一种小规格一体成型电感电极成型机的制作方法
本发明涉及电感线圈设备,较为具体的,涉及一种小规格一体成型电感电极成型机。
背景技术:
1、电感,又称电感器或电感线圈,是组成电子电路的基本原件之一。在交流电路中,电感具有阻碍交流电流通过的能力,而对直流电流缺不起作用,因此电感在交流电路中起到阻流、降压、交连耦合以及负载的等作用。
2、公开号:cn218744346u,一种一体成型电感电极高速成型机,公开了在机架上表面设置上料工站、成型工站,成型工站包括初裁工站、完成工站,完成工站用于对初裁的料体进行加工得到成型电感,料体通过上料工站进入成型工站,通过搬运机构将料体搬运依次通过第一折弯工站、精裁工站、第二折弯工站、压平工站,完成第一次折弯、精裁、第二次折弯、压平后得到成型电感电极。
3、现有的电感电极成型机将电感搬运时从采用搬运机构由下方进行搬运,电感易掉落,仅适用于生产规格较大的电感,影响生产效率,且拉料机构、折弯工站结构复杂,生产成本较高。
4、有鉴于此,本发明提出一种电感不易掉落的、结构简单的,一种小规格一体成型电感电极成型机。
技术实现思路
1、有鉴于此,为了解决现有的电感电极在生产时电感易掉落、生产效率低的问题,本发明提出一种小规格一体成型电感电极成型机,所述成型工站4包括第二机台5、运料轨道6、第一搬运机构7、第二搬运机构8、初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,第二机台5的上方中部设有第一搬运机构7,第一搬运机构7输入端与上料工站3输出端连接,第一搬运机构7的输出端设有运料轨道6,第一搬运机构7用于将待加工料体由上料工站3输送至运料轨道6内,运料轨道6的侧边依次设有初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,初裁工站9用于对待加工料体进行裁切,第一折弯工站10用于对裁切后料体的一端的引脚进行折弯,第二折弯工站11用于对料体的另一端的引脚进行折弯,压平工站12用于对折弯后的料体进行压平制成成型电感,初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12的侧边设有第二搬运机构8,第二搬运机构8用于从上方将待加工料沿着运料轨道6输送依次进行裁切、折弯、压平,通过从上方进行搬运料体,设置对应的第一防坠组件131、第二防坠组件151防止料体掉落,提高生产效率,同时第一折弯工站10、第二折弯工站11结构简单。
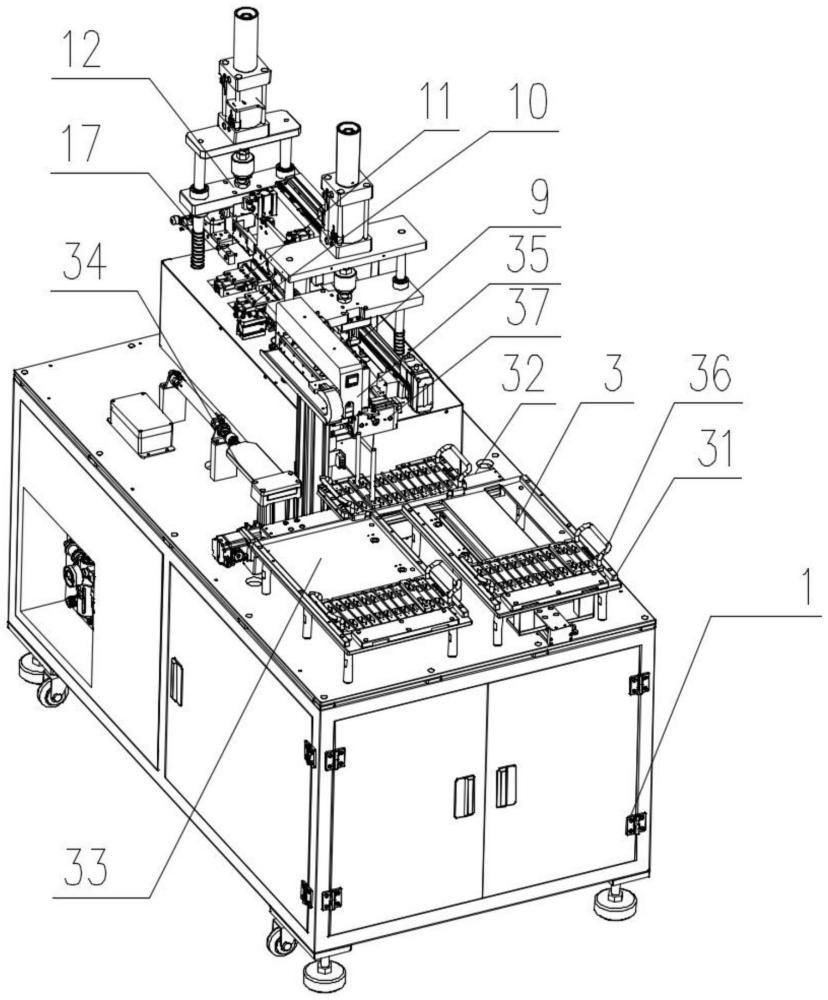
2、一种小规格一体成型电感电极成型机,包括机台1、外壳2、上料工站3、成型工站4,机台1上方设有外壳2,机台1上方一侧设有上料工站3,上料工站3输出端设有成型工站4,上料工站3用于将料体运输至成型工站4,成型工站用于对料体进行加工制成成型电感,其特征在于:所述成型工站4包括第二机台5、运料轨道6、第一搬运机构7、第二搬运机构8、初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,第二机台5的上方中部设有第一搬运机构7,第一搬运机构7输入端与上料工站3输出端连接,第一搬运机构7的输出端设有运料轨道6,第一搬运机构7用于将待加工料体由上料工站3输送至运料轨道6内,运料轨道6的侧边依次设有初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,初裁工站9用于对待加工料体进行裁切,第一折弯工站10用于对裁切后料体的一端的引脚进行折弯,第二折弯工站11用于对料体的另一端的引脚进行折弯,压平工站12用于对折弯后的料体进行压平制成成型电感,初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12的侧边设有第二搬运机构8,第二搬运机构8用于从上方将待加工料沿着运料轨道6输送依次进行裁切、折弯、压平。
