一种电池模组PACK生产线的电芯预处理一体设备的制作方法
本发明涉及电池生产设备,特别涉及一种电池模组pack生产线的电芯预处理一体设备。
背景技术:
1、近年来新能源动力的迅猛发展,封装可靠度高、系统能量效率高、相对重量轻、能量密度较高、结构较为简单的方形铝壳电池快速成为了锂电池行业的新宠,各行各业市场需求都呈出现快速增长的态势。在新能源方形硬壳电池模组的生产制造过程中,需要将将检测合格后的电芯与侧板、端板、盖板、连接片等组件进行配对上线,然后将电芯根据一定的串并联顺序进行堆叠,为后续的侧板焊接、加热静置、busbar焊接、打包等工序提供基础。
2、在电芯堆叠前,往往还需要进行电芯及端板、盖板等组件进行上料、清洁、点胶等工序,而当前随着新能源汽车的快速发展,动力电池的电芯和模组的尺寸规格也越来越丰富多变。
3、但由于这是一种新兴技术,因此制造工艺还处在相对不成熟的阶段,例如在电芯处理阶段,无法将电芯的工艺步骤实现完全自动一体化,或者自动化不完善,将每个工序分散作业。
技术实现思路
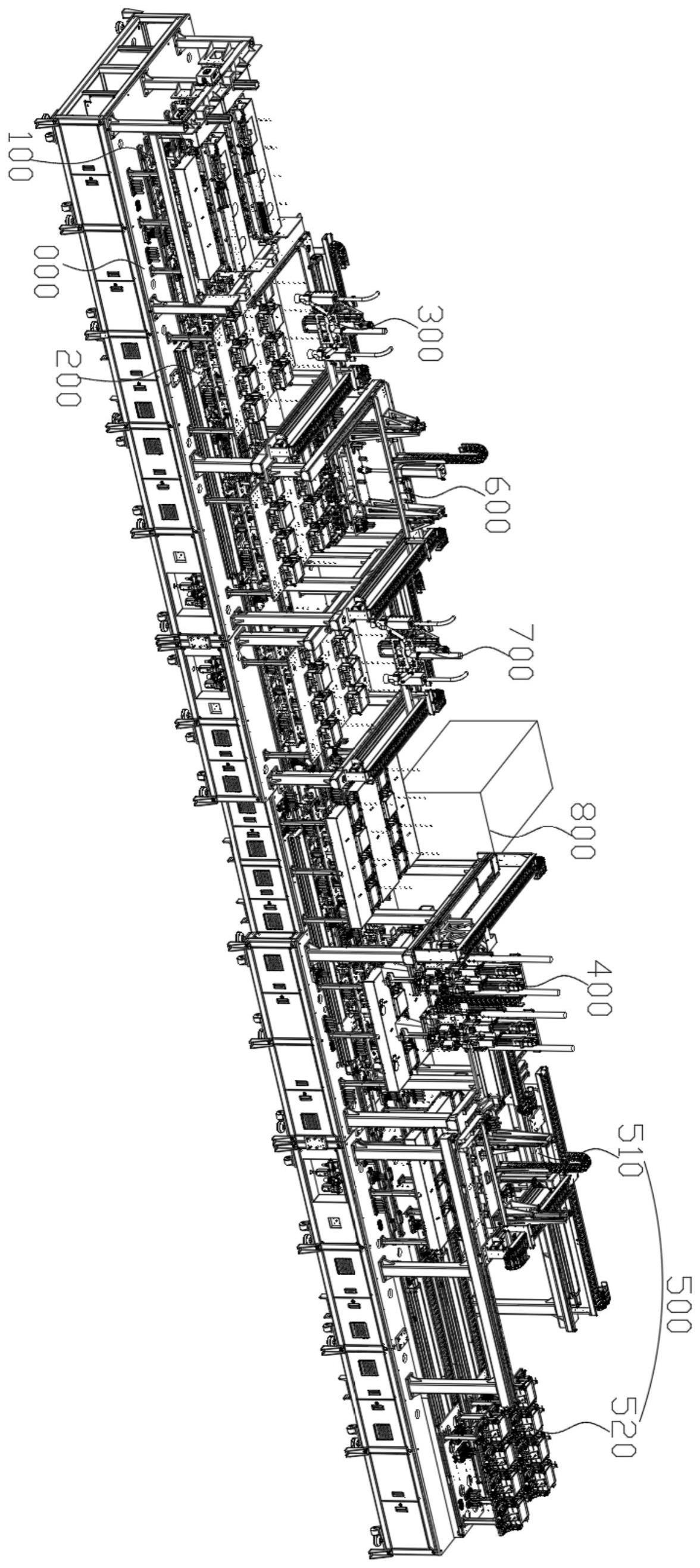
1、根据本发明的一个方面,提供了一种电池模组pack生产线的电芯预处理一体设备,包括机台以及设于机台上的
2、若干工作平台,阵列分布在机台上,工作平台上设置有若干加工治具;
3、运输装置,位于工作平台的下方,能够将工件在各个工作平台中流通,运输装置设有输送夹具,工作平台上设有输送通道,加工治具沿输送通道分布,输送通道、加工治具均设有避空部;输送夹具穿透所述避空部(111)并贯穿若干工作平台;
4、第一清洗装置,设于其中一个工作平台的上方,配置为对工件的表面进行等离子清洗;
5、预堆叠装置,一部分设于另外一个工作平台的上方,另一部分设于该工作平台的一侧,配置为对工件进行堆叠;
6、涂胶装置,位于第一清洗装置、预堆叠装置之间,位于工作平台的上方,配置为对工件的表面进行涂胶。
7、本发明提供一种用于电池模组pack生产线的电芯预处理一体自动化设备。通过阵列分布的若干工作平台以及贯通若干工作平台的运输装置,将电芯输入每个工作平台中进行处理步骤,集清洗、涂胶、预堆叠等步骤一体化,减少运输时间,从而形成电芯模组,保证了电芯依次有序输送到各工序进行一对一加工处理,极大的保障了电芯模组质量,且通过多线对称式进行,从而实现了高效生产。通过在生产线后端设置电芯堆叠单元,对加工处理后的电芯进行堆叠,从而实现了电芯模组的组成,且通过电芯堆叠单元的转动设置,极大保证了电芯堆叠单元的灵活性和高机动性,使得电芯堆叠单元可根据需要与下一生产工序进行组合使用,从而实现电芯模组整体生产一体化。本设备实现了电芯堆叠形成电池模组的生产线自动化,实现了模块化到整体化的自动化生产过程,提高了生产效率和生产质量。
