一种电池极片清粉焊极耳贴胶纸设备的制作方法
本技术涉及电池极片加工领域,具体而言,特别是涉及一种电池极片清粉焊极耳贴胶纸设备。
背景技术:
1、在现有的电池极片加工设备中,因电池极片为复杂形状的扁平料品,使用传统的设备下料时,容易发生卡料现象,制约生产加工设备的稳定运作,影响生产加工的品质与效率,亟待改善。
技术实现思路
1、有鉴于此,本实用新型提供一种电池极片清粉焊极耳贴胶纸设备,可实现电池极片的自动化清粉焊极耳贴胶纸作业,且下料时不容易发生卡料现象,稳定性好。
2、本实用新型的目的通过以下技术方案实现:
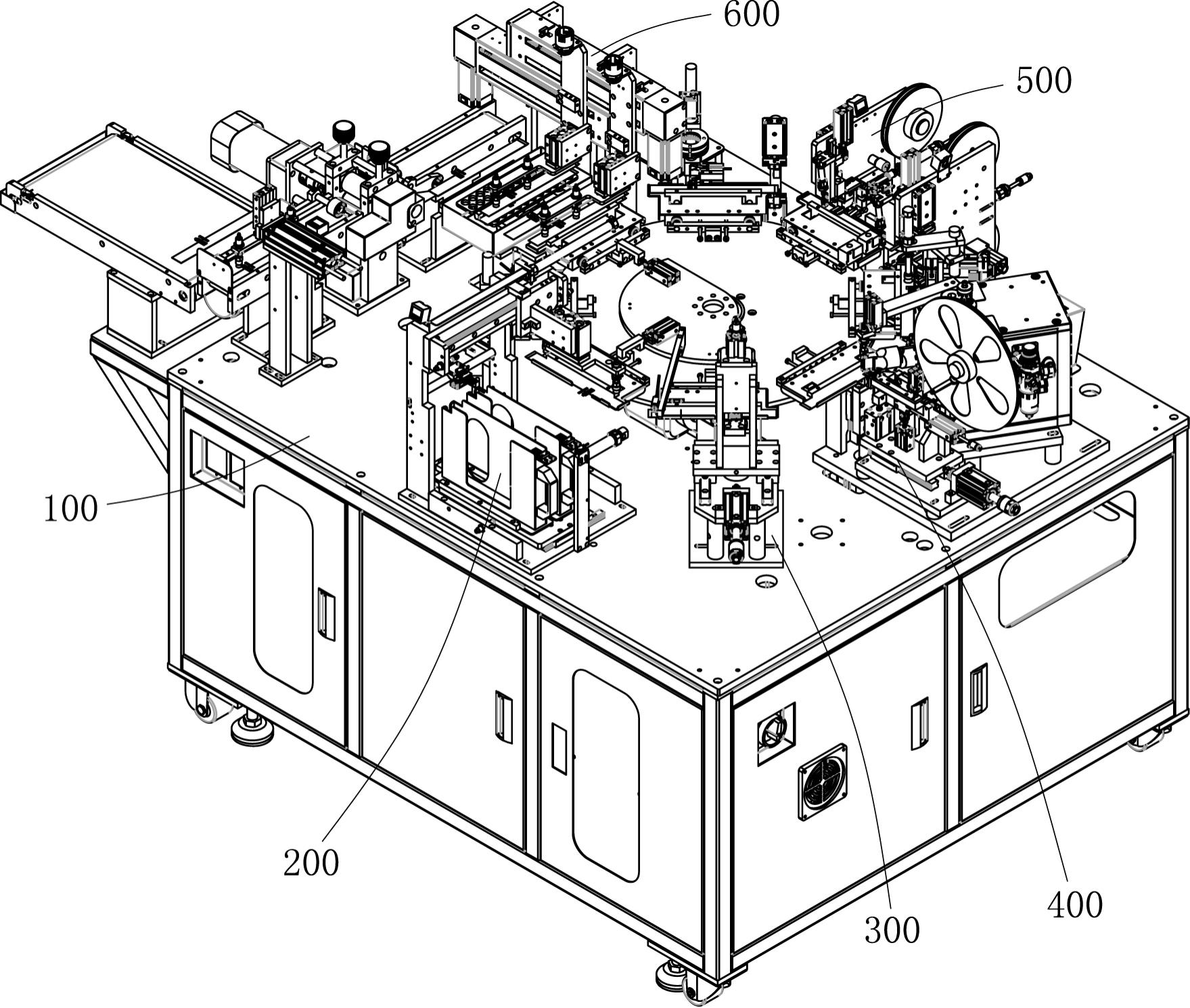
3、一种电池极片清粉焊极耳贴胶纸设备,包括机台、用于上料电池极片的上料装置、对电池极片进行清粉的清粉机构、在电池极片上焊接极耳的极耳定长送片焊接装置、在电池极片上贴附胶纸的贴胶纸装置、对电池极片分选及整形的称重分选下料装置。
4、可实现电池极片的自动化清粉焊极耳贴胶纸作业,且下料时不容易发生卡料现象,稳定性好。通过上料装置实现上料电池极片,清粉机构可对电池极片进行清粉,保证电池极片表面清洁度,极耳定长送片焊接装置对极耳进行裁断并焊接,贴胶纸装置将胶纸贴附于电池极片,称重分选下料装置不仅可称重分选,还可以对电池极片整形。
5、可选地,在一种可能的实现方式中,上料装置包括设置在机台上并用于存放料品的存料盒、将存料盒中的料品顶起的顶升电机、抓取被顶升电机顶起的料品的取料吸嘴、放置料品的载料夹具、以及推动取料吸嘴移动的前后气缸,所述前后气缸推动取料吸嘴往返于载料夹具和存料盒,所述存料盒包括第一料盒和第二料盒。
6、具有第一料盒和第二料盒,能够实现双工位上料。其中第一料盒可作为上料作业区,将料品逐个上料至载料夹具中,第二料盒则为作业中转区,用于人工堆叠放置料品;且第一料盒和第二料盒都可作为上料作业区或作业中转区,可互相替换,人工上料和设备上料可同步进行,使得人工上料动作可实现不停机作业,提升设备上料效率,机器的生产节拍更加紧凑。
7、可选地,在一种可能的实现方式中,所述载料夹具包括夹具底座、夹具滑动块、以及推动夹具滑动块相对于夹具底座移动的夹具推杆,所述夹具底座设置有阻挡边,所述阻挡边与夹具滑动块夹紧在料品的两侧。
8、夹具滑动块可在夹具推杆的作用下移动,从而与阻挡边配合夹紧料品,使得料品牢固固定于载料夹具中。
9、可选地,在一种可能的实现方式中,所述存料盒还包括存料底板、导轨和切换气缸,所述第一料盒和第二料盒通过导轨安装于存料底板,所述切换气缸推动第一料盒和第二料盒沿导轨移动。
10、切换气缸推动第一料盒和第二料盒沿导轨移动,从而改变第一料盒和第二料盒的位置,进而将第一料盒作为上料作业区、第二料盒作为作业中转区,或第一料盒作为作业中转区、第二料盒作为上料作业区,从而实现人工上料和设备上料的同步进行,提升设备上料效率。
