卷绕装置及电芯制作设备的制作方法
本技术涉及电池制造设备,特别是涉及一种卷绕装置及电芯制作设备。
背景技术:
1、在锂电池行业中,卷绕裸电芯overhang一直是困扰行业的难题。overhang指的是阳极极片长度和宽度方向多出阴极极片之外的部分,如果裸电芯没有overhang,即阳极没有接受锂离子的位置,则锂离子会在阳极表面析出,形成锂枝晶,刺穿隔膜,造成电池内短路,引发热失控。
2、现有的卷绕装置通常需要分别对隔膜、阴极、阳极进行裁切,以将隔膜、阴极、阳极裁切出不同的长度,不仅裁切耗费时间长,影响电芯的卷绕效率,而且还会影响电芯的头尾两端overhang的精度。
技术实现思路
1、本技术提供一种卷绕装置及电芯制作设备,卷绕装置只需对用于卷绕成电芯的第一隔膜、阳极极片、第二隔膜及阴极极片进行一次裁切,使得阳极极片的长度大于阴极极片的长度,不仅能够提高电芯的卷绕效率,并且还能够提高电芯的裁切精度。
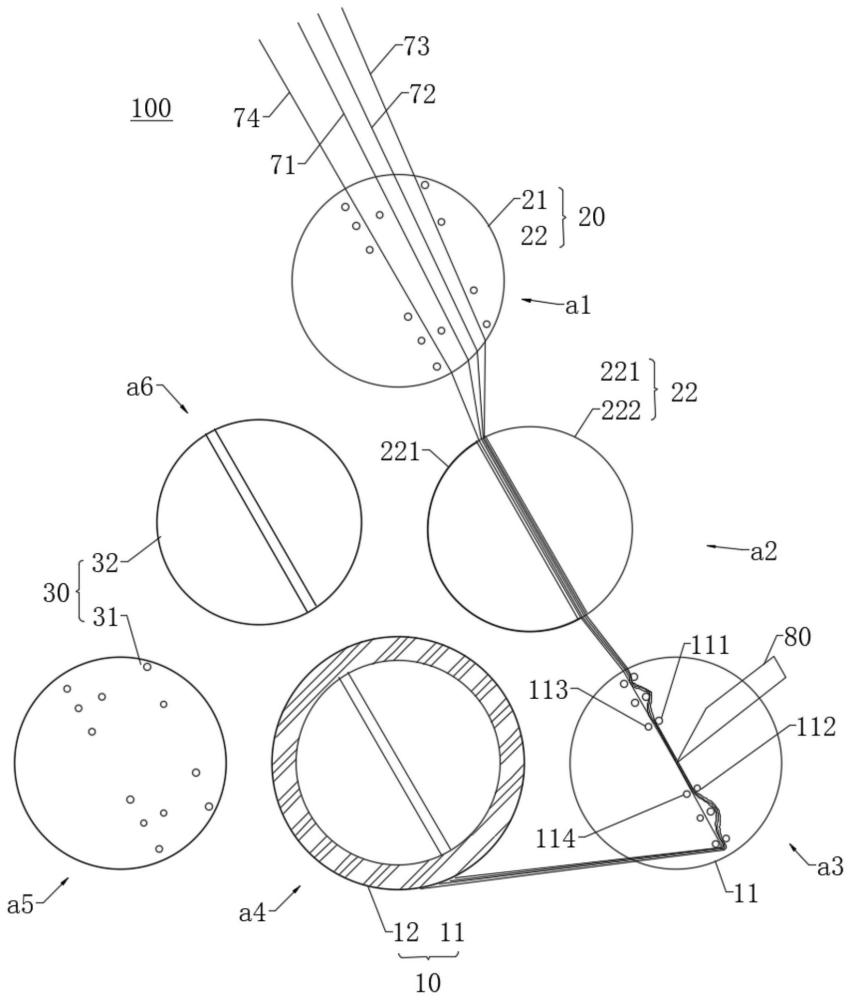
2、第一方面,本技术提供一种卷绕装置,用于卷绕电芯,卷绕装置包括第一卷针、第一过辊机构以及切刀;所述第一过辊机构包括第一过辊、第二过辊、第三过辊、第四过辊、第五过辊、第六过辊以及第七过辊;第一过辊和第二过辊的连线为第一连线,第三过辊和第四过辊的连线为第二连线,第一连线和第二连线平行且相等;第五过辊和第四过辊的连线为第三连线,第七过辊和第二过辊的连线为第四连线,第三连线和第四连线平行,第六过辊位于第四连线背离第三连线的一侧,第二过辊和第六过辊的连线为第五连线,第六过辊和第七过辊的连线为第六连线,第五连线和第六连线的长度和大于第三连线的长度;第一过辊机构包括第一路径和第二路径,第一路径包括第二连线和第三连线,第二路径包括第一连线、第五连线和第六连线;切刀可朝向第一连线和第二连线所在位置移动。
3、本技术的卷绕装置的第一路径的长度大于第二路径的长度。这样,在卷绕电芯的过程中,保证了穿设第一路径的第一隔膜、阳极极片和第二隔膜的长度大于穿设第二路径的阴极极片的长度。通过切刀在第一连线和第二连线所在位置进行一次切断工序即可实现电芯尾端的阳极极片的长度大于阴极极片的长度,不仅能够节省裁切的时间,提高电芯的卷绕效率,并且一次裁切相比于多次裁切,电芯的裁切精度较高。
4、在一种实施例中,第一过辊和/或第三过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第一过辊与第三过辊相互靠近或相互远离;和/或,第四过辊和/或第二过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第四过辊与第二过辊相互靠近或相互远离;和/或,第五过辊和/或第七过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第五过辊与第七过辊相互靠近或相互远离。
