一种提高烧结钕铁硼磁钢表磁一致性的方法与流程
发明领域本发明涉及一种提高烧结钕铁硼磁钢表磁一致性的方法,属于稀土永磁材料领域。
背景技术:
1、烧结钕铁硼永磁材料作为目前永磁领域综合磁性能最高的永磁材料,被广泛应用于医疗、新能源、数码设备、工业电机等诸多事关国计民生的领域,有“磁王”的美誉。而表磁作为衡量磁性能的一种最为直观的技术指标,在下游客户中广泛使用,但在实际应用过程中由于部分磁钢产品一致性差的原因,表磁存在着“阴阳面”的现象(即充磁面n极和s极表磁差异大于5%),影响装机后设备的使用,例如影响电机设备运行的稳定性,造成运转过程中怠机现象的发生。
2、中国专利申请文件(公开号:108806963a)公开了一种烧结钕铁硼磁钢性能一致性的筛选方法,该方法通过对出炉后毛坯尺寸和磁性能的筛选来提高成品磁钢磁性能的一致性,但该方法未从源头上解决产品表磁一致性的问题,同时还增加了检验的步骤。
技术实现思路
1、针对上述现有技术的不足,本申请提供了一种通过筛选铸片、减少粉末团聚,增强粉末流动性,并通过模腔设计实现磁粉均匀且充分取向来提高烧结钕铁硼磁钢表磁一致性的方法。
2、本发明的目的通过如下技术方案来实现:
3、一种提高烧结钕铁硼磁钢表磁一致性的方法,所述方法包括如下步骤:
4、s1、先将熔炼得到的钕铁硼铸片进行筛选处理;
5、s2、然后将筛选处理的铸片进行氢碎处理得合金粉末;
6、s3、在合金粉末中添加抗氧化剂,在氮气保护下进行气流磨得细粉,在细粉中依次添加润滑剂和航空汽油进行搅拌处理,再进行过筛处理;
7、s4、将过筛处理的细粉用成型模具成型,最后经烧结处理得钕铁硼。
8、作为优选,钕铁硼为[(prnd)1-x(re)x]a(tm)b(hm)cbdfe100-a-b-c-d,其中0≤x<1,29.5≤a≤33.5,0<b≤5,0<c≤0.8,0.85≤d≤1.1。
9、进一步优选,re为la、ce、y、dy、tb、ho、gd中的至少一种;
10、tm为al、cu、ga、co、mn中的至少一种;
11、hm为nb、zr、hf、ti、v中的至少一种。
12、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s1熔炼得到的钕铁硼铸片厚度为0.15-0.45mm。
13、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s1筛选处理后钕铁硼铸片厚度为0.285-0.305mm。本发明通过筛选后得到的厚度0.285-0.305mm的钕铁硼铸片微观结构柱状晶分布相比于其他厚度的钕铁硼铸片具有明显优势。
14、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s2氢碎处理过程中温度为500-580℃,氢含量≤1200ppm。
15、作为优选,步骤s3抗氧化剂添加量为合金粉末质量的0.05-0.15%。
16、作为优选,步骤s3抗氧化剂为丙三醇、硬脂酸锌、硅酸脂、硅油、正辛烷中的至少一种。
17、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s3气流磨细粉平均粒度为2.8-3.2μm。
18、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s3润滑剂和细粉的质量比为1:(0.2-1.2),汽油和细粉的质量比为1:(0.2-5)。
19、作为优选,润滑剂为聚环氧乙烷烯丙基醚、聚环氧乙烷烯丙基缩水甘油醚中的至少一种。
20、本发明加入汽油一方面是为了稀释润滑剂起类似溶剂的效果,另一方面加入一定量的汽油也可以保护磁粉,免于因接触空气发生自燃,本发明通过控制汽油添加量避免添加过少不好成型,产品掉边缺角,添加过多又会造成磁性能恶化。
21、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s3过筛处理中筛网目数为20-60。本发明通过控制筛网目数为20-60可以大大提升磁粉颗粒取向的一致性,目数太小起不到效果,而目数太大过筛时候又会产生堆积现象大大降低过筛效率。
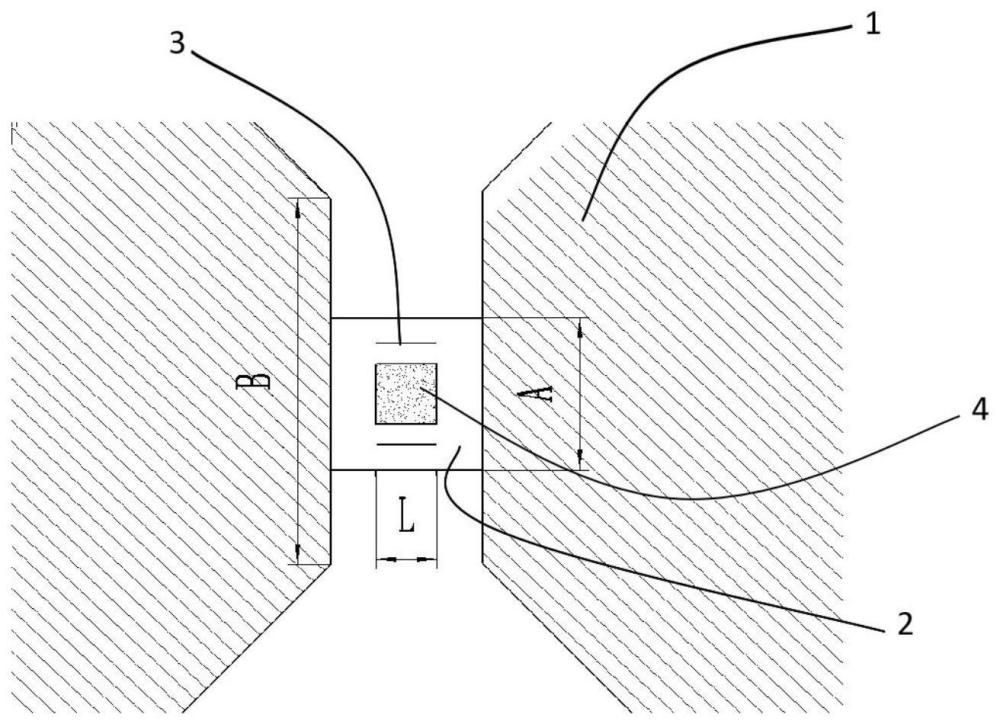
