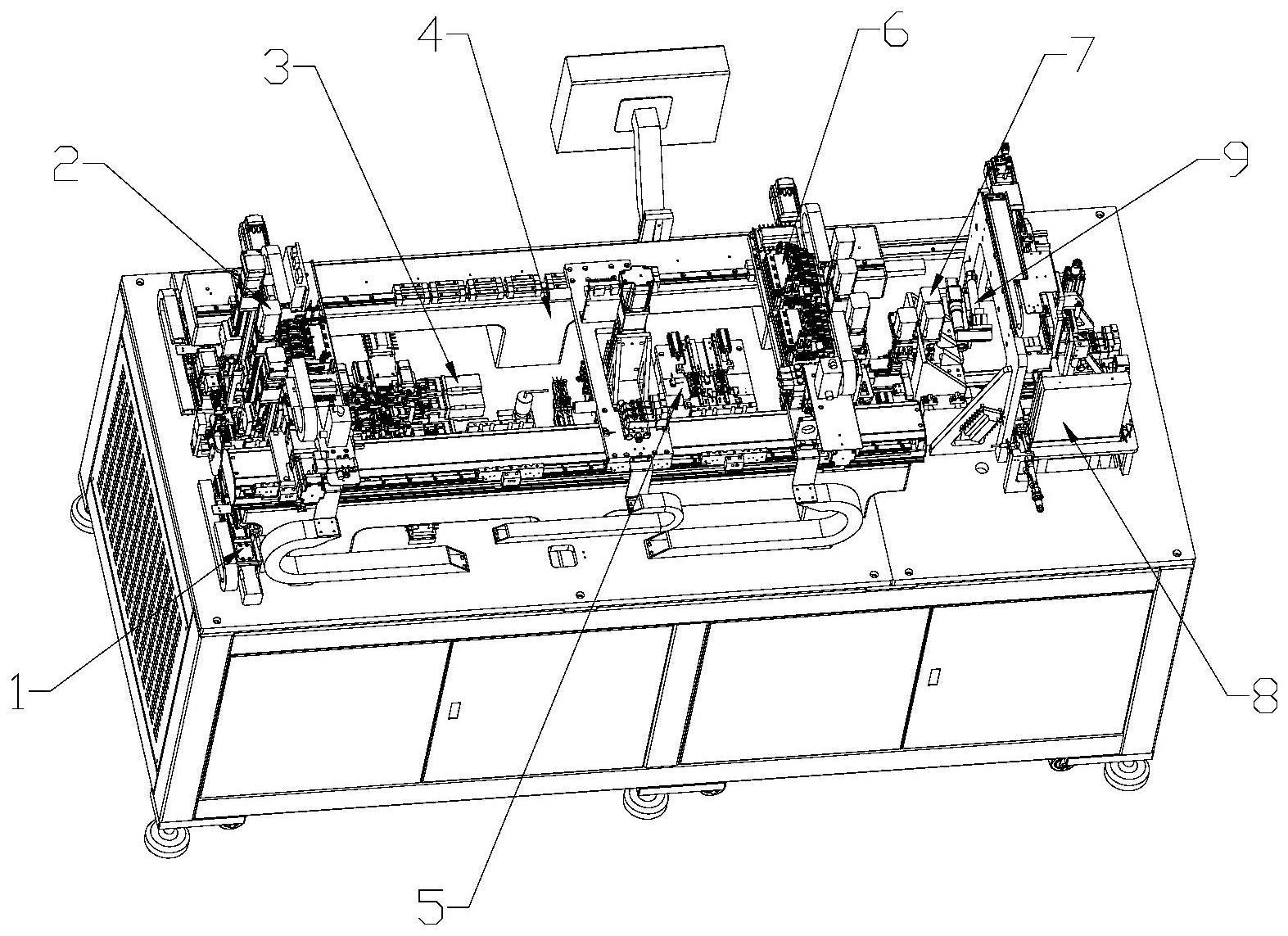
3、一种网络变压器的分线入壳缠脚设备,包括理线造型机构、前段龙门机械手、分线机构、龙门架体、带治具抓取线包移动机构、后段龙门机械手、绕线机构、自动上下料及胶壳压平机构和针脚拍照机构,所述龙门架体处于所述分线机构的两侧,所述理线造型机构位于所述分线机构的前端,所述前段龙门机械手活动在所述理线造型机构与所述分线机构之间,所述带治具抓取线包移动机构处于所述分线机构与所述绕线机构之间,所述后段龙门机械手活动在所述带治具抓取线包移动机构与所述自动上下料及胶壳压平机构之间,所述前段龙门机械手与所述后段龙门机械手均移动在所述龙门架体上,所述绕线机构处于所述自动上下料及胶壳压平机构的前端,所述针脚拍照机构处于所述绕线机构与所述自动上下料及胶壳压平机构之间。
4、作为一种优选的技术方案,所述理线造型机构包括两组理线横移模组和两组理线夹紧模组,所述理线横移模组的驱动端上连接有理线移动板,所述理线移动板上安装有理线电机,所述理线电机的驱动端连接有理线夹紧气缸,所述理线夹紧模组的驱动端上连接有线包夹紧座,所述线包夹紧座处于两个所述理线夹紧气缸之间,所述线包夹紧座的前方设置有线包背光板,所述线包夹紧座的后方设置有线包相机,所述线包夹紧座的下方设置有线包挡板气缸,所述线包挡板气缸的驱动端水平连接有线包挡板l型块,所述线包挡板l型块的上端压在所述线包夹紧座上。
5、作为一种优选的技术方案,所述前段龙门机械手包括两组前段机械手横移模组、两组前段机械手竖移模组和前段中竖移模组,所述前段机械手竖移模组固定在所述前段机械手横移模组的驱动端上,所述前段机械手竖移模组的驱动端上连接有前段铜线夹取气缸,所述前段中竖移模组的驱动端上连接有下探杆,所述下探杆的下端内部安装有抓线包杆,所述抓线包杆的上端连接有前段线包弹簧。
6、作为一种优选的技术方案,所述分线机构包括两组第一分线模组、两组第二分线模组、两组第三分线模组、两组铜线检测座和中部分线底盘,
7、两个所述第一分线模组分别位于所述中部分线底盘的两侧,所述第一分线模组的驱动端上连接有第一分线电机和第一夹子座,所述第一分线电机的驱动端安装有第一分线齿轮,所述第一夹子座沿着竖直方向活动,所述第一夹子座上固定有第一分线齿条,所述第一分线齿条与所述第一分线齿轮之间啮合传动,所述第一夹子座上安装有第一夹子气缸,所述第一夹子气缸的驱动端连接有第一活动夹,
