多极耳电芯结构的制作方法及其多极耳电芯结构与流程
本发明属于锂离子电池制造,具体涉及一种多极耳电芯结构的制作方法及其多极耳电芯结构。
背景技术:
1、锂离子电池是一种可充电电池,由于工作电压高、体积小、质量轻、能量高、无记忆效应、自放电小、循环寿命长,广泛应用于手机、笔记本等便携式领域。随着锂离子电池的快速发展,客户对电池的快充性能的要求越来越高,相比传统的单极耳电池结构,多极耳结构的电池倍率性能更好,近年来,随着市场需求的扩大,多极耳结构电池的需求也在日益增加。中国专利公开了一种多极耳电芯制作工艺和多极耳电芯,申请号2021113141309,包括步骤:s1、制备极片;s2、在极片上裁切出箔材极耳和容置槽;s3、将极片和隔膜卷绕,制备得多极耳电芯;s4、将箔材极耳模切成预设形状;s5、将多个箔材极耳压合后向上弯折,箔材极耳的一竖直面与金属带极耳固定连接;s6、对箔材极耳进行裁切;s7、将箔材极耳向容置槽内弯折,使得箔材极耳和金属带极耳容置于容置槽内;s8、将保护胶纸分别贴在箔材极耳和金属带极耳上。该专利的技术方案是将所有的箔极耳激光压合焊接成一个,然后将这个极耳与金属极耳转焊接,最后将转焊接的部分翻折到电芯表面的容置槽内,它的缺点是随着正负极层数的增加,箔极耳群的厚度增加,焊接成一个极耳的焊接难度增大,且最外层的箔极耳发生断裂的风险增大。
技术实现思路
1、本发明的目的在于提供一种多极耳电芯结构,以解决背景技术中存在的问题。
2、为实现上述目的,本发明提供如下技术方案:一种多极耳电芯结构的制作方法,包括以下步骤:
3、s1、制作多极耳结构所用的极片,正极片由光箔区、绝缘区和粉料区构成,负极片由光箔区和粉料区构成;
4、s2、将正极极片和负极极片进行模切,模切出所需的多个箔极耳;
5、s3、在外层极片的敷料区上划定多个避让区域,去除避让区域上的粉料,得到极耳容置槽;
6、s4、将制好的正极片、隔膜、负极片叠片成裸电芯,叠片而成的裸电芯,其正极箔极耳在极耳厚度方向的投影重合,并形成正极箔极耳群,负极箔极耳在极耳厚度方向的投影重合,并形成负极箔极耳群;将正负箔极耳群分成上下两组,分别向上、向下收拢弯折,在正负箔极耳群的头部进行超声压合预焊接,形成箔材极耳复合体;
7、s5、将异型极耳的分流端子与箔材极耳复合体分别电连接在一起,并在靠近极组主体侧贴保护胶带,保护胶带将转焊接的极耳完全覆盖,然后向裸电芯表面进行弯折,使得极耳嵌于极组表面的极耳容置槽内;
8、s6、在弯折后的极耳表面贴保护胶带,保护胶带将极耳完全覆盖,并稳定的固定在极组表面;
9、s7、将裸电芯依次进行入壳封装、烘干、注液、夹具化成、degas和分选,从而得到多极耳结构的电芯。
10、一种多极耳电芯结构的制作方法,包括以下步骤:
11、s1、制作多极耳结构所用的极片,正极片由光箔区、绝缘区和粉料区构成,负极片由光箔区和粉料区构成;
12、s2、在极片的敷料区上划定多个避让区域,去除避让区域上的粉料,得到极耳容置槽;
13、s3、将正极极片和负极极片进行激光切,切出所需的多个箔极耳;
