一种自动化打插头沾锡机的制作方法
本技术涉及线材加工领域,特别涉及一种自动化打插头沾锡机。
背景技术:
1、现有的沾锡机主要有单头沾锡机、双头沾锡机以及一端沾锡一端打插头或者插头的沾锡机三种,单头沾锡机即线材单侧需要进行沾锡,那么线材只需要切线、剥皮、上助焊剂以及上锡的操作,从而完成开线沾锡的过程,如同专利cn105186263b。而对于双头沾锡机来说,需要对线材的两侧均进行切线、剥皮、上助焊剂以及上锡的操作,如同专利cn210817841u、cn103996958b。对于一端沾锡一端打插头机,是由送线机构将线材横向送入,由横向移动的取线机构将送入的线材夹取至切线机构切割并剥皮,从而线材一端剥皮后再由第一移动的移动机构带动送线机构移动至打插头机构位置,对线头进行打插头,打插头工序完成后由移动机构带动送线机构移回至横向生产线,对应切线机构和取线机构,接着由取线机构夹取已打插头的线材的打插头端,将线材拉过切线机构,再次由切线机构进行切线,已打插头的线材被切下且另一端被剥皮,而送线机构上夹取的线材再次由移动机构移动至打插头机构进行打插头操作,循环往复;而再已打插头的线材由上锡机构夹取,对其剥皮的另一端进行上助焊剂和粘锡操作,最后由下料机构将完成沾锡操作的线材夹取出料。
2、但目前现有的一端沾锡一端打插头机是对多根单线进行操作,即送线机构输入的多根线材均为单根线材。而双芯线材作为常用线缆的一种,其由两根线材合在一起,外部套有一层圆管外皮,对于双芯线材的打插头和沾锡操作,需要先剥去外皮,再拨内皮,才能进行打插头操作和沾锡操作,因此需要一种生产高效的能对双芯线材进行一端沾锡一端打插头的机器。
技术实现思路
1、本实用新型的主要目的是提供一种生产高效率的能对双芯线材进行打插头沾锡的自动化打插头沾锡机。
2、本实用新型提出一种自动化打插头沾锡机,包括机架、依次设置在机架的长度方向上的送线机构、切线剥皮机构、沾锡机构、取线机构,以及设置在机架的宽度方向上的移动机构和打插头机构,取线机构沿着机架的长度方向运动,送线机构设置在移动机构上,移动机构带动送线机构沿着机架的长度方向和宽度方向运动,切线剥皮机构包括依次排列在送线机构前
3、端的一次剥皮组件、切断组件和二次剥皮组件,沾锡机构位于二次剥皮组件的后方;一次剥皮组件包括由驱动组件带动在机架高度方向上相向运动以闭合、反向运动以打开的一次上刀组件和一次下刀组件;切断组件包括由驱动组件带动在机架高度方向上相向运动以闭合、反向运动以打开的切断上刀组件和切断下刀组件;二次剥皮组件包括由驱动组件带动在机架高度方向上相向运动以闭合、反向运动以打开的二次上刀组件和二次下刀组件。沾锡机构包括夹取组件、转动组件、助焊剂池和锡液池,夹取组件设置在转动组件上,助焊剂池和锡液池位于转动组件的下方。
