一种大尺寸永磁体与永磁体永磁体与钢一体化制造方法
本发明涉及一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造方法,采用金属气凝胶和合金粉末作为连接材料,避免了大尺寸钎焊连接部件的包围现象,提高了永磁体与永磁体、永磁体与钢一体化结构的稳定性和可靠性,属于焊接与连接。
背景技术:
1、钕铁硼(ndfeb)是一种以金属间化合物nd2fe14b为基的高性能稀土永磁材料,主要成分(质量百分比wt.%)含钕30%、硼1%,余量为铁。永磁同步电机是通过永磁体的电磁感应作用将磁性能和电性能进行转换的一种电磁装置;舍弗勒轮毂电驱动研发中心指出,采用钕铁硼永磁体作为永磁电机转子,保持磁体体积不变可提高输出功率50%以上。采用钕铁硼作为永磁同步电机转子,具有极高的磁能积和矫顽力,被应用于新能源汽车轮毂电机、无人机微型电机以及风力发电机组等新兴领域。
2、钕铁硼永磁体作为一种功能材料,根据生产工艺不同可分为烧结钕铁硼和粘结钕铁硼,其中烧结钕铁硼不含粘结剂,具有较强的稳定性能,与粘接钕铁硼相比,烧结钕铁硼存在各向异性,极易氧化,且脆性较大,机械加工难度较大,导致其实际应用受到了较大的限制;烧结钕铁硼稀土永磁体具有较低的居里温度,其组织和性能对温度变化都极为敏感。目前,钕铁硼磁体产品主要通过环氧树脂粘接、机械连接以及二者相结合方式进行连接或组装。环氧树脂粘接接头的室温抗剪强度τ:25-35mpa,弯曲强度σbb:23-30mpa,抗拉强度σ:30-40mpa,远低于烧结钕铁硼磁性材料自身强度,且接头脆性较大、抗剥离和抗冲击性能差,无法满足高性能电机的耐久性要求;机械连接法包括螺栓连接、铆接和套接,连接方法简单且价格便宜;但机械连接方法对微型电机和异性电机等的设计要求极高,易产生局部的应力集中导致接头破坏;与此同时,采用机械连接方法制造的永磁产品在高速运转过程中会由于热膨胀导致接头发生松弛,降低永磁电机的可靠性能。
3、近年来,随着焊接技术创新和焊接新材料的不断涌现,采用焊接技术连接钕铁硼异质材料已成为产业热衷的技术解决方案,见(1)journal of manufacturing processes,2010,210(6):885-891;(2)metals,2016,6(202):1-9;(3)清华大学学报(自然科学版),2014,54等,相关专利有发明专利cn103971918b、cn111151917a和cn107363358b等,上述论文和专利涉及到的焊接技术有激光焊、钎焊、点焊、扩散焊和搅拌摩擦焊等。