一种快速更换紧装配极群的工装的制作方法
本技术属于蓄电池,具体涉及铅酸蓄电池铸焊极群入槽后,返修取极群组时使用,是一种返修铅酸蓄电池极群组的工装。
背景技术:
1、铅酸蓄电池在工业、交通运输等行业广泛运用,富液启动电池为铅酸蓄电池的一种。富液启动电池在短路检测过程中,会剔出异常不良极群,因此,需对紧装配极群进行拔出,需使用专属工装取出失效极群组。
2、目前的生产方式为出现紧装配失效极群,操作工使用铁钩将极群取出,使用该工具拔极群时只能挂住一侧汇流排,拔起过程受力不均,易损伤板耳及栅筋,操作过程需分别对两边汇流排进行上提松动才能取出极群,使用过程操作不便且质量风险较高。
3、因此,需要一种简易取极群工装,根据极群间距、槽体间距所需尺寸范围,设计一种取紧装配极群组的辅助工装。
技术实现思路
1、鉴于以上所述现有富液启动电池紧装配极群返修方法不足,本实用新型的目的在于提供一种快速更换紧装配极群的工装,短路报警电池出现后,将取极群工装锯齿抓手挂住汇流排两端,旋转螺旋手柄即可取出极群。
2、本实用新型的技术解决方案是:一种快速更换紧装配极群的工装,其特征是:包括螺杆主轴、旋转手柄、间隔螺圈、阻撑板和锯齿抓手;其中,所述螺杆主轴上设有螺纹;所述旋转手柄上设有与螺杆主轴上螺纹配合的内丝螺母,并螺纹连接在螺杆主轴上;所述锯齿抓手固定在螺杆主轴的底部;所述间隔螺圈和阻撑板套装在旋转手柄与锯齿抓手之间的螺杆主轴上。
3、本实用新型的技术解决方案中所述的锯齿抓手为两端设有锯齿的矩形板;所述螺杆主轴的底部固定连接在锯齿抓手的中部。
4、本实用新型的技术解决方案中所述的阻撑板为与蓄电池槽体顶部隔墙尺寸一致的矩形板。
5、本实用新型的技术解决方案中所述的旋转手柄上的内丝螺母设置在旋转手柄的中部。
6、本实用新型的技术解决方案中所述的旋转手柄由内丝螺母和对称焊接在内丝螺母上的两根等长长度的手柄构成。
7、本实用新型的技术解决方案中所述的间隔螺圈为圆管状套筒。
8、本实用新型的技术解决方案中所述的间隔螺圈的外侧面设有3枚螺圈。
9、本实用新型的技术解决方案中所述的螺杆主轴、旋转手柄、间隔螺圈、阻撑板和锯齿抓手均使用不锈钢制作。
10、本实用新型的技术解决方案中所述的阻撑板的内径小于间隔螺圈的外径。
11、本实用新型采用由螺杆主轴、旋转手柄、间隔螺圈、阻撑板和锯齿抓手构成的一种快速更换紧装配极群的工装,其中,螺杆主轴上设有螺纹,旋转手柄上设有与螺杆主轴上螺纹配合的内丝螺母,并螺纹连接在螺杆主轴上,锯齿抓手固定在螺杆主轴的底部,间隔螺圈和阻撑板套装在旋转手柄与锯齿抓手之间的螺杆主轴上,因而使用时,可先将旋转手柄旋转至主轴顶端,然后将锯齿抓手插进汇流排空隙位置,托起阻撑板将其放置在槽体顶部隔墙上,最后通过人工旋转手柄即可取出紧装配极群,可避免受力不均造成的板耳损伤及栅筋拉断问题,还能有效提高返修过程工作效率。