3、进一步的,第一搬运机构7包括接料轨道71、第一水平移动机构72、第一垂直移动机构73、拉料块74,所述第二机台5上方设有拉料块74的下方设所述第二机台5上方设有接料轨道71,接料轨道71输入端与上料工站3输出端,接料轨道71输出端与运料轨道6输入端连接,接料轨道71的上方设有第一水平移动机构72,第一水平移动机构72侧边设有第一垂直移动机构73,第一垂直移动机构73侧边设有拉料块74,拉料块74底部与接料轨道71对应连接,拉料块74底部间隔设有突出定位柱,突出定位柱与接料轨道71内承接的料体空隙处对应进行拉料。
4、进一步的,所述接料轨道71左右两侧还设有导向定位块75,用于辅助导向料体由上料工站3进入接料轨道71。
5、进一步的,所述第一折弯工站10包括第一折弯机构13、第二折弯机构14,第二折弯工站11包括第三折弯机构15、第四折弯机构16,第一折弯机构13用于对裁切后料体的一端的引脚进行垂直方向折弯,第二折弯机构14用于对料体的一端的引脚进行水平方向折弯,第三折弯机构15用于对裁切后料体的另一端的引脚进行垂直方向折弯,第四折弯机构16用于对料体的另一端的引脚进行水平方向折弯。
6、进一步的,所述第二搬运机构8包括连接板81、搬运料叉82、第二水平移动机构83、第二垂直移动机构84,第二垂直移动机构84顶部与外壳2内侧的底部连接,第二垂直移动机构84的侧边设有第二水平移动机构83,第二水平移动机构83的侧边设有连接板81,连接板81下方间隔均匀设有多个搬运料叉82,搬运料叉82随着第二水平移动机构83、第二垂直移动机构84进行水平方向、垂直方向运动将料体在运料轨道6内进行搬运,若初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12上若有滞留料体,连接板81下方间隔均匀设有多个搬运料叉82重复周转运动将滞留料体移出。
7、进一步的,所述第一折弯机构13包括第一防坠组件131、第一压料组件132、第一垂直折弯组件133,所述运料轨道6的一侧设有第一防坠组件131,用于防止料体由运料轨道6上掉落,第一防坠组件131与运料轨道6之间设有第一垂直折弯组件133,用于对裁切后料体的一端的引脚进行垂直方向折弯,运料轨道6的另一侧设有第一压料组件132,用于压住料体使得垂直折弯时受力均匀辅助折弯。
8、进一步的,所述第一防坠组件131包括第一防坠块1311、第一驱动气缸1312,所述运料轨道6的一侧设有第一驱动气缸1312,第一驱动气缸1312的驱动端设有第一防坠块1311,第一驱动气缸1312用于驱动第一防坠块1311水平运动,第一防坠块1311的侧边与运料轨道6侧边抵接,避免料体掉落;所述第一压料组件132包括第二驱动气缸1321、第一压料叉1322,所述运料轨道6的另一侧设有第二驱动气缸1321,第二驱动气缸1321的驱动端设有第一压料叉1322,第二驱动气缸1321用于驱动第一压料叉1322水平运动,第一压料叉1322的底部与料体顶部抵接;第一垂直折弯组件133包括第一轴承座1331、第一折弯辊轮1332、第三驱动气缸1333,运料轨道6之间设有第三驱动气缸1333,第三驱动气缸1333驱动端设有第一轴承座1331,第一轴承座1331内设有第一折弯辊轮1332,第三驱动气缸1333用于驱动第一轴承座1331垂直运动使得第一折弯辊轮1332对料体的一端的引脚进行折弯。
9、进一步的,所述第二折弯机构14包括第二压料组件141、第一水平折弯组件142,运料轨道6靠近第一防坠组件131的一侧设有第一水平折弯组件142,用于对裁切后料体的一端的引脚进行水平方向折弯,所述运料轨道6的另一侧设有第二压料组件141,用于压住料体使得水平折弯时手里均匀辅助折弯。
10、进一步的,第一水平折弯组件142包括第四驱动气缸1421、第二轴承座1422、第二折弯辊轮1423,运料轨道6靠近第一防坠组件131的一侧设有第四驱动气缸1421,第四驱动气缸1421的驱动端设有第二轴承座1422,第二轴承座1422的下方间隔设有第二折弯辊轮1423,第四驱动气缸1421用于对驱动第二轴承座1422水平运动使得第二折弯辊轮1423对料体的一端进行折弯。