高性能钕铁硼永磁体自身脆性、易氧化和腐蚀属性,在焊接热过程的作用下,磁体与钢等异质材料连接界面存在较大的内应力,极易产生界面裂纹,甚至崩裂断,影响永磁体连接的可靠性能;此外,为扩大永磁体的应用领域,发挥钕铁硼永磁体的强磁场效应,实现大尺寸钕铁硼永磁体的连接,也成为该领域技术突破的关键行业广泛关注的关键技术问题。
技术实现思路
1、本发明的目的是提供一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造工艺与方法,采用烧结钎焊方法、金属气凝胶和合金粉末作为连接材料,避免了大尺寸钎焊连接部件的包围现象,提高永磁体与永磁体、永磁体与钢一体化结构的稳定性和可靠性。
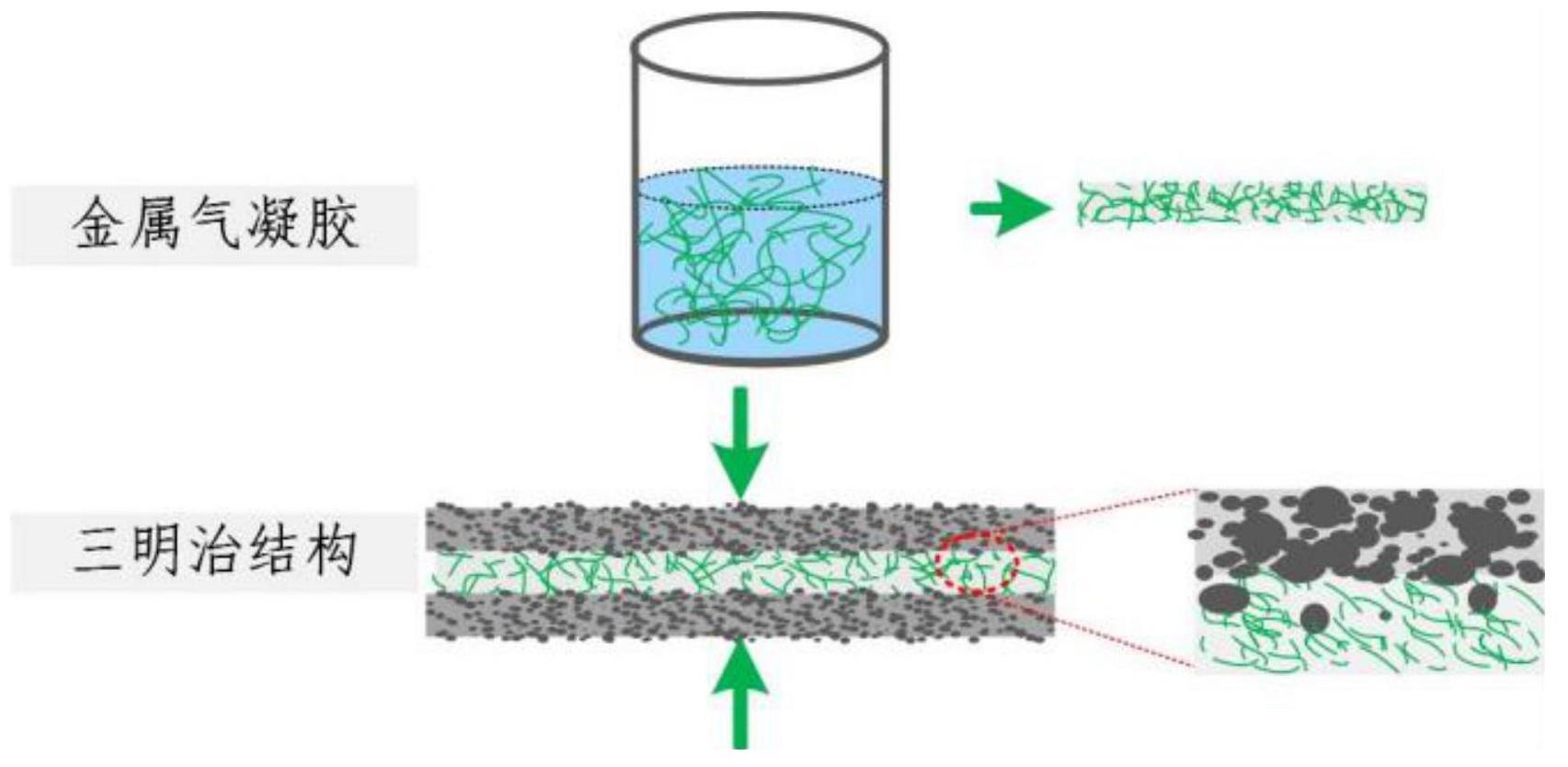
2、本发明所述的一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造方法,其核心技术是:采用金属气凝胶和合金粉末作为连接材料,实现钕铁硼大尺寸部件的一体化连接,(1)金属气凝胶与合金粉末通过等静压形成复合材料,减小钎焊连接界面的残余应力;(2)复合连接材料的间隙为气体扩散提供了通道,降低了界面缺陷的可能,特别是大包围现象的产生。
3、本发明是采用如下技术方案实现的,结合附图1说明如下。
4、本发明的上述目的是这样实现的:一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造工艺与方法。包括以下工艺步骤:
5、第一步,金属气凝胶制备:
6、采用溶胶-凝胶方法以nabh4为还原剂,在水溶液中还原cucl2·2h2o,获得纯铜金属气凝胶。首先将盐放入水中,50℃搅拌3分钟,随后迅速注入nabh4溶液,形成悬浊液后,静置2小时,用去离子水清洗干净后冷冻干燥后得到纯铜金属气凝胶;激光切割成厚度为10mm块体备用。
7、第二步,连接材料制备:
8、采用多元锌锡铜铋钕混合粉末,成分按质量百分比计(wt.%)为:锡5%,铜2%,铋2%,钕1.5%,余量为锌,采用球磨机混合研磨后压制成片状;将金属气凝胶与合金粉末压片装配成三明治结构,氩气气氛中加热,温度410℃,施加压力10mpa,制备气凝胶-合金复合连接材料。
9、第三步,装配与钎焊:
10、将钕铁硼永磁体在50-60℃进行碱性脱脂后,机械抛光;将钕铁硼永磁体、连接材料与永磁体或钢进行装配,氩气保护下施加压力5~20mpa,80-100℃预热5分钟,随后升温至410~450℃,保温3~5分钟,形成圆滑钎角后,随炉冷却至室温。