4、一次上刀组件和一次下刀组件呈打开状态,切断上刀组件和切断下刀组件呈打开状态,二次上刀组件和二次下刀组件呈打开状态,夹取组件呈打开状态,通过送线机构将线材输入,取线机构从一次上刀组件和一次下刀组件之间,切断上刀组件和切断下刀组件之间,二次上刀组件和二次下刀组件之间,夹取组件之间穿过至送线机构位置,并夹取送线机构上的线材,将线材拉至切断上刀组件和切断下刀组件之间,由切断上刀组件和切断下刀组件对线材进行切断,线材分为两段——送线机构上的线材和取线机构上的线材。
5、一次上刀组件和二次上刀组件分别包括刀口朝下的一次剥皮上刀和二次剥皮上刀,一次下刀组件和二次下刀组件分别包括刀口朝上的一次剥皮下刀和二次剥皮下刀,一次剥皮上刀和一次剥皮下刀分别设有多个与线材适配的内凹形成的一次上刀口和一次下刀口,二次剥皮上刀和二次剥皮下刀分别设有多个与线材适配的内凹形成的二次上刀口和二次下刀口,一次剥皮上刀与一次剥皮下刀相对错位贴合运动以实现刀口闭合和刀口分离,二次剥皮上刀与二次剥皮下刀相对错位贴合运动以实现刀口闭合和刀口分离,一次上刀口和二次上刀口内顶部分别设有凸起的上分割凸尖,一次下刀口和二次下刀口内底部分别设有凸起的与上分割凸尖对应的下分割凸尖。
6、送线机构上的线材由一次上刀组件和一次下刀组件进行一次切割,将线材的外皮切开,接着移动机构带动送线机构后退以使外皮脱出,并移动至线材内皮需要剥皮的位置,再由一次上刀组件和一次下刀组件进行二次切割,由上分割凸尖和下分割凸尖将外皮内的两条内线分开并切割,达到内皮切割的目的,接着由移动机构带动送线机构后退,将线材从一次上刀组件和一次下刀组件中抽出,达到脱皮的作用;再接着,移动机构带动送线机构移动至打插头机构中进行打插头工序,打插头完成后再由移动机构将送线机构带回原位,再次由取线机构夹取已完成打插头的线材,将线材拉至切断上刀组件和切断下刀组件之间,由切断上刀组件和切断下刀组件对线材进行切断,再次重复上述动作,循环往复。