蓄电设备的制造方法与流程
本发明涉及在构成壳体的一部分的壳体部件经由树脂部件而固定有端子部件的电池或电容器等的蓄电设备的制造方法。
背景技术:
1、作为蓄电设备,公知有经由嵌件成型而成的树脂部件而在长方体箱状的壳体分别固定设置有正负的端子部件的方形的电池。具体而言,壳体由具有矩形环状的开口部的有底方筒状的主体部件、和以封闭开口部的形态遍及整周与主体部件接合的矩形板状的盖部件构成。另外,正负的端子部件分别插通于设置在盖部件的1对插通孔内,从壳体的内部向外部延伸。而且,1对树脂部件分别使盖部件与端子部件之间绝缘,且与盖部件以及端子部件接合,从而将端子部件固定于盖部件。
2、这样的电池通过以下的方法来进行组装。即,以在盖部件的1对插通孔内插通有正负的端子部件的状态,对1对树脂部件进行嵌件成型,从而经由树脂部件将端子部件与盖部件一体化。接着,将该盖组件的正负的端子部件与电极体的正负的集电部分别连接。之后,将该电极体插入主体部件内,用盖部件堵塞主体部件的开口部,并以遍及整周的方式进行激光焊接来形成壳体。作为相关的现有技术,例如可以举出专利文献1、2(参照专利文献1的图1、图2等以及专利文献2的图1~图3等)。
3、专利文献1:日本特开2010-272324号公报
4、专利文献2:日本特开2018-097978号公报
5、然而,在上述的嵌件成型时,在盖部件(壳体部件)存在于浇口的正面的情况下,从浇口射出的熔融树脂碰到盖部件(壳体部件),因此无法使熔融树脂顺畅地遍布于模腔整体。因此,存在若熔融树脂的树脂压力较低则在制成的树脂部件的内部形成有气泡的情况。另一方面,存在若为了抑制该气泡产生而提高树脂压力则在盖部件(壳体部件)中的熔融树脂所接触的部位产生变形的情况。
技术实现思路
1、本发明是鉴于该现状而完成的,提供蓄电设备的制造方法,能够制造在使端子部件与壳体部件绝缘且将端子部件固定于壳体部件的树脂部件的内部没有气泡、且在壳体部件没有变形的蓄电设备。
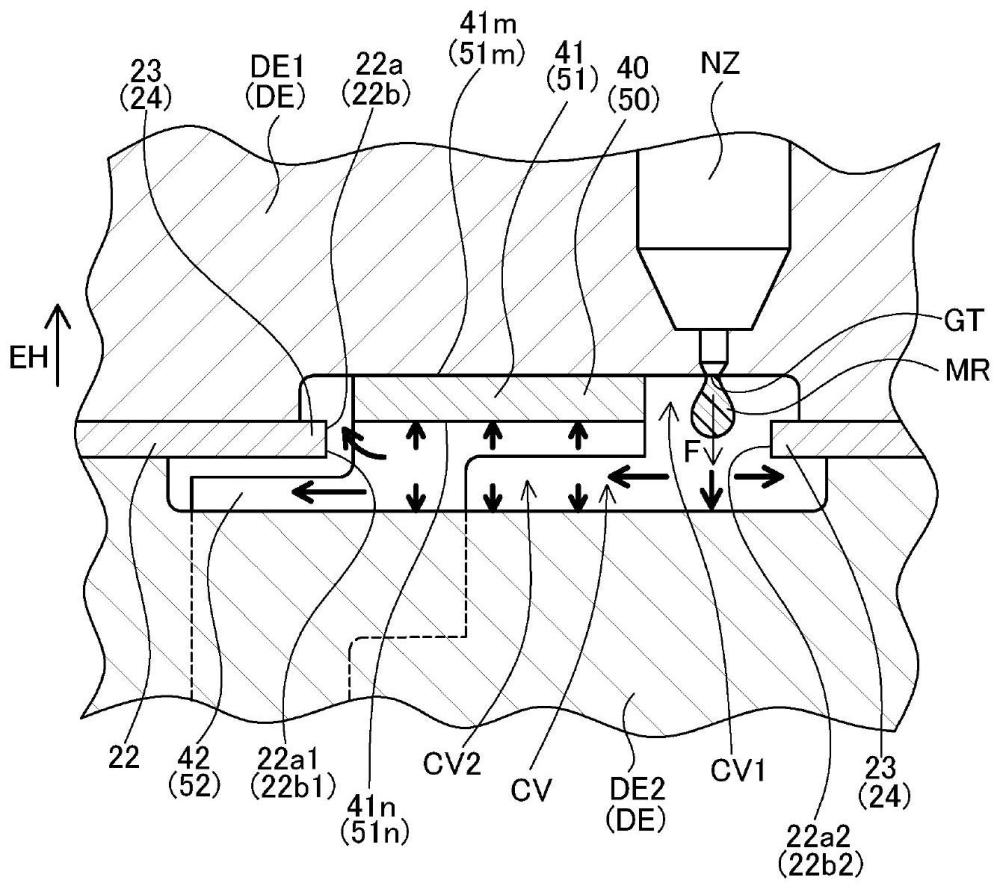
2、(1)用于解决上述课题的本发明的1个方式是一种蓄电设备的制造方法,上述蓄电设备具备:壳体部件,其具有插通孔;端子部件,其插通于上述壳体部件的上述插通孔内;以及树脂部件,其使上述壳体部件与上述端子部件之间绝缘,并与上述壳体部件以及上述端子部件分别接合,从而将上述端子部件固定于上述壳体部件,其中,上述蓄电设备的制造方法具备嵌件成型工序,以在上述壳体部件的上述插通孔内插通有上述端子部件的状态,对上述树脂部件进行嵌件成型,在上述嵌件成型工序中,使上述壳体部件的上述插通孔位于向由上述壳体部件、上述端子部件以及成型模具构成的模腔内射出熔融树脂的浇口的正面,使从上述浇口射出而前进的上述熔融树脂通过上述插通孔而流入上述模腔中的比上述壳体部件靠与上述浇口相反的一侧的浇口反侧空间内,从而使上述熔融树脂遍布于上述模腔整体来成型上述树脂部件。
3、在上述的蓄电设备的制造方法中,在嵌件成型工序中,使壳体部件的插通孔位于浇口的正面,使从浇口射出的熔融树脂通过插通孔而流入模腔的浇口反侧空间内,从而遍布于模腔整体,因此能够使熔融树脂顺畅地遍布于模腔整体。因此,即使降低熔融树脂的树脂压力,也能够成型在内部没有气泡的树脂部件。另一方面,由于能够降低树脂压力,所以能够防止在壳体部件产生变形的情况。如此,能够制造在树脂部件的内部没有气泡且在壳体部件没有产生变形的蓄电设备。