8、两个所述第二分线模组分别位于所述中部分线底盘的两侧,所述第二分线模组的驱动端上连接有第二分线电机和第二夹子座,所述第二分线电机的驱动端安装有第二分线齿轮,所述第二夹子座沿着竖直方向活动,所述第二夹子座上固定有第二分线齿条,所述第二分线齿条与所述第二分线齿轮之间啮合传动,所述第二夹子座上安装有第二夹子气缸,所述第二夹子气缸的驱动端连接有第二活动夹,
9、两个所述第三分线模组分别位于所述中部分线底盘的两侧,所述第三分线模组的驱动端上连接有第三夹子座,所述第三夹子座上安装有第三夹子气缸,所述第三夹子气缸的驱动端连接有第三活动夹,
10、所述铜线检测座上安装有上下铜线气缸,所述上下铜线气缸的驱动端上连接有铜线检测台,所述铜线检测台上固定有左右铜线气缸和铜线检测光纤,所述左右铜线气缸的驱动端连接有检测活动夹,
11、所述中部分线底盘的两侧均设置有底座板,所述底座板上安装有铜线模组气缸,所述铜线模组气缸的驱动端上连接有移动底座,所述第一分线模组、所述第二分线模组、所述第三分线模组和所述铜线检测座均安装在所述移动底座上,
12、所述中部分线底盘上固定有线包分线顶升电机和刷线纵向气缸,所述线包分线顶升电机的驱动端连接有线包底座,所述线包底座的一端固定有翻盖侧板,所述翻盖侧板上固定有翻盖气缸,所述翻盖气缸的驱动端连接有翻盖齿条,所述翻盖侧板上铰接有翻盖压板,所述翻盖压板上转动连接有翻盖齿轮,所述翻盖齿条与所述翻盖齿轮之间啮合,所述翻盖压板压在所述线包底座上,所述线包底座的另外一端下方安装有顶起线包气缸,所述顶起线包气缸的驱动端连接有推线板,所述推线板沿着竖直方向活动在所述线包底座的内部,所述刷线纵向气缸的驱动端连接有刷线主支架,所述刷线主支架的两侧均固定有刷线横向气缸,所述刷线横向气缸的驱动端上连接有刷线活动块,所述刷线活动块上安装有若干刷线毛刷。
13、作为一种优选的技术方案,所述带治具抓取线包移动机构包括抓治具移动模块、开治具支架、开治具横推气缸、开治具下压气缸、分针板和线包治具,所述分针板位于所述开治具支架的下方,所述分针板上设置有竖直向上的分线针,所述开治具横推气缸固定在所述开治具支架的侧边,所述开治具横推气缸的驱动端与所述开治具下压气缸的固定端连接,所述开治具下压气缸的驱动端上连接有下压弹片,所述线包治具的两端均设置有钩针板,所述下压弹片压在所述钩针板上,所述钩针板与所述线包治具之间连接有钩针弹簧,所述钩针板上固定有活动钩针,所述活动钩针竖直向下穿过所述线包治具。
14、作为一种优选的技术方案,所述抓治具移动模块包括中段龙门横移板和中段竖移模组,所述中段竖移模组安装在所述中段龙门横移板的中部,所述中段竖移模组的驱动端上安装有夹治具气缸,所述夹治具气缸的两侧均设置有松钩针气缸。