22、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s4成型模具包括取向用充磁极头、非导磁模具、布粉模腔,其中布粉模腔在充磁极头中心位置,模腔两侧镶嵌导有磁合金。
23、作为优选,针对不同规格产品,本发明模腔位置要求在极头中心处,具体而言1/2b≤a≤b;
24、另外针对圆柱产品,要求模具设计时采用一出一原则,l=毛坯尺寸*收缩系数+磨削量;
25、作为优选,模腔两侧镶嵌的导磁合金为cr12模具钢、45#钢中的至少一种。
26、本发明通过对成型模具的改进,特别是利用特制模腔改善模腔内部磁场的均匀性,保证磁粉均匀且充分取向,从而大大提高烧结钕铁硼磁钢表磁一致性。
27、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s4成型时磁场强度h大于2000gs以上。
28、在上述一种提高烧结钕铁硼磁钢表磁一致性的制备方法中,步骤s4烧结温度1000-1100℃,烧结时长6-12h,真空度5×10-2pa以下。
29、与现有技术相比,本申请具有如下优点:
30、1.本发明首先在熔炼过程中筛选出具有良好柱晶组织结构的甩片,有助于后续甩片的破碎和具有富钕相均匀分布结构的磁体获得;
31、2.本发明通过过筛处理中筛网目数为20-60减少粉末团聚,增强流动性,更利于后续的成型和取向,另外在成型环节通过模具的设计,使得通过模腔的磁粉均匀且充分取向;
32、3.本发明通过烧结工艺的优化,使得产品在致密化的过程中各向的收缩更加均匀,减少产品尤其是圆柱规格产品的氧含量对表磁一致性的影响,本发明通过各环节的优化大大提升产品表磁的一致性。
技术特征:
1.一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,所述方法包括如下步骤:
2.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s1熔炼得到的钕铁硼铸片厚度为0.15-0.45mm。
3.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s1筛选处理后钕铁硼铸片厚度为0.285-0.305mm。
4.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s2氢碎处理过程中温度为500-580℃,氢含量≤1200ppm。
5.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s3气流磨细粉平均粒度为2.8-3.2μm。
6.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s3润滑剂和细粉的质量比为1:(0.2-1.2),汽油和细粉的质量比为1:(0.2-5)。
7.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s3过筛处理中筛网目数为20-60。
8.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s4成型模具包括取向用充磁极头、非导磁模具、布粉模腔,其中布粉模腔在充磁极头中心位置,模腔两侧镶嵌导有磁合金。
9.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s4成型时磁场强度h大于2000gs以上。
10.根据权利要求1所述一种提高烧结钕铁硼磁钢表磁一致性的方法,其特征在于,步骤s4烧结温度1000-1100℃,烧结时长6-12h,真空度5×10-2pa以下。
技术总结
本发明涉及一种提高烧结钕铁硼磁钢表磁一致性的方法,属于稀土永磁材料领域。本发明首先在熔炼过程中筛选出具有良好柱晶组织结构的甩片,有助于后续甩片的破碎和具有富钕相均匀分布结构的磁体获得;再通过过筛处理中筛网目数为20‑60减少粉末团聚,增强流动性,更利于后续的成型和取向,另外在成型环节通过模具的设计,使得通过模腔的磁粉均匀且充分取向。
技术研发人员:陈侃,赵红良,范逢春,郑锡文,沈存峰,石龙焰,李良权
受保护的技术使用者:宁波同创强磁材料有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!