11、钕铁硼磁性材料具有较小的热膨胀系数,且脆性较大,与铁磁性材料的性能有较大差异,大尺寸连接过程中的焊接间隙难以保持稳定,且界面易产生钎焊缺陷,造成连接面积减小、强度降低等问题;此外大尺寸磁性材料对温度的变化敏感,连接温度过长或过高,界面易生成氧化物,降低连接材料对母材的润湿性。气凝胶作为一种低密度固体材料,利用其多孔性、高吸附性等特点,与合金粉末形成复合连接材料,一方面确保焊接间隙一致性,另一方面降低界面的包围以及夹渣等缺陷的产生,确保了焊缝连接接头性能的稳定性和可靠性。
12、钎焊过程中,永磁体可采用带镀层或不带镀层的钕铁硼,其中带镀层的钕铁硼可降低焊接过程的保温时间,对预热及加热温度的影响较小。大尺寸钕铁硼连接过程中通过施加预热过程,降低连接过程中的加热速率,减小钕铁硼磁性能的损失;钎焊过程中采用含钕的合金粉末与纯铜气凝胶作为连接材料,在钎料润湿以及界面扩散过程中降低液固界面张力,提高润湿性能;在钕锌合金与纯铜气凝胶界面在短时间下迅速形成部分微/纳米冶金结合,该过程,通过增加压力,可增加复合连接层的稳定性。
13、与现有技术相比,本发明的有益效果是:
14、本发明所述的一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造方法,采用烧结方法,将金属气凝胶和合金粉末形成具有微/纳米冶金结合界面的复合连接材料,钎焊过程中避免了大尺寸部件连接过程中的包围现象,降低了界面残余应力,提高大尺寸永磁体与永磁体、永磁体与钢一体化结构的稳定性和可靠性。
技术特征:
1.一种大尺寸钕铁硼永磁体与永磁体永磁体与钢一体化制造方法,其特征在于,采用金属气凝胶和合金粉末作为连接材料,包括以下工艺步骤:
技术总结
一种大尺寸钕铁硼永磁体与永磁体、永磁体与钢一体化制造方法,采用烧结钎焊方法,将金属气凝胶和合金粉末形成具有微/纳米冶金结合界面的复合连接材料,以金属气凝胶和合金粉末作为连接材料,包括以下工艺步骤:第一步,金属气凝胶制备,第二步,连接材料制备,第三步,装配与钎焊。钎焊过程中避免了大尺寸部件连接过程中的包围现象,接头成型良好,钎焊接头强度50~71MPa,可实现跌落60次后接头未开裂。
技术研发人员:邢飞,邱小明,梁静伟,徐宇欣,苏金龙
受保护的技术使用者:吉林大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!