12、本实用新型具有可使极群受力均匀、省力和极群取出效率高的特点,主要用于极群底部加胶紧装配电池在返工或返修时取出已入槽极群。
技术特征:
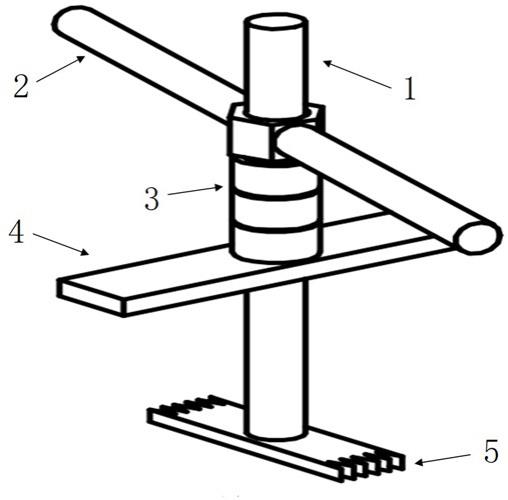
1.一种快速更换紧装配极群的工装,其特征是:包括螺杆主轴(1)、旋转手柄(2)、间隔螺圈(3)、阻撑板(4)和锯齿抓手(5);其中,所述螺杆主轴(1)上设有螺纹;所述旋转手柄(2)上设有与螺杆主轴(1)上螺纹配合的内丝螺母,并螺纹连接在螺杆主轴(1)上;所述锯齿抓手(5)固定在螺杆主轴(1)的底部;所述间隔螺圈(3)和阻撑板(4)套装在旋转手柄(2)与锯齿抓手(5)之间的螺杆主轴(1)上。
2.根据权利要求1所述的一种快速更换紧装配极群的工装,其特征是:所述的锯齿抓手(5)为两端设有锯齿的矩形板;所述螺杆主轴(1)的底部固定连接在锯齿抓手(5)的中部。
3.根据权利要求2所述的一种快速更换紧装配极群的工装,其特征是:所述的阻撑板(4)为与蓄电池槽体顶部隔墙尺寸一致的矩形板。
4.根据权利要求1、2或3所述的一种快速更换紧装配极群的工装,其特征是:所述的旋转手柄(2)上的内丝螺母设置在旋转手柄(2)的中部。
5.根据权利要求4所述的一种快速更换紧装配极群的工装,其特征是:所述的旋转手柄(2)由内丝螺母和对称焊接在内丝螺母上的两根等长长度的手柄构成。
6.根据权利要求1-3、5中任一项所述的一种快速更换紧装配极群的工装,其特征是:所述的间隔螺圈(3)为圆管状套筒。
7.根据权利要求6所述的一种快速更换紧装配极群的工装,其特征是:所述的间隔螺圈(3)的外侧面设有3枚螺圈。
8.根据权利要求1-3、5、7中任一项所述的一种快速更换紧装配极群的工装,其特征是:所述的螺杆主轴(1)、旋转手柄(2)、间隔螺圈(3)、阻撑板(4)和锯齿抓手(5)均使用不锈钢制作。
9.根据权利要求1-3、5、7中任一项所述的一种快速更换紧装配极群的工装,其特征是:所述的阻撑板(4)的内径小于间隔螺圈(3)的外径。
技术总结
本技术的名称为一种快速更换紧装配极群的工装。属于蓄电池技术领域。它主要是解决现有入槽极群不良返工时存在极群取出效率低、返工过程易导致板耳损伤和易出现板栅拉断的问题。它的主要特征是:包括螺杆主轴、旋转手柄、间隔螺圈、阻撑板和锯齿抓手;其中,所述螺杆主轴上设有螺纹;所述旋转手柄上设有与螺杆主轴上螺纹配合的内丝螺母,并螺纹连接在螺杆主轴上;所述锯齿抓手固定在螺杆主轴的底部;所述间隔螺圈和阻撑板套装在旋转手柄与锯齿抓手之间的螺杆主轴上。本技术具有可使极群受力均匀、省力和极群取出效率高的特点,主要用于极群底部加胶紧装配电池在返工或返修时取出已入槽极群。
技术研发人员:程欢,陈俊辉,袁芳,涂德明
受保护的技术使用者:湖北骆驼海峡新型蓄电池有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!