一种光伏组件及其制备方法、车辆与流程
本发明涉及光伏,特别是涉及一种光伏组件及其制备方法、车辆。
背景技术:
1、随着新能源技术的发展,人们节能环保的意识越来越强。有些汽车厂家在车用玻璃中集成了光伏电池,为车内小功率电器如鼓风机、车载冰箱、座椅等供电,尤其是在驻车/停车时通过光伏发电供应电力,保持车辆熄火下还能持续有电可用,或给小电瓶充电,甚至给动力电池充电。
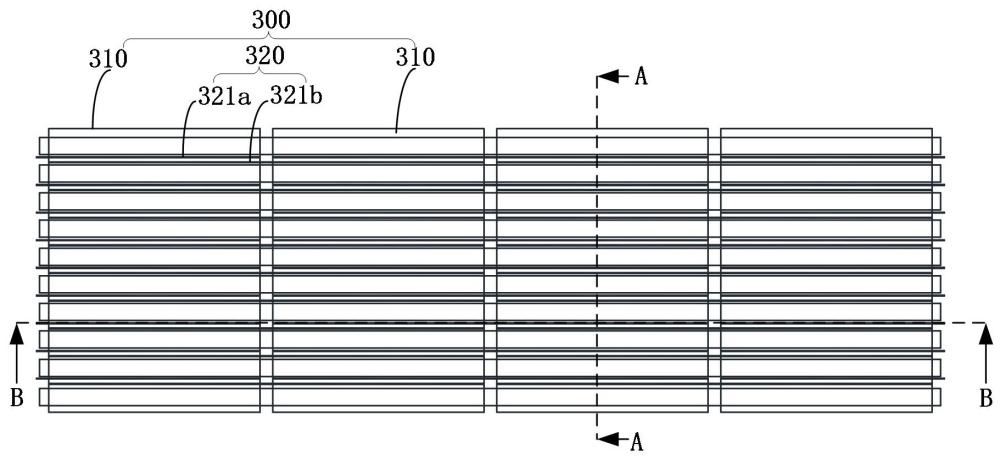
2、但是在相关技术中,将背接触电池片(简称bc电池片)通过焊带焊接成电池串后,由于正、负极焊带都设在电池的背面,串焊后电池片310随正极焊带321a、负极焊带321b收缩而发生弯曲,如图1所示。将弯曲的电池片310封装至大面积的曲面玻璃中容易出现显裂或隐裂,不仅降低产品的输出性能,而且大大缩短寿命。
技术实现思路
1、基于此,有必要针对相关技术中车载玻璃在封装过程中容易出现电池裂纹的技术问题,提供一种光伏组件及其制备方法、车辆。
2、一种光伏组件,包括曲面板、光伏电池层和粘接条,所述光伏电池层设置于所述曲面板的夹层内,所述光伏电池层包括经间隔一定间隙的若干组焊带组连接的多个背接触电池,所述焊带组包括正极焊带和负极焊带,所述粘接条沿着所述焊带组任意旁侧设置,且粘接条的延伸方向与所述焊带组的延伸方向一致。
3、在其中一个实施例中,所述粘接条的高度≥所述焊带的高度,和/或,所述粘接条的宽度方向上的最大尺寸介于相邻所述焊带组最小距离的50%~90%之间。
4、在其中一个实施例中,当所述焊带组的数量m为偶数时,所述粘接条的数量≥m/2;
5、或者,当所述焊带组的数量m为奇数时,所述粘接条的数量≥(m-1)/2,m≥3。
6、在其中一个实施例中,所述粘接条沿着所述焊带组的延伸方向连续设置,或者,所述粘接条沿着所述焊带组的延伸方向断开设置。
7、在其中一个实施例中,所述光伏组件还包括粘接层,所述粘接条和所述第粘接层一体成型。
8、一种光伏组件的制作方法,所述光伏组件包括曲面板和光伏电池层,所述光伏电池层包括多个背接触电池,所述制作方法包括如下步骤:
9、步骤1,提供一光伏电池层,通过若干组间隔一定间隙的所述焊带组将多个所述背接触电池连接,所述焊带组包括正极焊带和负极焊带;
10、步骤2,提供一第一曲面板,在所述第一曲面板的凹面上铺设第一粘接层;
11、步骤3,将所述光伏电池层铺设在所述第一粘接层上,所述焊带组位于所述背接触电池上背离所述第一曲面板的一侧;
12、步骤4,在所述焊带组的任意旁侧铺设粘接条;
13、步骤5,在所述光伏电池层上铺设第二粘接层,并盖设第二曲面板,所述第二曲面板的凹面朝向所述第二粘接层,以形成层叠件;
14、步骤6,封装所述层叠件,以形成所述光伏组件。
15、在其中一个实施例中,所述封装所述层叠件包括:
16、对所述层叠件内的空间抽真空,以使所述空间内的真空度达到预设值;
17、保持所述真空度在预设值内,并对所述层叠件进行升温至预设温度范围。
18、在其中一个实施例中,对所述层叠件内部的空间抽真空,以使所述空间内的真空度达到预设值,包括:
19、对所述层叠件内部的空间抽真空,以使所述空间内的真空度在-50~-80kpa之间,保持至少5mins;
