一种圆柱形电池卷绕电芯入壳设备的制作方法
本技术涉及圆柱形电池生产设备,具体是一种圆柱形电池卷绕电芯入壳设备。
背景技术:
1、目前,国内圆柱形锂电池入壳有两种方式,人工入壳和机器入壳,其中,人工入壳的良率高、隔膜纸、极耳破损少,但是效率低,原因是人工入壳是一种接触式入壳,依靠电芯与钢壳的接触,采用适当的力度,不使隔膜纸破损、打皱及极耳折断,从而使电芯入壳,严格意义上讲,仅仅是因为隔膜纸破坏在可接受范围内,从而未引起不良,人工入壳良率在99%以上,机器入壳也是一种接触式入壳,在尽可能是钢壳圆心与电芯圆心在同同轴,依靠气缸压力或者凸轮轴推力,使电芯进入钢壳。由于是一种接触式入壳,在入壳过程中,如果隔膜纸与钢壳壁边缘接触,由于入壳力度大,速度快,从而造成隔膜纸破损、打皱,甚至极耳断裂,机器入壳良率在85%左右,甚至更低。
2、现有的圆柱形电池卷绕电芯入壳设备,在采用机器入壳的方式时,无法准确地根据需要的长度对隔膜片进行切断,从而导致电芯入壳质量不佳,并造成隔膜片的浪费,因此,针对以上现状,迫切需要开发一种圆柱形电池卷绕电芯入壳设备,以克服当前实际应用中的不足。
技术实现思路
1、本实用新型的目的在于提供一种圆柱形电池卷绕电芯入壳设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
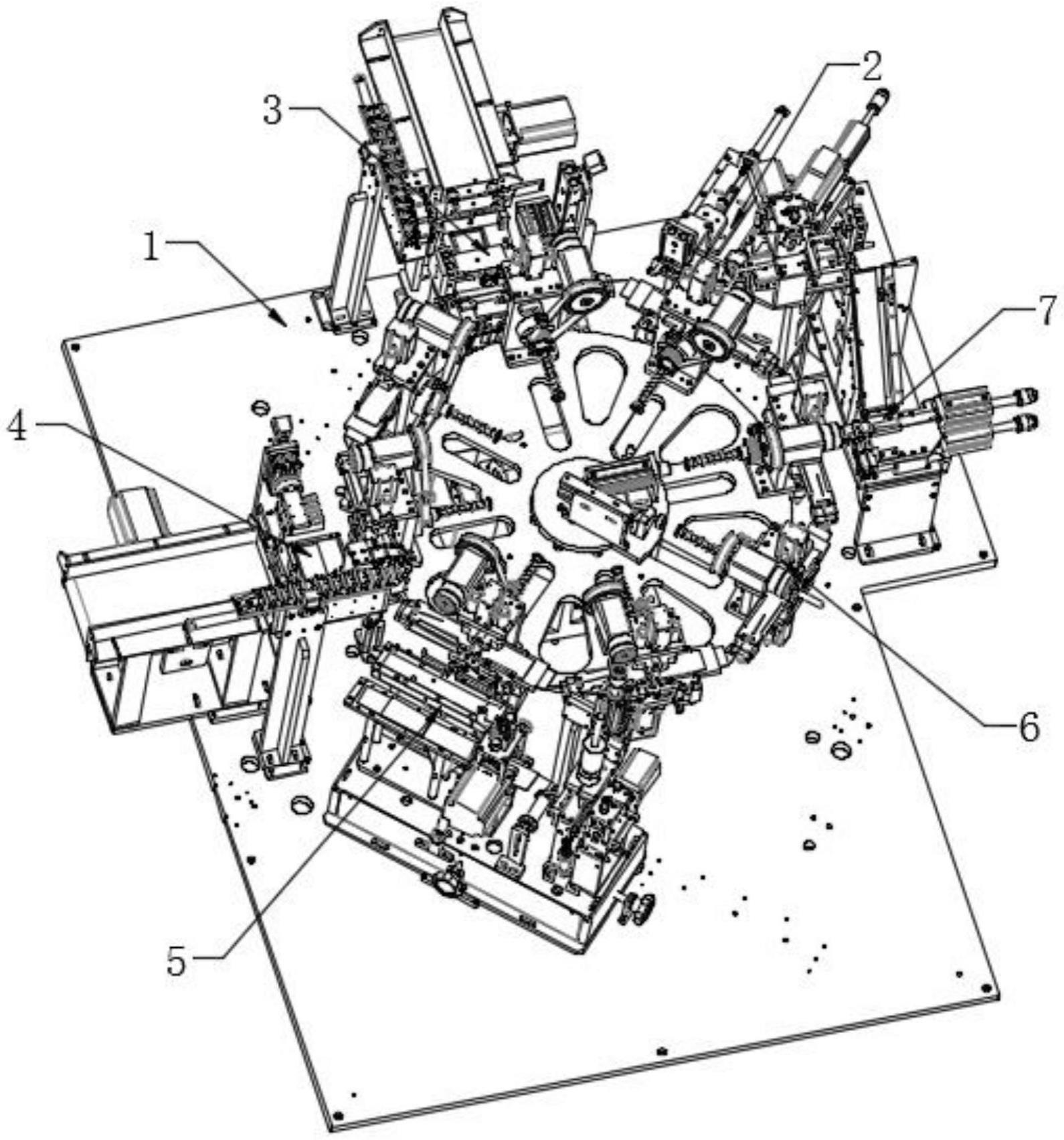
3、一种圆柱形电池卷绕电芯入壳设备,包括安装底座,还包括:
4、送隔膜片装置,所述送隔膜片装置固定安装在所述安装底座上;以及
5、电芯入壳机构,所述电芯入壳机构位于所述安装底座上,并与所述送隔膜片装置相配合安装,其中,电芯入壳机构包括有送料组件、卷绕组件和入壳装置;
6、所述送料组件和卷绕组件均固定安装在所述安装底座上,并位于所述送隔膜片装置的两侧,所述入壳装置也固定安装在所述安装底座上,并与所述卷绕组件相配合安装;
7、所述送隔膜片装置包括有送料电机、切断气缸和机器手,所述送料电机、切断气缸和机器手均固定安装在所述安装底座上,所述送料电机上放置有隔膜片,所述机器手与所述卷绕组件相配合安装。
8、作为本实用新型进一步的方案:所述送料组件包括:
9、送正极片装置,所述送正极片装置固定安装在所述安装底座上;以及