同时,取线机构上的线材由取线机构带动至二次上刀组件和二次下刀组件之间,由二次上刀组件和二次下刀组件进行一次切割,将线材的外皮切开,接着由取线机构带动线材向前拉以使外皮脱出,并移动至线材内皮需要剥皮的位置,此时沾锡机构的夹取组件将线材夹紧,取线机构张开并退出当前位置,为下次动作做准备;接着,由二次上刀组件和二次下刀组件对当前线材进行二次切割,由上分割凸尖和下分割凸尖将外皮内的两条内线分开并切割,达到内皮切割的目的,之后由夹取组件带动线材向前拉以使线材从二次上刀组件和二次下刀组件中抽出,完成脱皮工序,线材露出线芯;接着,转动组件带动夹取组件转动,以使露出的线芯朝下至助焊剂池蘸取助焊剂,再继续带动夹取组件转动以使沾有助焊剂的线芯至锡液池蘸取锡液;最后,由下料机构上的夹取机械手将完成上锡的线材取出,完成下料。动作以此循环,可知,再次切断线材后,取线机构上夹取的线材的一端以完成打插头操作,从而最终实现线材的一端打插头一端沾锡,全部工序自动化完成,且通过同一剥皮组件完成外皮和内皮的切割,使机械结构简化,提高生产效率。
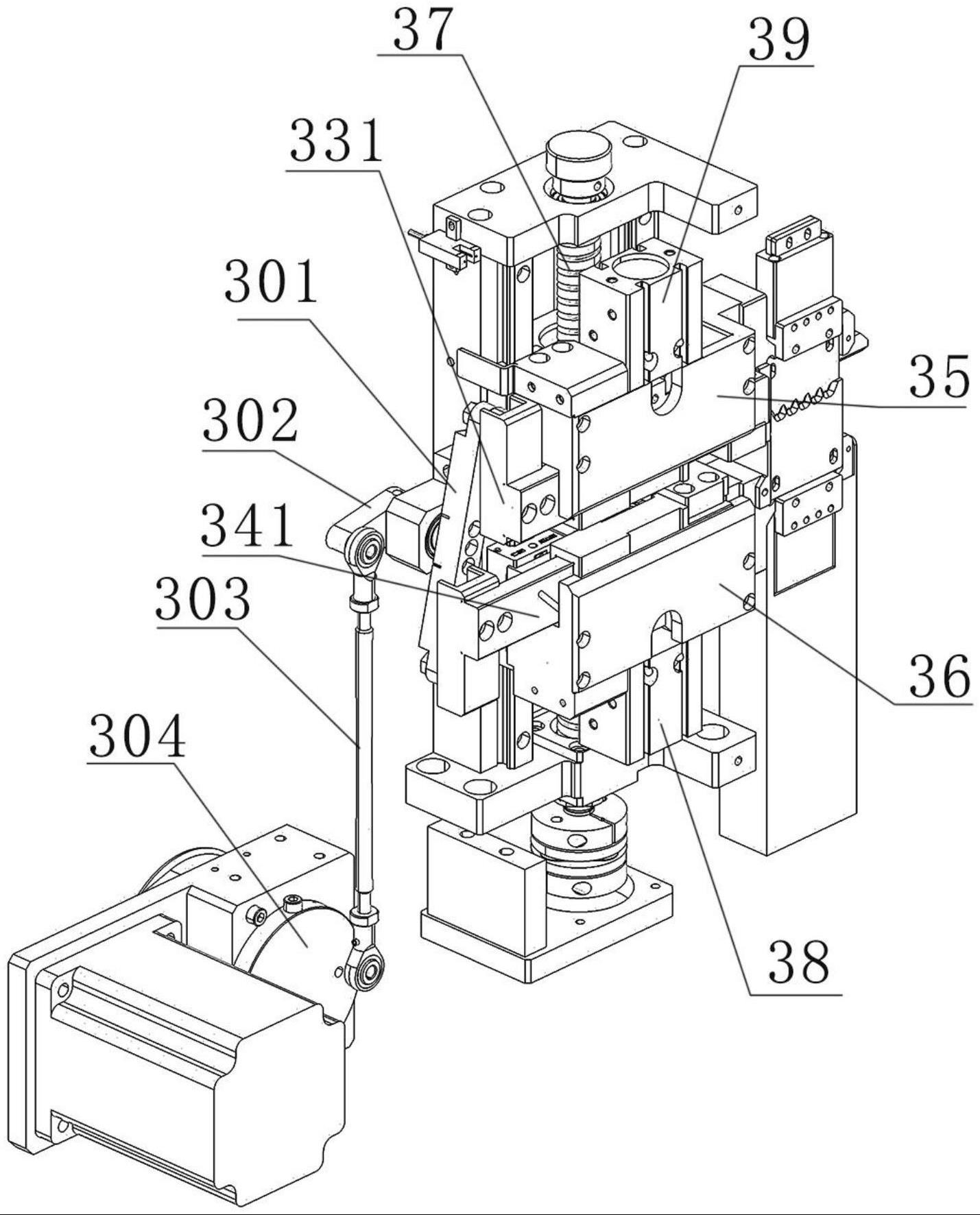
7、优选地,切线剥皮机构还包括搓线组件,搓线组件包括相对设置的上搓线齿条和下搓线齿条、带动上搓线齿条和下搓线齿条相向运动以闭合、反向运动以打开的齿条开合驱动组件以及带动上搓线齿条和下搓线齿条做错位搓线运动的搓线驱动组件,上搓线齿条和下搓线齿条位于二次剥皮上刀和二次剥皮下刀的前侧。通过搓线组件对已经切割内皮的线材进行搓线操作,更容易脱皮,且通过搓线对线缆的线芯进行拧紧处理,为沾锡做准备。
8、优选地,搓线组件还包括与上搓线齿条连接的上连杆和与下搓线齿条连接的下连杆,齿条开合驱动组件包括用于带动上连杆沿机架的高度方向运动的上驱动件和用于带动下连杆沿机架的高度方向运动的下驱动件,上连杆和下连杆上分别设有与上驱动件的驱动端滑动连接的上滑轨和与下驱动件的驱动端滑动连接的下滑轨,上滑轨和下滑轨与上搓线齿条和下搓线齿条做搓线运动的方向平行。
9、优选地,上搓线齿条连接固定在上连杆的一端,下搓线齿条连接固定在下连杆的一端,上连杆和下连杆的另一端分别设有朝机架的高度方向设置的滑动槽,搓线驱动组件包括摆动件和用于带动摆动件旋转摆动的动力组件,摆动件的两端设有与滑动槽适配的传动头,两传动头分别滑动连接在两滑动槽中,通过摆动件摆动来带动上连杆和下连杆错位移动。
10、本实用新型的自动化打插头沾锡机的有益效果为:
11、自动化完成线材的一端打插头一端沾锡,全部工序自动化完成,且通过同一剥皮组件完成外皮和内皮的切割,使机械结构简化,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!