电池正负极输出端焊接结构的制作方法
本技术涉及蓄电池领域,特别涉及电池正负极输出端焊接结构。
背景技术:
1、电池盒内电池模组采用连接片串联或并联后,在模组总正极、模组总负极引出正极线、负极线,与电池盒上的接线端子相连。常规操作正极线、负极线都是直接焊接在模组总正极、模组总负极的连接片上,往往焊接点的焊接厚度较大,平整性差,焊接点距金属电池盒之间距离则变小,绝缘失效概率增大。
技术实现思路
1、针对现有技术中存在的问题,本实用新型提供电池正负极输出端焊接结构,利用端子焊接正负极引线,焊接厚度小而平整,增加焊点与金属电池盒间的绝缘距离,有效避免绝缘失效。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、电池正负极输出端焊接结构,电池箱内电池模组采用连接片串接,模组总正极、模组总负极上的连接片焊接正极线、负极线引出,与电池箱上的接线端子相连,正极线、负极线内端分别连接焊接端子,焊接端子的端头焊接在连接片上。
4、进一步改进方案是,所述焊接端子的型号是c45-6。
5、更进一步改进方案是,所述焊接端子的端头是o型。更方便焊接操作。
6、再进一步改进方案是,电池箱内电池模组的四周垫设绝缘隔板。
7、有益效果
8、本实用新型将端子用作连接模组总正极、模组总负极与正极线、负极线的载体,焊接点厚度小,增加焊接点与金属电池盒间的绝缘距离,有效避免绝缘失交,同时焊接面平整,与有利于铺设绝缘隔板。
技术特征:
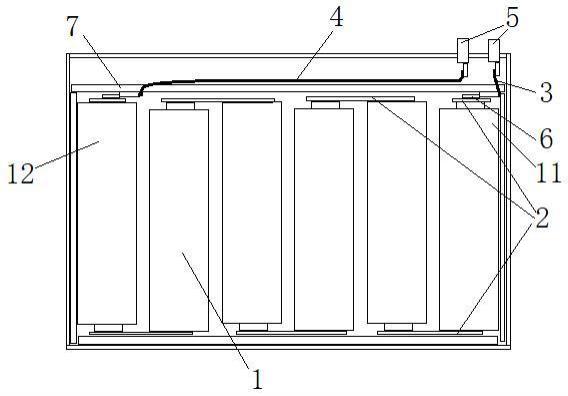
1.电池正负极输出端焊接结构,电池箱内电池模组(1)采用连接片(2)串接,模组总正极(11)、模组总负极(12)上的连接片(2)焊接正极线(3)、负极线(4)引出,与电池箱上的接线端子(5)相连,其特征在于:正极线(3)、负极线(4)内端分别连接焊接端子(6),焊接端子(6)的端头焊接在连接片(2)上。
2.根据权利要求1所述的电池正负极输出端焊接结构,其特征在于:所述焊接端子(6)的型号是c45-6。
3.根据权利要求2所述的电池正负极输出端焊接结构,其特征在于:所述焊接端子(6)的端头是o型。
4.根据权利要求1所述的电池正负极输出端焊接结构,其特征在于:电池箱内电池模组(1)的四周垫设绝缘隔板(7)。
技术总结
本技术公开了电池正负极输出端焊接结构,电池箱内电池模组采用连接片串接,模组总正极、模组总负极上的连接片焊接正极线、负极线引出,与电池箱上的接线端子相连,正极线、负极线内端分别连接焊接端子,焊接端子的端头焊接在连接片上。本技术利用端子焊接正负极引线,焊接厚度小而平整,增加焊点与金属电池盒间的绝缘距离,有效避免绝缘失效。
技术研发人员:王自强,李军,顾小曾
受保护的技术使用者:江苏英诺德新能源科技有限公司
技术研发日:20230506
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!