4、(2)进一步可以为如下的蓄电设备的制造方法,即,在(1)记载的蓄电设备的制造方法中,上述插通孔具有:插通部,其供上述端子部件进行插通;以及切口部,其从上述插通部延伸,在上述嵌件成型工序中,使上述插通孔中的上述切口部位于上述浇口的上述正面来进行上述嵌件成型工序。
5、在蓄电设备的设计上,存在想要尽可能缩小树脂部件的情况,因此,存在想要将插通孔也尽可能缩小的情况。由于上述插通孔具有供端子部件进行插通的插通部、和从插通部延伸的切口部,所以与使插通孔的整体形状为矩形或长圆形等的情况相比,能够缩小插通孔,从而缩小树脂部件。而且,尽管插通孔以及树脂部件较小,也能够制造在树脂部件的内部没有气泡且在壳体部件没有产生变形的蓄电设备。
6、(3)进一步可以为如下的蓄电设备的制造方法,即,在(1)或(2)记载的蓄电设备的制造方法中,上述端子部件具有端子外侧平板部,该端子外侧平板部呈平板状,位于上述壳体部件的外侧,包含露出的平面状的端子顶面,上述树脂部件具有树脂外侧框状部,该树脂外侧框状部位于上述壳体部件的上述外侧,以包围上述端子部件的上述端子外侧平板部的周围的框状与上述端子外侧平板部的上述端子顶面成为同一面。
7、在蓄电设备具备具有上述端子顶面的端子部件以及具有树脂外侧框状部的树脂部件的情况下,当进行嵌件成型时,为了形成树脂外侧框状部,供给至端子外侧平板部的周围的熔融树脂的一部分进一步流入至端子外侧平板部的端子顶面与成型模具之间,而容易在嵌件成型后的端子顶面上产生树脂毛刺。
8、但是,在上述制造方法中,由于能够如上述那样降低树脂压力,所以能够抑制供给至端子外侧平板部的周围的熔融树脂的一部分进一步流入至端子外侧平板部的端子顶面与成型模具之间。进一步流入到模腔的浇口反侧空间内的熔融树脂绕入端子外侧平板部的端子背面而从端子背面侧将端子外侧平板部按压于成型模具,从而使得端子顶面紧贴于成型模具。因此,能够有效地抑制熔融树脂流入成型模具与端子顶面之间的情况。
技术特征:
1.一种蓄电设备的制造方法,所述蓄电设备具备:
2.根据权利要求1所述的蓄电设备的制造方法,其特征在于,
3.根据权利要求1或2所述的蓄电设备的制造方法,其特征在于,
技术总结
本发明提供能够制造在将端子部件固定于壳体部件的树脂部件的内部没有气泡且在壳体部件没有产生变形的蓄电设备的蓄电设备的制造方法。蓄电设备(1)的制造方法具备嵌件成型工序(S1),以在壳体部件(22)的插通孔(22a、22b)内插通有端子部件(40、50)的状态,对树脂部件(60、70)进行嵌件成型。在该嵌件成型工序(S1)中,使壳体部件(22)的插通孔(22a、22b)位于浇口(GT)的正面F,使从浇口(GT)射出而前进的熔融树脂(MR)通过插通孔(22a、22b)而流入模腔(CV)中的浇口反侧空间(CV2)内,从而使熔融树脂(MR)遍布于模腔(CV)整体来成型树脂部件(60、70)。
技术研发人员:江原强,内田阳三,佐藤友纪,土屋诏一,浅井正孝,浅野刚史,内村将大,松本繁,永野泰章
受保护的技术使用者:泰星能源解决方案有限公司
技术研发日:
技术公布日:2024/5/20
- 还没有人留言评论。精彩留言会获得点赞!