11、进一步的,所述第三折弯机构15包括第二防坠组件151、第三压料组件152、第二垂直折弯组件153,所述运料轨道6靠近第一水平折弯组件142的一侧设有第三压料组件152,用于压住料体使得垂直折弯时受力均匀辅助折弯,所述运料轨道6另一侧设有第二防坠组件151,用于防止料体由运料轨道6上掉落,第二防坠组件151与运料轨道6之间设有第二垂直折弯组件153,用于对裁切后料体的另一端的引脚进行垂直方向折弯。
12、进一步的,所述第四折弯机构16包括第四压料组件161、第二水平折弯组件162,所述运料轨道6靠近第三压料组件152的一侧设有第四压料组件161,用于压住料体使得水平折弯时受力均匀辅助折弯,所述运料轨道6的另一侧设有第二水平折弯组件162,用于对裁切后料体的另一端的引脚进行水平方向折弯。
13、进一步的,所述第一防坠组件131、第二防坠组件151结构一致,第一垂直折弯组件133、第二垂直折弯组件153结构一致,第一水平折弯组件142、第二水平折弯组件162结构一致,第一压料组件132与第二压料组件141、第三压料组件152、第四压料组件161结构一致。
14、进一步的,所述成型工站4输出端处还设有长宽检测组件17,用于检测料体规格。
15、进一步的,初裁工站9包括下压驱动机构91、初裁裁刀92、预压组件93,所述运料轨道6上方设有下压驱动机构91,下压驱动机构91下方设有初裁裁刀92,下压驱动机构91用于驱动初裁裁刀92下压进行料体裁切,初裁裁刀92的侧边设有预压组件93,初裁裁刀92用于预压料体防止受力时侧翻。
16、进一步的,所述压平工站12包括侧压机构121、正压机构122、侧压固定抵接组件123,运料轨道6的一侧边靠近第二水平折弯组件162设有侧压固定抵接组件123,运料轨道6的另一侧边设有侧压机构121,用于将折弯后的料体从侧边压住辅助正压机构122下压成型,运料轨道6的上方设有正压机构122,用于对料体进行下压成型。
17、进一步的,上料工站3包括第一上料机构31、第二上料机构32、第一回料机构33、第一推料机构34、吸盘上料机构35、翻转接料机构37,机台1上方设有第一上料机构31,第一上料机构31上设有料篮36,料篮36上放置有料体,第一上料机构31输出端设有第二上料机构32,用于将带有料体的料篮36输出至第二上料机构32,第二上料机构32下方设有第一上顶机构,用于将料篮36上的料体上顶,第一上顶机构的侧边设有吸盘上料机构35,吸盘上料机构35输出端处设有翻转接料机构37,吸盘上料机构35用于把处于上顶状态的料体用吸盘吸住后移动至翻转接料机构37,第二上料机构32的输出端的侧边设有第一回料机构33,用于承接空料篮36,第一回料机构33与第一上料机构31平行设置,第一回料机构33侧边设有第一推料机构34,用于将空料篮36从第二上料机构32上推送至第一回料机构33,吸盘上料机构35输出端与翻转接料机构37输入端连接,翻转接料机构37接收到料体后旋转180°将料体输出至运料轨道6内。
18、本发明的有益效果:本发明提出一种小规格一体成型电感电极成型机,所述成型工站4包括第二机台5、运料轨道6、第一搬运机构7、第二搬运机构8、初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,第二机台5的上方中部设有第一搬运机构7,第一搬运机构7输入端与上料工站3输出端连接,第一搬运机构7的输出端设有运料轨道6,第一搬运机构7用于将待加工料体由上料工站3输送至运料轨道6内,运料轨道6的侧边依次设有初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12,初裁工站9用于对待加工料体进行裁切,第一折弯工站10用于对裁切后料体的一端的引脚进行折弯,第二折弯工站11用于对料体的另一端的引脚进行折弯,压平工站12用于对折弯后的料体进行压平制成成型电感,初裁工站9、第一折弯工站10、第二折弯工站11、压平工站12的侧边设有第二搬运机构8,第二搬运机构8用于从上方将待加工料沿着运料轨道6输送依次进行裁切、折弯、压平,通过从上方进行搬运料体,设置对应的第一防坠组件131、第二防坠组件151防止料体掉落,提高生产效率,同时第一折弯工站10、第二折弯工站11结构简单。
- 还没有人留言评论。精彩留言会获得点赞!