一种石墨舟硅片接驳装卸系统及装卸方法与流程
本技术涉及硅片输送,尤其是涉及一种石墨舟硅片接驳装卸系统及装卸方法。
背景技术:
1、在半导体领域,硅片作为最常用的基材被广泛应用在芯片、集成电路和电子器件的制造上。在硅片的整个加工过程中需要使用镀膜设备对硅片的表面进行镀膜。
2、现有硅片搬运中转设备,由石墨舟整体同时在一个输送线上进行输送,硅片放置在石墨舟中,由硅片输送线输送而来,其中花篮用于存储硅片以便于后续输送,转运设备会先取出石墨舟中未镀膜的硅片,转运设备再将镀膜后的硅片放置在石墨舟中;硅片输送线将装有镀完膜的硅片的石墨舟输送走,其中转运过程中还需要通过人工来判断石墨舟中镀完膜的硅片是否合格。
3、公开号cn107993970a公开了一种硅片输送系统,包括花篮上下料机构、用于固定花篮且带动花篮上下移动的升降机构以及硅片运载轨道、硅片缓存机构、六轴机械手、吸盘组件,所述硅片运载轨道的数量为四个,所述六轴机械手的底座到外侧的两个硅片运载轨道的距离相等,位于外侧的两个硅片运载轨道上的硅片缓存机构可延硅片运载轨道方向前后移动设置。当需要运载外侧硅片运载轨道上的硅片时,丝杠将硅片缓存机构上的收料盒推出,缩短收料盒和六轴机械手的距离,当取片完成,收料盒归位,不阻碍机械手的运动。
4、上述硅片输送系统在使用过程中,由于整体石墨舟长度较长,导致输送线需占据较大空间,为了提高空间利用率故将原有整体的石墨舟分为两个半石墨舟以降低空间的占用,但是将整体石墨舟改成两个半石墨舟后,原有的硅片输送系统运用于半石墨舟的使用时,会导致搬运中转半石墨舟的速度降低,生产效率低下。
技术实现思路
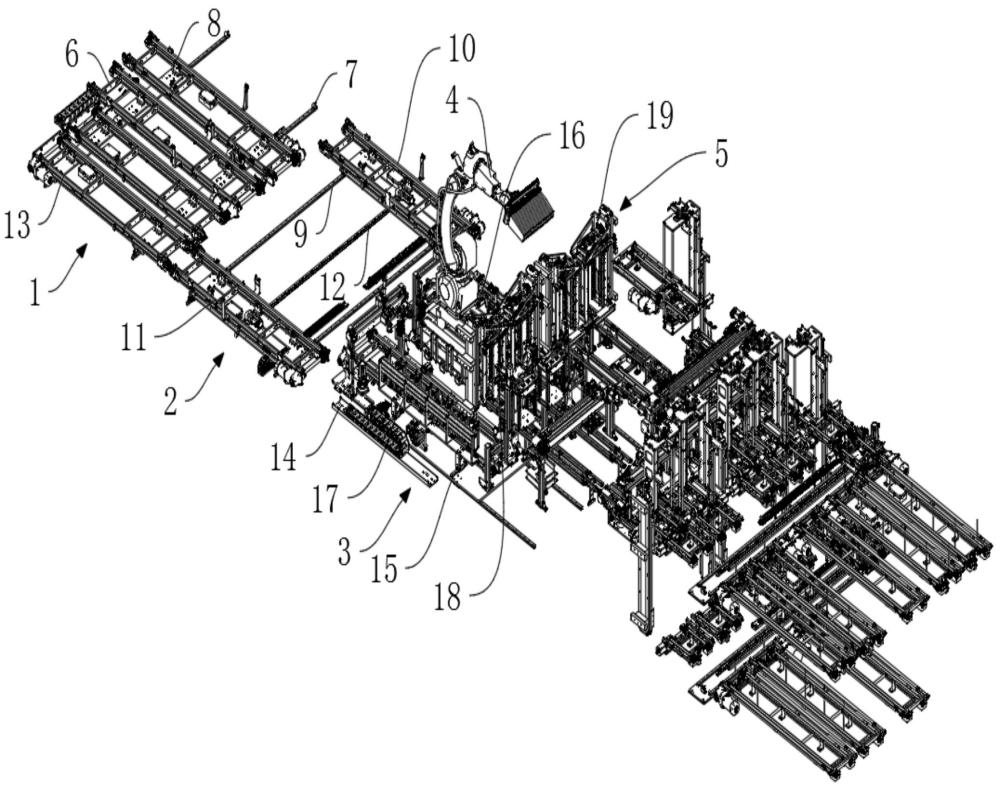
1、为了有助于解决现有硅片输送系统搬运中转半石墨舟的速度降低,生产效率低下的问题,本技术提供的一种石墨舟硅片接驳装卸系统,采用如下的技术方案:包括转运装置,所述转运装置的输出端设有用于插取硅片的机械手,所述机械手的插取范围内设有用于缓存已镀膜硅片及未镀膜硅片的缓存装置,所述转运装置包括用于接收半石墨舟的接料单元、位于接料单元与机械手之间的摆渡单元以及两个与半石墨舟相匹配的装卸工位,所述机械手位于两个所述装卸工位之间;
2、所述接料单元包括第一机架,所述第一机架上设有第一轨道,所述第一轨道上滑移连接有用于接收半石墨舟的第一接料输送机,所述第一接料输送机的输送方向与第一轨道垂直设置,所述第一机架上设有用于驱动第一接料输送机沿第一轨道滑移的第一驱动电机;
3、所述第一机架上设有第二轨道,所述第二轨道位于第一轨道与机械手之间,所述第二轨道与第一轨道平行设置,所述第二轨道上滑移连接有第一摆渡输送机,所述第一摆渡输送机的输送方向与第二轨道垂直设置,所述第一机架上设有用于驱动第一摆渡输送机沿第二轨道滑移的第二驱动电机;