8、在一些实施方式中,运输装置包括导轨、若干拨叉机构、第一驱动组件,若干拨叉机构可滑动地设于导轨上,若干拨叉机构同步连接,第一驱动组件设于导轨的一侧且至少与一个拨叉机构驱动连接。
9、由此,运输装置通过第一驱动组件驱动若干拨叉机构对工件进行输送,在第一驱动组件的驱动下,若干拨叉机构以踏步形式对工件进行输送。
10、在一些实施方式中,拨叉机构包括移动支架、升降支架、第一驱动件、第二驱动件以及若干输送夹具组件,移动支架通过滑块设于导轨上,升降支架可竖直滑动地设于移动支架上,第一驱动件设于移动支架上且与升降支架驱动连接,若干输送夹具组件阵列在升降支架上,第二驱动件设于升降支架上,第二驱动件的驱动端通过同步杆与若干输送夹具组件的开夹驱动端连接。
11、由此,拨叉机构由上述结构组成。移动支架受驱动在导轨上滑动,第一驱动件驱动升降支架竖直运动,能够使输送夹具组件靠近或远离工作平台;通过第二驱动件实现若干输送夹具组件的开夹-夹紧动作,同时对工件进行夹紧。拨叉机构能够从工作平台中,抓取工件并将其顶出;或,将工件放在工作平台的治具中。
12、在一些实施方式中,输送夹具组件包括:载料板、底板以及分别设于所述载料板两端的限位杆,还包括连接杆和承接板,载料板的两端分别开设有凹槽部并能够容纳所述限位杆,两根所述限位杆之间通过弹性部件连接,限位杆底部与所述底板连接并能够在所述底板上滑动,所述连接杆一端连接于所述载料板一侧底部,连接杆的另一端连接于所述承接板的一侧,所述承接板的底部与所述同步杆连接。由此,有利于所有输送夹具组件225对工件进行夹紧,同时便于整体作业,提高效率。在一些实施方式中,工作平台上设有输送通道,加工治具沿输送通道分布,输送通道、加工治具均设有供输送夹具组件穿透的避空部。
13、由此,为了供输送夹具组件移动通过以及让输送夹具组件竖直进入加工治具的工作端,输送通道、加工治具均设置了避空部。
14、在一些实施方式中,第一清洗装置包括第二驱动组件、第三驱动组件、第四驱动组件、第一机架、喷液器以及除尘器,第一机架设于机台上,第二驱动组件设于第一机架上,第三驱动组件设于第二驱动组件的驱动端,第四驱动组件设于第三驱动组件的驱动端,喷液器设于第四驱动组件的驱动端,除尘器设于喷液器外。
15、由此,清洗装置由上述结构组成。第二驱动组件、第三驱动组件、第四驱动组件负责驱动喷液器、除尘器在三维空间内移动,从而靠近或远离作业目标。喷液器负责对工件表面喷洒清洁液,而除尘器则负责吸走清洁液以及脏污。
16、在一些实施方式中,涂胶装置包括包括第二机架、第五驱动组件、第六驱动组件、第七驱动组件、涂胶机构以及检测机构;
