电池及电池折边方法与流程
本发明涉及电池,特别涉及一种电池及电池折边方法。
背景技术:
1、部分电池,例如软包电池包括包装膜以及电芯,包装膜包括本体部以及位于本体部至少一侧的封边部,电芯安装于本体部内,封边部一般会进行折边处理,以降低电池的整体尺寸,保障电池的能量密度。
2、相关技术中,封边部包括弯折形成的第一折边和第二折边,第一折边连接于本体部,第二折边连接于第一折边并位于第一折边与本体部之间。此种折边方式,弯折时第二折边容易与本体部发生干涉,不仅造成电池组装困难,而且第二折边的末端容易刮伤本体部,此外第二折边位于第一折边与本体部之间的细小间隙内,进而难以在第二折边的末端涂覆密封胶,导致电池密封性较差。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种电池,不仅组装更加方便,而且能够避免第二折边的末端刮伤本体部,此外方便在第二折边的末端涂覆密封胶,进而使得电池的密封性更好。
2、本发明还提出一种用于上述电池的电池折边方法。
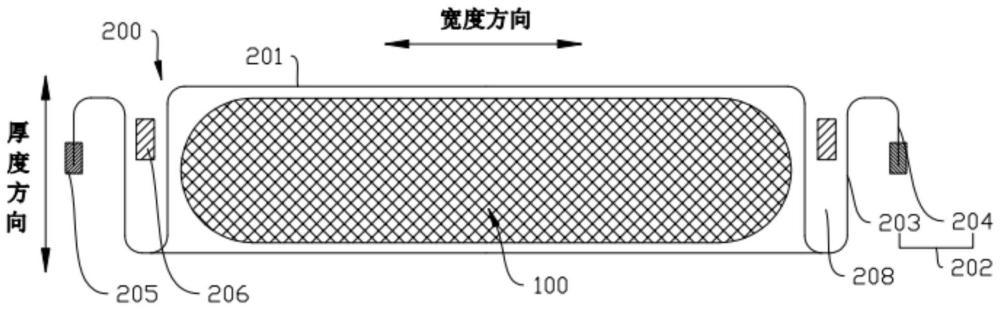
3、根据本发明第一方面实施例的电池,其包括电芯和包装膜,所述包装膜包括本体部和封边部,所述电芯容置于所述本体部内,所述封边部连接于所述本体部于所述电芯的宽度方向的至少一侧,所述封边部包括连接于所述本体部的第一折边以及连接于所述第一折边的第二折边,所述第二折边与所述第一折边之间沿所述电芯的宽度方向呈折叠设置,所述第二折边位于所述第一折边的背离所述本体部的一侧,所述第二折边的末端设有密封胶。
4、根据本发明实施例的电池,至少具有如下有益效果:
5、本发明中,由于第二折边位于第一折边的背离本体部的一侧,进而进行弯折时,能够避免第二折边与本体部发生干涉,不仅使得电池组装更加方便,而且能够避免第二折边的末端刮伤本体部,此外,第二折边不位于第一折边与本体部之间的细小间隙内,进而方便在第二折边的末端位置涂覆密封胶,密封胶能够避免第二折边的末端裂开,使得电池的密封性更好。
6、根据本发明的一些实施例,所述第一折边与所述本体部之间设有粘结胶,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述粘结胶的宽度为w1,所述第一折边连接于所述本体部的位置与所述粘结胶的中间位置之间的距离为s1,满足:s1-w1/2>t/2。
7、根据本发明的一些实施例,沿所述电芯的厚度方向上,所述第一折边连接于所述本体部的位置与所述第一折边连接于所述第二折边的位置之间的距离为h,所述粘结胶的宽度w1满足:w1<h-t/2。
8、根据本发明的一些实施例,所述粘结胶的滴胶量为v1,满足:v1=d*k1+n*k2+α*k3+l*k4;
9、其中,v1的单位为mg;
10、d为所述包装膜的厚度,单位为μm;
11、n为所述粘结胶的粘结力,单位为n/m;
12、α为所述第一折边与所述本体部于所述电芯的厚度方向上的外端面之间的夹角,单位为度;
13、l为所述本体部于所述电芯的长度方向上的两个外端面之间的距离,单位为mm;
14、k1为第一系数,取值范围为800mg/m≤k1≤1200mg/m;
15、k2为第二系数,取值范围为0.2mg·m/n≤k2≤1.5mg·m/n;
16、k3为第三系数,取值范围为0.05mg/度≤k3≤0.2mg/度;
17、k4为第四系数,取值范围为20mg/m≤k4≤200mg/m。
18、根据本发明的一些实施例,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述第一折边连接于所述本体部的位置与所述密封胶的中间位置之间的距离为s2,满足:s2>t/2。
19、根据本发明的一些实施例,所述密封胶的滴胶量为v2,满足:v2=l*d*k5;
20、其中,v2的单位为mg;
21、d为所述包装膜的厚度,单位为μm;
22、l为所述本体部于所述电芯的长度方向上的两个外端面之间的距离,单位为mm;
23、k5为第五系数,取值范围为1500mg/cm2≤k5≤5000mg/cm2。
24、根据本发明的一些实施例,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述第一折边连接于所述本体部的位置与所述第二折边的末端之间的距离为s3,满足:s3>t/2。
25、根据本发明的一些实施例,所述本体部于所述电芯的宽度方向上的至少一侧设有延伸部,所述延伸部沿所述电芯的宽度方向延伸,所述本体部的靠近所述延伸部的一侧外形成容纳区,所述延伸部的远离所述本体部的一端背向所述容纳区弯折形成所述第二折边,之后所述延伸部的靠近所述本体部的一端朝向所述容纳区弯折形成所述第一折边。