4、所述第一机架上设有第三轨道,所述第三轨道位于第一轨道与机械手之间,所述第三轨道与第一轨道平行设置,所述第三轨道上滑移连接有第二摆渡输送机,所述第二摆渡输送机的输送方向与第三轨道垂直,所述第一机架上设有用于驱动第二摆渡输送机沿第三轨道滑移的第三驱动电机。
5、通过上述技术方案,当需要搬运中转石墨舟时,半石墨舟输送至接料单元后,摆渡单元将半石墨舟输送至机械手,机械手先取出石墨舟中未镀膜的硅片,再将缓存装置内镀膜完成的硅片插入半石墨舟中,半石墨舟再由摆渡单元输送回接料单元输送出石墨舟硅片接驳装卸系统实现石墨舟的搬运中转,机械手位于两个装卸工位之间,减少了机械手插取半石墨舟内硅片的范围半径,减少了搬运半石墨舟所需的空间,提高了空间利用率。
6、第二驱动电机启动驱动第一摆渡输送机沿第二轨道滑移,第一摆渡输送机将半石墨舟从第一接料输送机输送至装卸工位,减少了搬运半石墨舟所需的使用空间,提高了生产效率;第三驱动电机启动驱动第二摆渡输送机沿第三轨道滑移,第二摆渡输送机将半石墨舟从第一接料输送机输送至装卸工位,第一摆渡输送机可以与第二摆渡输送机同时输送半石墨舟,提高了搬运中转半石墨舟的速度和效率,第一摆渡输送机与第二摆渡输送机由第二驱动电机与第三驱动电机单独控制,灵活性更强。
7、利用单独的接料单元与摆渡单元依次对半石墨舟进行运输,第一驱动电机启动驱动第一接料输送机沿第一轨道滑移,从而接收半石墨舟并将半石墨舟通过第一接料输送机输送至摆渡单元,实现半石墨舟的自动接料摆渡,提高了生产效率。由于接料单元与摆渡单元两者均单独控制,灵活性强,摆渡单元将半石墨舟分别输送至两个装卸工位,与搬运整体石墨舟相比,搬运半石墨舟的所需的空间减少,提高了搬运速度的同时提高了生产效率。
8、在一个具体的可实施方案中,所述第一轨道上还滑移连接有三个缓存输送机,三个所述缓存输送机的输送方向与第一轨道垂直设置,所述第一驱动电机用于驱动三个缓存输送机与第一接料输送机沿第一轨道同步滑移。
9、通过上述技术方案,当第一接料输送机被半石墨舟占用,新输入的半石墨舟无法直接完成搬运中转时,缓存输送机对新输入的半石墨舟起到缓存作用,节省了半石墨舟需等待的机械节拍时间,提高了石墨舟硅片接驳装卸系统搬运半石墨舟周转的速度,提高了生产效率。
10、在一个具体的可实施方案中,所述摆渡单元背离接料单元的一侧设有第二机架,所述第二机架上设有第四轨道,所述第四轨道与第一轨道平行设置,所述第四轨道上分别滑移连接有第一输送机和第二输送机,所述第一输送机和第二输送机的输送方向与第四轨道垂直设置,所述机械手位于第一输送机与第二输送机之间,所述第一输送机和第二输送机上的输送区域构成所述装卸工位。
11、通过上述技术方案,第一输送机和第二输送机可以沿第四轨道滑移,即可以根据机械手的周转范围调节第一输送机和第二输送机的位置,降低了机械手抓取时的摆动范围,从而提高机械手抓取硅片的速度,提高了生产效率。