17、第二机架设于机台上,第五驱动组件设于第二机架上,第六驱动组件设于第五驱动组件的驱动端,第七驱动组件设于第六驱动组件的驱动端,涂胶机构、检测机构均设于第七驱动组件的驱动端。
18、由此,涂胶装置由上述结构组成。第五驱动组件、第六驱动组件、第七驱动组件负责驱动涂胶机构、检测机构在三维空间内移动,从而靠近或远离作业目标。涂胶机构负责对工件表面进行涂胶处理,而检测机构则负责对工件的表面涂胶情况进行检查。
19、在一些实施方式中,预堆叠装置包括第三机架、移料机构、堆叠机构,第三机架设于机台上,堆叠机构设于该工作平台的一侧;移料机构设于第三机架上,移料机构位于堆叠机构、工作平台的上方。
20、移料机构包括第九驱动组件、第十驱动组件、第十一驱动组件、若干第二抓手,第九驱动组件设于第三机架上,第十驱动组件设于第九驱动组件的驱动端,第十一驱动组设于第十驱动组件的驱动端,第十一驱动组件的驱动端设有升降板,若干第二抓手阵列分布在升降板上。
21、堆叠机构包括第十二驱动组件、堆叠载台、若干堆叠夹具组件,第十二驱动组件设于机台上,堆叠载台设于第十二驱动组件的驱动端,若干堆叠夹具组件阵列分布在堆叠载台上。
22、由此,预堆叠装置由上述结构组成。
23、在一些实施方式中,一种电池模组pack生产线的电芯预处理一体设备还包括设于机台上的翻转装置、第二清洗装置,翻转装置、第二清洗装置并排设置且分布在第一清洗装置、涂胶装置之间,翻转装置、第二清洗装置位于工作平台的上方;
24、翻转装置配置为对工件进行翻转;
25、第二清洗装置对工件的表面进行等离子清洗。
26、由此,通过翻转装置对工件进行翻转后,第二清洗装置对工件进行第二次清洁,从而保证工件的两面都干净。
27、在一些实施方式中,翻转装置包括第四机架、第十三驱动组件、移动板、第八驱动组件、若干旋转驱动件、若干第一抓手组件;
28、第四机架设于机台上,第十三驱动组件设于第四机架上,移动板设于第十三驱动组件的驱动端,第八驱动组件设于移动板上,第八驱动组件的驱动端设有安装板,若干旋转驱动件阵列分布在安装板上,第一抓手组件设有旋转驱动件的驱动端。
29、由此,第十三驱动组件负责驱动第一抓手组件升降移动,第八驱动组件负责驱动第一抓手组件前后移动,旋转驱动件负责驱动第一抓手组件旋转,从而实现对工件的翻转。
30、在一些实施方式中,一种电池模组pack生产线的电芯预处理一体设备还包括贴胶装置,贴胶装置位于第二清洗装置、涂胶装置之间,贴胶装置配置为对工件的表面进行贴胶。
31、由此,本设备还留有贴胶装置,能够对工件的表面贴上标签/铭牌,以分辨该电芯模组的规格。
- 还没有人留言评论。精彩留言会获得点赞!