5、第一过辊与第三过辊相互靠近能够夹紧电芯的第一隔膜、阳极极片、第二隔膜以及阴极极片。第一过辊与第三过辊相互远离能够使得第一隔膜、阳极极片、第二隔膜以及阴极极片可以从第一过辊和第三过辊之间的间隙穿过。第二过辊与第四过辊相互靠近能够夹紧电芯的第一隔膜、阳极极片、第二隔膜以及阴极极片。第二过辊与第四过辊相互远离能够使得第一隔膜、阳极极片、第二隔膜以及阴极极片可以从第二过辊第四过辊之间的间隙穿过。第五过辊与第七过辊相互靠近能够夹紧电芯的第一隔膜、阳极极片、第二隔膜以及阴极极片。第五过辊与第七过辊相互远离能够使得第一隔膜、阳极极片、第二隔膜以及阴极极片可以从第五过辊与第七过辊之间的间隙穿过。
6、在一种实施例中,第六过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第六过辊靠近或远离第三连线。
7、通过调节第六过辊与第三连线的位置关系,以调节第一路径的长度,从而可以调节穿设第一路径的电芯的第一隔膜、阳极极片及第二隔膜的长度。
8、在一种实施例中,卷绕装置包括承载台和多个卷绕组件,多个卷绕组件安装于承载台,多个卷绕组件围绕一旋转轴排布;多个卷绕组件包括第一卷绕组件和第二卷绕组件,第一卷绕组件包括第一过辊机构和第一卷针,第二卷绕组件包括第二过辊机构和第二卷针;第二卷针位于第一过辊机构的上游,第二过辊机构位于第二卷针的上游。
9、卷绕装置的多个卷绕组件能够在多个工位之间循环使用,卷绕装置可以连续地进行卷绕电芯工作,提高电芯的卷绕效率。
10、在一种实施例中,第二过辊机构的结构与第一过辊机构的结构相同;第一过辊和/或第三过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第一过辊与第三过辊相互靠近或相互远离;和/或,第二过辊和/第四过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第二过辊与第四过辊相互靠近或相互远离;和/或,第五过辊和/或第七过辊能够在垂直第一过辊机构的轴线的平面上移动,以使第五过辊与第七过辊相互靠近或相互远离;第六过辊能够在垂直第一过辊机构的轴向的平面上移动,以使第六过辊与第四过辊和第五过辊相互靠近或相互远离。
11、电芯的第一隔膜、阳极极片、第二隔膜以及阴极极片可以经第二过辊机构穿过。第二过辊机构能够将第一隔膜、阳极极片和第二隔膜与阴极极片分隔开。并且,第二过辊机构也能够实现穿设第二过辊机构的第一隔膜、阳极极片和第二隔膜的长度大于阴极极片的长度。
12、在一种实施例中,第二卷针包括第一部分和第二部分,第一部分和第二部分之间具有间隙;第一部分和第二部分能够在垂直旋转轴的轴向的平面上移动,以使第一部分和第二部分相互靠近或相互远离。