12、在一个具体的可实施方案中,所述缓存装置包括设置在第一输送机背离摆渡单元一侧的第一硅片缓存机构和设置在第二输送机背离摆渡单元一侧的第二硅片缓存机构,所述第一硅片缓存机构用于缓存已镀膜的硅片,所述第二硅片缓存机构用于缓存未镀膜的硅片。
13、通过上述技术方案,当硅片输送至缓存装置时,第一硅片缓存机构将已镀膜的硅片缓存排列,第二硅片缓存机构将未镀膜的硅片缓存排列,便于机械手整体抓取硅片插接进半石墨舟,提高了机械手插取硅片的速度,从而提高了搬运中转的效率。
14、在一个具体的可实施方案中,石墨舟硅片接驳装卸系统的装卸方法:
15、第一驱动电机启动驱动第一接料输送机移动至接料位承接前半石墨舟;
16、第二驱动电机启动驱动第一摆渡输送机移动至与第一接料输送机对齐;
17、第一接料输送机与第一摆渡输送机同步启动,将前半石墨舟自第一接料输送机输送至第一摆渡输送机;
18、第一接料输送机承接后半石墨舟;
19、第一驱动电机与第二驱动电机同时启动,驱动第一接料输送机和第一摆渡输送机同步移动至第一机架一侧的观察位;
20、待观测结束后,第二驱动电机启动驱动第一摆渡输送机与装卸工位对齐,第一摆渡输送机启动将前半石墨舟输送至装卸工位;
21、第一驱动电机启动驱动第一接料输送机移动,第三驱动电机启动驱动第二摆渡输送机移动至与第一接料输送机对齐;
22、第一接料输送机与第二摆渡输送机同步启动,将后半石墨舟自第一接料输送机输送至第二摆渡输送机;
23、第三驱动电机启动将第二摆渡输送机与装卸工位对齐,第二摆渡输送机启动将后半石墨舟输送至装卸工位;
24、机械手抓取前半石墨舟内未镀膜的硅片放入缓存机构,随后机械手抓取缓存机构内已镀膜的硅片放入前半石墨舟;
25、机械手抓取后半石墨舟内未镀膜的硅片放入缓存机构,随后机械手抓取缓存机构内已镀膜的硅片放入后半石墨舟。
26、在一个具体的可实施方案中,当第一接料输送机未被占用时,半石墨舟按照常规步骤输出转运装置,所述常规步骤包括:
27、第三驱动电机启动驱动第二摆渡输送机移动至与装卸工位对齐;
28、装卸工位上的后半石墨舟被输送至第二摆渡输送机;
29、第三驱动电机启动驱动第二摆渡输送机移动至与第一接料输送机对齐;
30、第一接料输送机与第二摆渡输送机同步启动,将后半石墨舟自第二摆渡输送机输送至第一接料输送机;
31、第二驱动电机启动驱动第一摆渡输送机移动至与装卸工位对齐;
32、装卸工位上的前半石墨舟被输送至第一摆渡输送机;
33、第一驱动电机与第二驱动电机同时启动,驱动第一接料输送机和第一摆渡输送机同步移动至第一机架一侧的观察位;
34、待观测结束后,第一驱动电机启动驱动第一接料输送机移动,第一接料输送机将后半石墨舟输送出石墨舟硅片接驳装卸系统;
35、第二驱动电机启动驱动第一摆渡输送机移动至与第一接料输送机对齐;
36、第一接料输送机与第一摆渡输送机同步启动,将前半石墨舟自第一摆渡输送机输送至第一接料输送机;
