一种超导磁体预应力施加装置及其加工方法
本发明涉及超导磁体,尤其涉及一种超导磁体预应力施加装置及其加工方法。
背景技术:
1、超导磁体是利用超导电性产生强磁场或磁场位型的电磁装置,超导磁体是由超导材料制成的超导线圈和固定超导线圈的支撑结构等组成。超导磁体通常运行在极低温、大电流、强磁场环境下,承受较大的复杂应力作用,此时,超导线圈会发生移动,超导线圈的位移或者由于位移导致的相邻超导线圈相互窜动摩擦生热等都极易导致超导磁体的失超,超导线圈的移动还会影响磁场强度和磁场质量。因此,有效控制超导线圈的位移程度是超导磁体研制的关键问题。
2、现有技术中,为克服应力带来的影响,中国科学近代物理研究所在研制第三代超导离子源时采用“热套”的过盈配合,这种配合方式对零部件的加工精度高,过盈量不可调,装配困难,且具有不可再拆卸性。
技术实现思路
1、有鉴于此,本发明实施例提供一种超导磁体预应力施加装置及其加工方法,主要用于解决现有技术中超导线圈应力对超导磁体性能产生影响的问题。
2、为达到上述目的,本发明主要提供如下技术方案:
3、一方面,本发明提供了一种超导磁体预应力施加装置,用于超导磁体,超导磁体包括超导线圈以及围绕支撑结构设置的超导线圈,超导磁体预应力施加装置用于由超导线圈和支撑结构之间作用于超导线圈,超导磁体预应力施加装置包括:
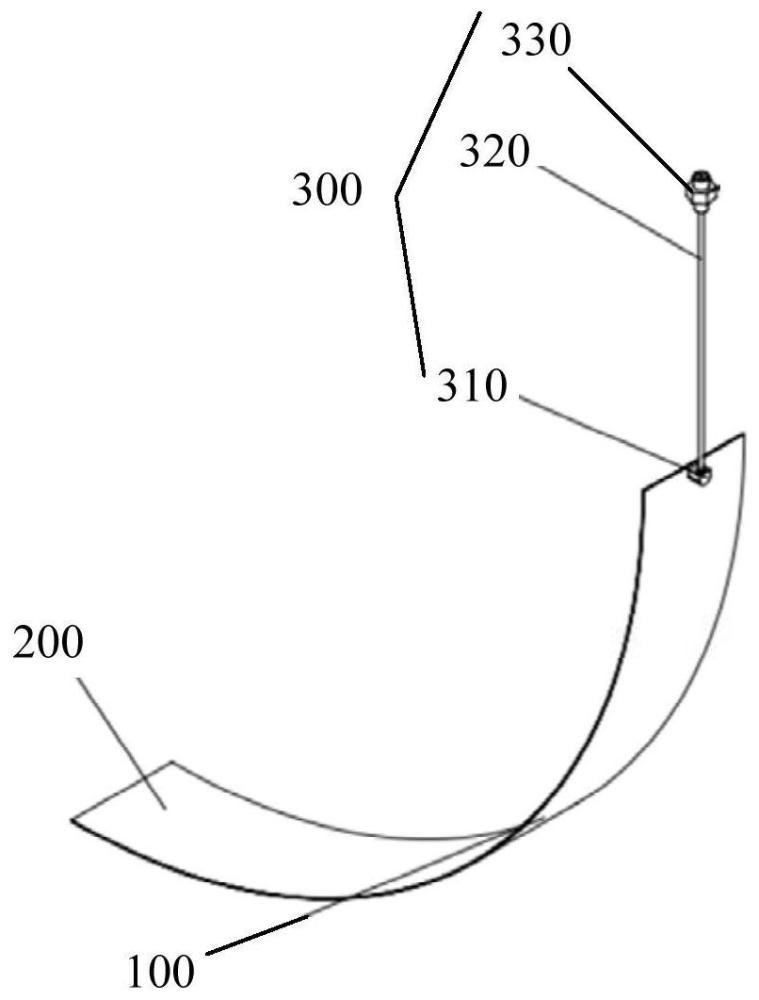
4、上板材(100)和下板材(200),上板材(100)和下板材(200)层叠设置,且边缘连接,上板材(100)和下板材(200)的面型与支撑结构的至少部分区域外轮廓相适配;
5、注入组件(300),注入组件(300)与上板材(100)和下板材(200)其中至少一个连接,且与上板材(100)和下板材(200)之间连通,注入组件(300)用于向上板材(100)和下板材(200)之间注入介质,以使得上板材(100)和下板材(200)受到压力形变,而对超导磁体施加预应力。
6、其中,上板材(100)上开设有通孔,注入组件(300)包括注入接头(310)、接管(320)和卡套接头(330),注入接头(310)与上板材(100)连接,接管(320)分别与注入接头(310)和卡套接头(330)连接,通孔、注入接头(310)、接管(320)和卡套接头(330)依次连通,注入组件(300)用于通过通孔向上板材(100)和下板材(200)之间注入介质。
7、其中,通孔的边沿外周处设置有一周环形凸台,注入组件(300)与环形凸台连接。
8、其中,上板材(100)和下板材(200)均为不锈钢板;
9、上板材(100)的边缘和下板材(200)的边缘通过激光焊接连接。
10、另一方面,本发明还提供了一种超导磁体预应力施加装置的加工方法,超导磁体预应力施加装置用于超导磁体,超导磁体包括超导线圈以及围绕超导线圈设置的支撑结构,超导磁体预应力施加装置用于由超导线圈和支撑结构之间作用于超导线圈,超导磁体预应力施加装置的加工方法包括:
11、切割上板材和下板材;
12、在上板材上加工通孔;
13、采用指定焊接工艺在上板材上焊接注入接头,注入接头与通孔连通;
14、加工上成型模具和下成型模具;
15、将上成型模具和下成型模具安装在夹具上,将上板材和下板材放置于上成型模具和下成型模具之间,并使上板材和下板材的边缘对齐;
16、调整夹具夹紧上成型模具和下成型模具;
17、采用指定焊接工艺焊接上板材的边缘和下板材的边缘;
18、采用指定焊接工艺在注入接头上焊接接管,在接管上焊接卡套接头,接管和卡套接头均与注入接头连通,继而形成超导磁体预应力施加装置。
19、其中,切割上板材和下板材的步骤,具体包括:
20、选取满足预设条件的不锈钢板,预设条件包括:不锈钢板的厚度大于等于0.25mm,且小于等于1.5mm,不锈钢板的含碳量低于预设含碳量;
21、根据预设承压范围和支撑结构的外轮廓确定上板材和下板材的实际尺寸和形状,预设承压大于等于0mpa,且小于等于120mpa;
22、根据实际尺寸和形状确定上板材和下板材的展平等效尺寸;
23、根据展平等效尺寸将不锈钢板切割为上板材和下板材。
24、其中,根据展平等效尺寸将不锈钢板切割为上板材和下板材的步骤,具体包括:
25、采用激光切割机床根据展平等效尺寸将不锈钢板进行粗切割;
26、采用线切割机床对粗切割后的不锈钢板进行精加工,得到上板材和下板材。
27、其中,上成型模具上开设有让位豁口;
28、加工上成型模具和下成型模具的步骤,具体包括:根据支撑结构的外部形状、上板材的实际尺寸和下板材的实际尺寸确定上成型模具和下成型模具的形状和实际尺寸,上成型模具和下成型模具的实际尺寸小于上板材和下板材的实际尺寸;根据上成型模具和下成型模具的形状和实际尺寸加工上成型模具和下成型模具;在上成型模具上加工让位豁口;
29、将上成型模具和下成型模具安装在夹具上,将上板材和下板材放置于上成型模具和下成型模具之间,并使上板材和下板材的边缘对齐的步骤,具体包括:
30、将上成型模具和下成型模具安装在夹具上,上成型模具和下成型模具相对;将上板材和下板材放置于上成型模具和下成型模具之间,并使上板材和下板材的边缘对齐,使上板材和下板材的边缘外漏于上成型模具和下成型模具外侧,且使通孔位于让位豁口中。
31、其中,夹具为气动夹具,夹具的气源压力大于等于0.8mpa,夹具的加持压力大于等于0.6mpa;
32、和/或,指定焊接工艺为激光焊接,激光焊接功率大于等于30w,且小于等于140w。
33、其中,采用指定焊接工艺在注入接头上焊接接管,在接管上焊接卡套接头,形成超导磁体预应力施加装置的步骤之前,还包括:
34、对接管通入空气判断接管是否堵塞;
35、采用指定焊接工艺在注入接头上焊接接管,在接管上焊接卡套接头,接管和卡套接头均与注入接头连通,继而形成超导磁体预应力施加装置的步骤之后,还包括:
36、对超导磁体预应力施加装置进行检漏测试:目视查看,将卡套接头与真空泵组相连,开启真空泵组,判断超导磁体预应力施加装置的真空度是否大于10-3pa。
37、本发明提出的超导磁体预应力施加装置及其加工方法,主要通过两块金属薄板焊接形成,且与支撑结构外轮廓相适配,实现可以插入到支撑结构和超导线圈之间,通过对两块金属薄板之间通入高压水等介质,可实现超导磁体预应力施加装置整体的膨胀,继而对超导线圈施加预应力,通过键条锁定预应力,避免超导线圈由于应力移位带来的影响。
技术特征:
1.一种超导磁体预应力施加装置,其特征在于,用于超导磁体,所述超导磁体包括超导线圈以及围绕所述超导线圈的支撑结构,所述超导磁体预应力施加装置用于由所述超导线圈和所述支撑结构之间作用于所述超导线圈,所述超导磁体预应力施加装置包括:
2.根据权利要求1所述的超导磁体预应力施加装置,其特征在于,
3.根据权利要求1所述的超导磁体预应力施加装置,其特征在于,
4.根据权利要求1所述的超导磁体预应力施加装置,其特征在于,
5.一种超导磁体预应力施加装置的加工方法,其特征在于,所述超导磁体预应力施加装置用于超导磁体,所述超导磁体包括超导线圈以及围绕所述超导线圈设置的支撑结构,所述超导磁体预应力施加装置用于由所述超导线圈和所述支撑结构之间作用于所述超导线圈,所述超导磁体预应力施加装置的加工方法包括:
6.根据权利要求5所述的超导磁体预应力施加装置的加工方法,其特征在于,所述切割上板材和下板材的步骤,具体包括:
7.根据权利要求6所述的超导磁体预应力施加装置的加工方法,其特征在于,所述根据所述展平等效尺寸将所述不锈钢板切割为所述上板材和所述下板材的步骤,具体包括:
8.根据权利要求5所述的超导磁体预应力施加装置的加工方法,其特征在于,
9.根据权利要求5所述的超导磁体预应力施加装置的加工方法,其特征在于,
10.根据权利要求5所述的超导磁体预应力施加装置的加工方法,其特征在于,
技术总结
本发明公开了一种超导磁体预应力施加装置及其加工方法,主要通过与支撑结构外轮廓相适配,实现插入到支撑结构和超导线圈之间,通过对两块金属板之间通入介质,可实现超导磁体预应力施加装置整体膨胀,对超导磁体施加预应力,通过键条锁定预紧力。本发明的主要技术方案为:一种超导磁体预应力施加装置,包括:上板材和下板材,上板材和下板材层叠设置,且边缘连接,上板材和下板材的面型与支撑结构的至少部分区域外轮廓相适配;注入组件,注入组件与上板材和下板材其中至少一个连接,且与上板材和下板材之间连通,注入组件用于向上板材和下板材之间注入介质,以使得上板材和下板材受到压力形变,而对超导磁体施加预应力,通过键条锁定预紧力。本发明主要用于对超导磁体施加预应力。
技术研发人员:吴北民,任文辉,梅恩铭,陈玉泉,卢家琪,董学城,姚庆高,孙良亭
受保护的技术使用者:中国科学院近代物理研究所
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!