13、第一隔膜、阳极极片、第二隔膜及阴极极片可以从第二卷针的第一部分和第二部分之间的间隙穿过。当第二卷针的第一部分和第二部分相互靠近时,第二卷针能够夹紧穿设第一部分和第二部分之间的第一隔膜、阳极极片、第二隔膜以及阴极极片,从而有利于切刀切断第一隔膜、阳极极片、第二隔膜以及阴极极片。
14、在一种实施例中,第一卷针和第二卷针的结构相同。
15、第一隔膜、阳极极片、第二隔膜及阴极极片可以从第一卷针的间隙穿过。第一卷针能够夹紧穿设的第一隔膜、阳极极片、第二隔膜以及阴极极片,从而有利于切刀切断第一隔膜、阳极极片、第二隔膜以及阴极极片。
16、在一种实施例中,第一过辊机构还包括第八过辊、第九过辊以及第十过辊;第八过辊和第一过辊的连线为第七连线,第九过辊和第三过辊的连线为第八连线,第七连线和第八连线平行,第十过辊位于第七连线背离第八连线的一侧,第八过辊和第十过辊的连线为第九连线,第十过辊和第一过辊的连线为第十连线,第九连线和第十连线的长度和大于第八连线的长度;第一路径还包括第九连线和第十连线,第二路径还包括第八连线。
17、这样,穿设第一路径的第一隔膜、阳极极片、第二隔膜的长度大于穿设第二路径的阴极极片的长度。当切刀切断第一隔膜、阳极极片、第二隔膜以及阴极极片时,使得下一个电芯的头端的第一隔膜、阳极极片、第二隔膜的长度大于阴极极片的长度。
18、在一种实施例中,第一卷绕组件和第二卷绕组件能够沿旋转轴的轴向移动,以相对承载台凸出或缩回。
19、当卷绕组件相对承载台凸出时,卷绕组件可以用于穿设第一隔膜、阳极极片、第二隔膜以及阴极极片,完成第一隔膜、阳极极片、第二隔膜以及阴极极片的分隔和夹紧等工序。当卷绕组件处于等待状态,也即卷绕组件不工作时,卷绕组件相对承载台缩回,避免与第一隔膜、阳极极片、第二隔膜以及阴极极片发生干涉。
20、在一种实施例中,卷绕装置还包括底座,承载台安装于底座,承载台能够相对底座绕旋转轴转动。
21、承载台可以带动多个卷绕组件转动,使得多个卷绕组件可以在多个工位之间循环使用,卷绕装置可以连续地进行卷绕电芯工作,提高电芯的卷绕效率。
22、在一种实施例中,第一过辊机构还包括第十一过辊,第十一过辊位于第三连线上。
23、第十一过辊可以对穿设第一路径的第一隔膜、阳极极片、第二隔膜以及穿设第二路径的阴极极片起到导向作用。第十二过辊可以对穿设第一路径的第一隔膜、阳极极片、第二隔膜以及穿设第二路径的阴极极片起到导向作用。
24、第二方面,本技术提供一种电芯制作设备,其包括送料装置、下料装置以及如上述的卷绕装置,送料装置位于卷绕装置的上游,用于向卷绕装置传送电芯的第一隔膜、阳极极片、第二隔膜以及阴极极片;下料装置位于卷绕装置的下游,用于将电芯从卷绕装置取出。
25、电芯制作设备可以连续地进行电芯卷绕工作,并且通过一次切断工序即可实现电芯尾端的阳极极片的长度大于阴极极片的长度,节省裁切的时间,提高电芯的卷绕效率和裁切精度。
- 还没有人留言评论。精彩留言会获得点赞!