37、第一接料输送机将前半石墨舟输送出石墨舟硅片接驳装卸系统。
38、在一个具体的可实施方案中,当第一接料输送机与第一摆渡输送机被待加工的半石墨舟占用时,半石墨舟按照缓存步骤输出转运装置,所述缓存步骤包括:
39、第二驱动电机启动驱动第一摆渡输送机移动至与其中一个空闲的缓存输送机对齐;
40、缓存输送机与第一摆渡输送机同步启动,将待加工的前半石墨舟自第一摆渡输送机输送至空闲的缓存输送机;
41、第二驱动电机启动驱动第一摆渡输送机移动至与第一接料输送机对齐;
42、第一接料输送机与第一摆渡输送机同步启动,将待加工的后半石墨舟自第一接料输送机输送至第一摆渡输送机;
43、第二驱动电机启动驱动第一摆渡输送机移动至与其中一个空闲的缓存输送机对齐;
44、缓存输送机与第一摆渡输送机同步启动,将待加工的后半石墨舟自第一摆渡输送机输送至空闲的缓存输送机;
45、执行所述常规步骤将已加工的半石墨舟输送出转运装置;
46、第三驱动电机启动驱动第二摆渡输送机移动至与待加工的后半石墨舟对应的缓存输送机对齐;
47、第二摆渡输送机与缓存输送机同步启动,将待加工的后半石墨舟自缓存输送机输送至第二摆渡输送机;
48、第三驱动电机启动驱动第二摆渡输送机移动至与装卸工位对齐,第二摆渡输送机启动将待加工的后半石墨舟输送至装卸工位;
49、第二驱动电机启动驱动第一摆渡输送机移动至与待加工的前半石墨舟对应的缓存输送机对齐;
50、第一摆渡输送机与缓存输送机同步启动,将待加工的前半石墨舟自缓存输送机输送至第一摆渡输送机;
51、第二驱动电机启动驱动第一摆渡输送机移动至与装卸工位对齐,第一摆渡输送机启动将待加工的前半石墨舟输送至装卸工位。
52、综上所述,本技术具有以下有益技术效果:需要搬运中转石墨舟时,半石墨舟输送至接料单元后,摆渡单元将半石墨舟输送至机械手,机械手先取出石墨舟中未镀膜的硅片,再将缓存装置内镀膜完成的硅片插入半石墨舟中,半石墨舟再由摆渡单元输送回接料单元输送出石墨舟硅片接驳装卸系统实现石墨舟的搬运中转,机械手位于两个装卸工位之间,减少了机械手插取半石墨舟内硅片的范围半径,减少了搬运半石墨舟所需的空间,提高了空间利用率。利用单独的接料单元与摆渡单元依次对半石墨舟进行运输,第一驱动电机启动驱动第一接料输送机沿第一轨道滑移,从而接收半石墨舟并将半石墨舟通过第一接料输送机输送至摆渡单元,实现半石墨舟的自动接料摆渡,提高了生产效率。由于接料单元与摆渡单元两者均单独控制,灵活性强,摆渡单元将半石墨舟分别输送至两个装卸工位,输送半石墨舟与原有输送整体石墨舟相比,所需的输送线缩短,从而减少了输送线占据的使用空间,提高了空间利用率,搬运中转半石墨舟的方式更灵活,提高了搬运速度的同时提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!