10、送负极片装置,所述送负极片装置固定安装在所述安装底座上,并靠近所述送隔膜片装置安装。
11、作为本实用新型进一步的方案:所述卷绕组件包括:
12、卷绕头装置,所述卷绕头装置固定安装在所述安装底座上,且所述卷绕头装置还与所述机器手相配合安装;以及
13、卷绕装置,所述卷绕装置固定安装在所述安装底座上,并与所述卷绕头装置配合安装。
14、与现有技术相比,本实用新型的有益效果是:
15、当需要将电芯装入钢壳时,首先,通过设置的送隔膜片装置,可将隔膜片送入卷绕组件内,然后,通过设置的送料组件,可依次将负极片和正极片也送入卷绕组件内,此时,在卷绕组件的工作下,可将隔膜片、负极片和正极片制成电芯,并通过设置的入壳装置,可将电芯送入钢壳,至此完成电芯入壳的整个工作过程,在隔膜片送入卷绕组件时,送隔膜片装置与卷绕组件为联动性,由送料电机输送隔膜片物料,再由切断气缸将隔膜片切断成所需的长度,最后由机器手放入卷绕组件中,操作简单,可根据需要的长度对隔膜片进行准确地切断,有利于提高电芯入壳的质量,并可减少隔膜片的浪费,为工作人员提供了便利,值得推广。
技术特征:
1.一种圆柱形电池卷绕电芯入壳设备,包括安装底座,其特征在于,还包括:
2.根据权利要求1所述的圆柱形电池卷绕电芯入壳设备,其特征在于,所述送料组件包括:
3.根据权利要求1或2所述的圆柱形电池卷绕电芯入壳设备,其特征在于,所述卷绕组件包括:
技术总结
本技术涉及圆柱形电池生产设备技术领域,具体是一种圆柱形电池卷绕电芯入壳设备,包括安装底座,还包括:送隔膜片装置,所述送隔膜片装置固定安装在所述安装底座上;以及电芯入壳机构,所述电芯入壳机构位于所述安装底座上,并与所述送隔膜片装置相配合安装,其中,电芯入壳机构包括有送料组件、卷绕组件和入壳装置;所述送隔膜片装置包括有送料电机、切断气缸和机器手,本技术圆柱形电池卷绕电芯入壳设备,结构新颖,操作简单,可根据需要的长度对隔膜片进行准确地切断,有利于提高电芯入壳的质量,并可减少隔膜片的浪费,为工作人员提供了便利。
技术研发人员:李志红
受保护的技术使用者:广东兴捷瑞智能科技有限公司
技术研发日:20230308
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!