26、根据本发明的一些实施例,沿所述电芯的厚度方向上,所述封边部的两端位于所述本体部的两个外端面的延伸面之间或者与所述本体部的外端面平齐。
27、根据本发明第二方面实施例的电池折边方法,用于以上第一方面实施例所述的电池,所述本体部于所述电芯的宽度方向的至少一侧设有延伸部,所述延伸部沿所述电芯的宽度方向延伸,所述本体部的靠近所述延伸部的一侧外形成容纳区,所述电池折边方法包括以下步骤:
28、对所述延伸部进行裁剪,以使所述延伸部的宽度尺寸达到预设值;
29、将所述延伸部的远离所述本体部的一端背向所述容纳区弯折形成所述第二折边;
30、将所述密封胶涂覆于所述第二折边的末端,将粘结胶涂覆于所述延伸部的背离所述第二折边的一侧;
31、将所述延伸部的靠近所述本体部的一端朝向所述容纳区弯折形成所述第一折边。
32、根据本发明实施例的电池折边方法,至少具有如下有益效果:
33、相比于先弯折第一折边,再弯折第二折边,本发明是先将延伸部的远离本体部的一端弯折形成第二折边,再将延伸部的靠近本体部的一端弯折形成第一折边,弯折第二折边时,延伸部的末端离本体部较远,进而能够避免本体部的存在影响第二折边的弯折操作,使得第二折边弯折更加方便,成型效果更好,而且还能够避免弯折过程中触碰到本体部而损坏本体部,此外,弯折第一折边之前,一般会在第一折边上涂覆粘结胶,弯折第一折边后,粘结胶粘接于本体部,实现封边部的固定,如果先弯折第一折边,再弯折第二折边,弯折第二折边时会影响粘结胶的固定成型,而本发明先弯折第二折边,再弯折第一折边,则不会出现这种问题。
34、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
技术特征:
1.一种电池,其特征在于,包括:
2.根据权利要求1所述的电池,其特征在于,所述第一折边与所述本体部之间设有粘结胶,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述粘结胶的宽度为w1,所述第一折边连接于所述本体部的位置与所述粘结胶的中间位置之间的距离为s1,满足:s1-w1/2>t/2。
3.根据权利要求2所述的电池,其特征在于,沿所述电芯的厚度方向上,所述第一折边连接于所述本体部的位置与所述第一折边连接于所述第二折边的位置之间的距离为h,所述粘结胶的宽度w1满足:w1<h-t/2。
4.根据权利要求2所述的电池,其特征在于,所述粘结胶的滴胶量为v1,满足:v1=d*k1+n*k2+α*k3+l*k4;
5.根据权利要求1至4中任一项所述的电池,其特征在于,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述第一折边连接于所述本体部的位置与所述密封胶的中间位置之间的距离为s2,满足:s2>t/2。
6.根据权利要求1至4中任一项所述的电池,其特征在于,所述密封胶的滴胶量为v2,满足:v2=l*d*k5;
7.根据权利要求1至4中任一项所述的电池,其特征在于,沿所述电芯的厚度方向上,所述本体部的两个外端面之间的距离为t,所述第一折边连接于所述本体部的位置与所述第二折边的末端之间的距离为s3,满足:s3>t/2。
8.根据权利要求1至4中任一项所述的电池,其特征在于,所述本体部于所述电芯的宽度方向上的至少一侧设有延伸部,所述延伸部沿所述电芯的宽度方向延伸,所述本体部的靠近所述延伸部的一侧外形成容纳区,所述延伸部的远离所述本体部的一端背向所述容纳区弯折形成所述第二折边,之后所述延伸部的靠近所述本体部的一端朝向所述容纳区弯折形成所述第一折边。
9.根据权利要求1至4中任一项所述的电池,其特征在于,沿所述电芯的厚度方向上,所述封边部的两端位于所述本体部的两个外端面的延伸面之间或者与所述本体部的外端面平齐。
10.一种电池折边方法,用于权利要求1至9中任一项所述的电池,所述本体部于所述电芯的宽度方向的至少一侧设有延伸部,所述延伸部沿所述电芯的宽度方向延伸,所述本体部的靠近所述延伸部的一侧外形成容纳区,其特征在于,所述电池折边方法包括以下步骤:
技术总结
本发明公开了一种电池及电池折边方法,涉及电池技术领域,其中电池括电芯和包装膜,包装膜包括本体部和封边部,电芯容置于本体部内,封边部连接于本体部于电芯的宽度方向的至少一侧,封边部包括连接于本体部的第一折边以及连接于第一折边的第二折边,第二折边与第一折边之间沿电芯的宽度方向呈折叠设置,第二折边位于第一折边的背离本体部的一侧,第二折边的末端设有密封胶。本发明的电池及电池折边方法,不仅电池组装更加方便,而且能够避免第二折边的末端刮伤本体部,此外方便在第二折边的末端涂覆密封胶,进而使得电池的密封性更好。
技术研发人员:郭智锐,谢安河,于子龙,李载波
受保护的技术使用者:浙江锂威能源科技有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!