14、s4、将制好的正极片、隔膜、负极片卷绕成裸电芯,卷绕而成的裸电芯,其正极箔极耳在极耳厚度方向的投影重合,并形成正极箔极耳群,负极箔极耳在极耳厚度方向的投影重合,并形成负极箔极耳群,将正负箔极耳群分成上下两组,分别向上、向下收拢弯折,在正负箔极耳群的头部进行超声压合预焊接,形成箔材极耳复合体;
15、s5、将异型极耳的分流端子与箔材极耳复合体分别电连接在一起,并在靠近极组主体侧贴保护胶带,保护胶带将转焊接的极耳完全覆盖,然后向裸电芯表面进行弯折,使得极耳嵌于极组表面的极耳容置槽内,胶带起到绝缘极耳和极片的作用;
16、s6、在弯折后的极耳表面贴保护胶带,保护胶带将极耳完全覆盖,并稳定的固定在极组表面;
17、s7、将裸电芯依次进行入壳封装、烘干、注液、夹具化成、degas和分选,从而得到多极耳结构的电芯。
18、在s4中,上下两组的箔极耳长度不等,长度差为l。
19、优选地,每组箔极耳群的长度为阶梯设计,分组后箔极耳群沿着分型面向上、向下收拢后,极耳的端部收齐。
20、优选地,在s5中,所述异型极耳为多导电端子结构,导电端子的数量大于等于3。
21、优选地,异型极耳包括极耳胶、汇流端子和分流端子,极耳胶的一侧引出一个汇流端子,另一侧引出两个所述分流端子。
22、优选地,异型极耳为正极时,其材质为铝,异型极耳为负极时,其材质为铜、镍、铜镀镍中的一种。
23、优选地,所述箔材极耳复合体与异型极耳焊接时,二者的轴心同轴。
24、优选地,尺寸关系:l1’=l1+(0.1-0.5)mm;l2’=l2+(0.1-0.5)mm;l≥1mm;h=(1/4~3/4)h;其中,其中,l1’为上正/负极耳容置槽;l1为正/负极耳群最上层箔极耳的长度;l2’为下正/负极耳容置槽;l2为正/负极耳群最下层箔极耳的长度;l为箔极耳群分流处相邻两侧箔极耳的长度差值;h为极组厚度/高度;h为分流处极组的厚度/高度;
25、尺寸控制:h1≈h1’;h2≈h2’;其中,
26、h1为上正/负极耳容置槽深度;h1’为上箔极耳与极耳转焊-贴胶后总厚度;
27、h2为下正/负极耳容置槽深度;h2’为下箔极耳与极耳转焊-贴胶后总厚度。
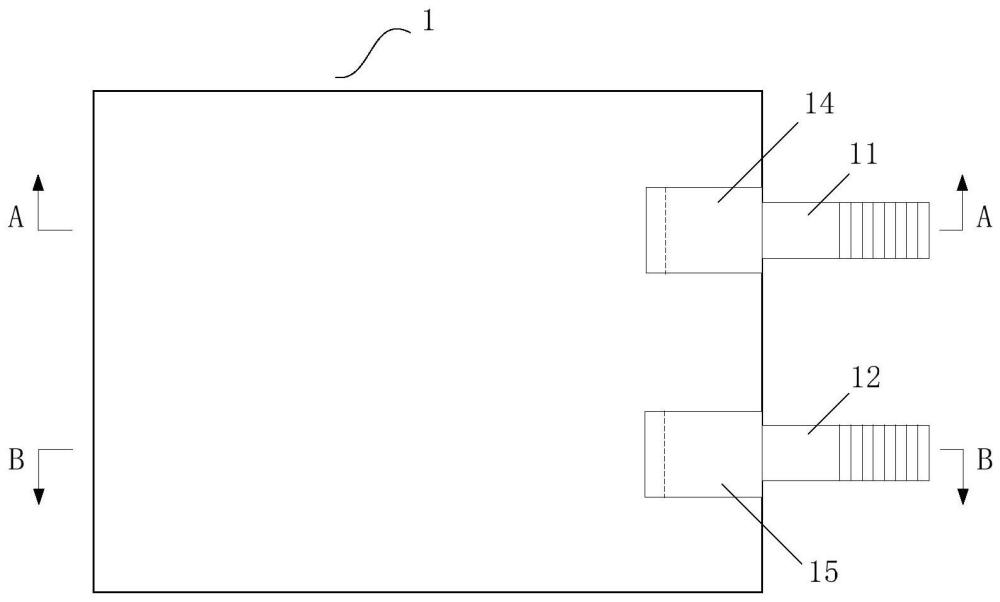
28、一种多极耳电芯结构,由所述的多极耳电芯结构的制作方法制备,包括极组、正箔极耳群、负箔极耳群和异型极耳,所述极组的两侧分别设有极耳容置槽,所述异型极耳由上分流端子、下分流端子和汇流端子构成,正箔极耳群和负箔极耳群分别与所述上分流端子、下分流端子电连接分别形成正极耳和负极耳,在正极耳和负极耳靠近极组主体侧贴有保护胶带,贴有保护胶带的正极耳和负极耳折弯90°嵌于相应的极耳容置槽内。
29、本发明的有益效果是:本发明将极耳组弯折在裸电芯芯体厚度方向内,减小了裸电芯头部极耳组常规弯折带来的的空间占用率,同时设置弯折极耳组厚度避让区,提高了电芯的能量密度。
技术特征:
1.一种多极耳电芯结构的制作方法,其特征在于:包括以下步骤:
2.一种多极耳电芯结构的制作方法,其特征在于:包括以下步骤:
3.根据权利要求1或2所述的多极耳电芯结构的制作方法,其特征在于:在s1中,利用斑马涂布方式制作多极耳结构所用的极片。
4.根据权利要求1或2所述的多极耳电芯结构的制作方法,其特征在于:在s4中,上下两组的箔极耳长度不等,长度差为l。
5.根据权利要求4所述的多极耳电芯结构的制作方法,其特征在于:每组箔极耳群的长度为阶梯设计,分组后箔极耳群沿着分型面向上、向下收拢后,极耳的端部收齐。
6.根据权利要求1或2所述的多极耳电芯结构的制作方法,其特征在于:在s5中,所述异型极耳为多导电端子结构,导电端子的数量大于等于3。
7.根据权利要求6所述的多极耳电芯结构,其特征在于:异型极耳包括极耳胶、汇流端子和分流端子,极耳胶的一侧引出一个汇流端子,另一侧引出两个所述分流端子。
8.根据权利要求6所述的多极耳电芯结构的制作方法,其特征在于:异型极耳为正极时,其材质为铝,异型极耳为负极时,其材质为铜、镍、铜镀镍中的一种。
9.根据权利要求6所述的多极耳电芯结构的制作方法,其特征在于:尺寸关系:l1’=l1+(0.1-0.5)mm;l2’=l2+(0.1-0.5)mm;l≥1mm;h=(1/4~3/4)h;其中,其中,l1’为上正/负极耳容置槽;l1为正/负极耳群最上层箔极耳的长度;l2’为下正/负极耳容置槽;l2为正/负极耳群最下层箔极耳的长度;l为箔极耳群分流处相邻两侧箔极耳的长度差值;h为极组厚度/高度;h为分流处极组的厚度/高度;
10.一种多极耳电芯结构,其特征在于:由权利要求1~9任意一项所述的多极耳电芯结构的制作方法制备,包括极组、正箔极耳群、负箔极耳群和异型极耳,所述极组的两侧分别设有极耳容置槽,所述异型极耳由上分流端子、下分流端子和汇流端子构成,正箔极耳群和负箔极耳群分别与所述上分流端子、下分流端子电连接分别形成正极耳和负极耳,在正极耳和负极耳靠近极组主体侧贴有保护胶带,贴有保护胶带的正极耳和负极耳折弯90°嵌于相应的极耳容置槽内。
技术总结
本发明属于锂离子电池制造技术领域,具体涉及一种多极耳电芯结构的制作方法,包括以下步骤:S1、制作多极耳结构所用的极片;S2、制作极耳容置槽;S3、模切/激光切出多个箔极耳;S4、将模切好的正极片/隔膜/负极片卷绕/叠片成极组,将箔极耳群进行预焊接;S5、将分流端子与箔材极耳复合体分别电连接在一起,并在靠近极组主体侧贴保护胶带,进行弯折,使得极耳嵌于极组表面的极耳容置槽内;S6、在弯折后的极耳表面贴保护胶带;S7、将极组依次进行入壳封装、烘干、注液、夹具化成、Degas和分选,从而得到多极耳结构的电芯。本发明将极耳组弯折在裸电芯芯体厚度方向内,减小了裸电芯头部极耳组常规弯折带来的空间占用率。
技术研发人员:押媛媛,靳桧鑫,郝保伟,满燕燕,张宏芳,李贺,孔令丽,贾学恒
受保护的技术使用者:天津聚元新能源科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!