15、作为一种优选的技术方案,所述后段龙门机械手包括两组后段机械手横移模组、两组后段机械手竖移模组和后段中竖移模组,所述后段机械手竖移模组固定在所述后段机械手横移模组的驱动端上,所述后段机械手竖移模组的驱动端上连接有后段铜线前后气缸,所述后段铜线前后气缸的驱动端上连接有后段铜线夹爪气缸,所述后段铜线夹爪气缸的驱动端上连接有后段夹爪连接板,所述后段夹爪连接板上铰接有后段夹线爪,所述后段中竖移模组的驱动端上连接有前后线包气缸和固定叉,所述前后线包气缸的驱动端上连接有移动叉,所述移动叉与所述固定叉夹持线包,所述移动叉的上方安装有辅助分铜线气缸,所述辅助分铜线气缸的驱动端连接有辅助分铜线夹爪,两个所述辅助分铜线夹爪分别处于所述移动叉的两侧。
16、作为一种优选的技术方案,所述绕线机构包括绕线底板、绕线调整座和绕线驱动电机,所述绕线底板上横向安装有绕线调整滑轨,所述绕线调整座滑动在所述绕线调整滑轨上,所述绕线调整座上安装有绕线调整模组,所述绕线调整模组的驱动端上连接有绕线组块,所述绕线驱动电机的驱动端上安装有齿轮箱,所述齿轮箱上连接有绕线传动轴,所述绕线传动轴的下端齿轮传动连接有切刀和绕针,所述绕线调整座的前端固定有隔板,所述隔板上固定有切管,所述切刀穿过所述切管,所述绕针穿过所述隔板。
17、作为一种优选的技术方案,所述自动上下料及胶壳压平机构包括平台大板、花篮顶升模组、上料花篮、推料底座和取料板,所述花篮顶升模组位于所述平台大板的下方,所述花篮顶升模组的驱动端竖直向上与所述上料花篮的底部连接,所述上料花篮沿着竖直方向活动在所述推料底座上,所述取料板横向移动在所述推料底座,所述上料花篮上设置有若干上料支撑板,纵向相邻的所述上料支撑板形成胶壳摆放槽,横向相邻的所述上料支撑板之间形成勾胶壳空位,所述取料板上成型有取料勾板。
18、作为一种优选的技术方案,所述平台大板上设置有胶壳输送模组,所述胶壳输送模组的驱动端上安装有胶壳治具座,所述胶壳治具座上固定有压平左右气缸,所述压平左右气缸的驱动端上连接有胶壳压座,所述胶壳压座的两端安装有压平上下气缸,所述压平上下气缸的驱动端上连接有胶壳压板。
19、本发明的有益效果为:提供一种网络变压器的分线入壳缠脚设备,该网络变压器的分线入壳缠脚设备将线包角度摆正后进行三根铜线的分线定位,然后进行检测和从治具中取出,在后段胶壳取出并位置摆好后放入前方移动的线包,进行绕线与剪线,得到网络变压器半成品,增加了治具搭载线包进行移位,减轻了同一组机械手需要处理过多的动作负担,减少了造成效率下降的情况,使用治具进行线包的移位可以节省机械手上的结构,提高了前后的生产效率匹配的适应性。
- 还没有人留言评论。精彩留言会获得点赞!