20、继续对所述层叠件内部的空间抽真空,以使所述空间内的真空度在-90~-100kpa之间,并保持至少5mins。
21、在其中一个实施例中,对所述层叠件进行升温至预设温度范围,包括:
22、对所述层叠件进行升温至130~180℃之间,保温至少3mins后加压至少30kpa,保温保压至少15mins。
23、或者,对所述层叠件进行升温至135~180℃之间,同时加压至0.9~1.3mpa之间,保持保温保压至少40mins。
24、一种车辆,所述车辆包括如上所述的光伏组件。
25、本发明的有益效果至少包括:
26、本发明提供了一种光伏组件及其制作方法,可应用于车辆等交通工具,作为辅助电源给车辆等交通工具提供电力。传统/现有光伏组件中使用bc电池时,应用到车载曲面玻璃中容易出现显裂/隐裂等问题。本发明通过在焊带组的任意一侧设置粘接条,以减少封装过程中曲面板施加在焊带上的载荷,从而降低电池片出现显裂/隐裂的风险,以提高输出性能及电池寿命。
技术特征:
1.一种光伏组件,其特征在于,包括曲面板、光伏电池层和粘接条,所述光伏电池层设置于所述曲面板的夹层内,所述光伏电池层包括经间隔一定间隙的若干组焊带组连接的多个背接触电池,所述焊带组包括正极焊带和负极焊带,所述粘接条沿着所述焊带组任意旁侧设置,且粘接条的延伸方向与所述焊带组的延伸方向一致。
2.根据权利要求1所述的光伏组件,其特征在于,所述粘接条的高度≥所述焊带的高度,和/或,所述粘接条的宽度方向上的最大尺寸介于相邻所述焊带组最小距离的50%~90%之间。
3.根据权利要求1所述的光伏组件,其特征在于,当所述焊带组的数量m为偶数时,所述粘接条的数量≥m/2;
4.根据权利要求1所述的光伏组件,其特征在于,所述粘接条沿着所述焊带组的延伸方向连续设置,或者,所述粘接条沿着所述焊带组的延伸方向断开设置。
5.根据权利要求1-4中任意一项所述的光伏组件,其特征在于,所述光伏组件还包括粘接层,所述粘接条和所述粘接层一体成型。
6.一种光伏组件的制作方法,其特征在于,所述光伏组件包括曲面板和光伏电池层,所述光伏电池层包括多个背接触电池,所述制作方法包括如下步骤:
7.根据权利要求6所述的光伏组件的制作方法,其特征在于,所述封装所述层叠件包括:
8.根据权利要求7所述的光伏组件的制作方法,其特征在于,对所述层叠件内部的空间抽真空,以使所述空间内的真空度达到预设值,包括:
9.根据权利要求7所述的光伏组件的封装方法,其特征在于,对所述层叠件进行升温至预设温度范围,包括:
10.一种车辆,其特征在于,所述车辆包括如权利要求1-5中任意一项所述的光伏组件。
技术总结
本发明涉及一种光伏组件及其制造方法、车辆,一种光伏组件包括曲面板、光伏电池层和粘接条,光伏电池层设置于曲面板的夹层内,光伏电池层包括经间隔一定间隙的若干组焊带组连接的多个背接触电池,焊带组包括正极焊带和负极焊带,粘接条沿着焊带组的任意旁侧设置,且粘接条的延伸方向与焊带组的延伸方向一致。通过在焊带组的任意一侧设置粘接条,以减少封装过程中曲面板施加在焊带上的载荷,从而降低电池片出现显裂/隐裂的风险,以提高电性能及电池寿命。
技术研发人员:傅秋莲,王辉,刘钰
受保护的技术使用者:福耀玻璃工业集团股份有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!