11、可选地,在一种可能的实现方式中,所述第一料盒和第二料盒并排排列,所述切换气缸与第一料盒或第二料盒连接。
12、第一料盒和第二料盒并排排列且相互连接,同步移动,切换气缸与第一料盒或第二料盒连接,当切换气缸对外输出动力时,第一料盒和第二料盒同步移动。
13、可选地,在一种可能的实现方式中,还包括上下气缸,所述取料吸嘴由两个,两个所述取料吸嘴安装于取料板上,所述取料板与上下气缸的输出端相连。
14、上下气缸可驱使取料吸嘴靠近料品,以保证取料吸嘴稳定吸附夹持料品。
15、可选地,在一种可能的实现方式中,所述顶升电机安装于顶升支架,所述顶升支架安装于机台;所述存料底板挖有贯通口,所述顶升电机的输出端与顶升导杆连接,所述顶升导杆穿过贯通口并伸入到第一料盒或第二料盒内。
16、顶升电机驱使顶升导杆升降,顶升导杆上升会穿过贯通口并伸入到第一料盒或第二料盒内,从而将料品顶起,便于取料吸嘴抓取。
17、可选地,在一种可能的实现方式中,所述前后气缸安装于气缸支架,所述气缸支架安装于存料底板,所述上下气缸安装于滑轨,所述前后气缸推动上下气缸于滑轨中滑动。
18、上下气缸推动取料吸嘴上下移动,使取料吸嘴靠近并抓取料品;前后气缸推动取料吸嘴前后移动,使抓取到料品的取料吸嘴靠近载料夹具。
19、可选地,在一种可能的实现方式中,所述顶升电机为步进电机。
20、步进电机输出控制精准,便于料品顶升高度的控制。
21、极耳定长送片焊接装置包括设置在机台的料带盘、设置在机台并用于承托极耳料带的料带承托台、设置在料带承托台的定长送料机构、设置在机台的切片组件、和设置在机台的焊接器,所述定长送料机构包括连接于料带承托台的定长送料气缸、由定长送料气缸推动的夹持组件,所述夹持组件包括与定长送料气缸的输出端连接的夹持座、安装在夹持座上的夹紧气缸,所述夹紧气缸夹紧位于料带承托台上的极耳料带。
22、使用夹持组件夹紧料带承托台上的极耳料带,然后通过定长送料气缸驱使夹持组件移动预设距离,从而实现料道的定长移动,最后通过切刀组件切割,即可实现在极耳料带中切下指定长度的极耳,极耳长度精准可靠,且不易发生折弯堵料的异常现象,可靠性高。
23、可选地,在一种可能的实现方式中,所述料带承托台上挖有极耳料带槽,所述料带承托台上连接有极耳料带盖,所述极耳料带盖覆盖在极耳料带槽上。
24、极耳料带嵌入极耳料带槽中,并可沿着极耳料带槽的走向移动,极耳料带盖覆盖在极耳料带槽上,可将极耳料带与外界隔离开来,避免极耳料带发生折弯堵料的异常现象,同时也避免外物干扰极耳料带的移动。
25、可选地,在一种可能的实现方式中,所述夹紧气缸的输出端连接有夹紧块,所述夹紧块与下压块连接,所述下压块的下方为下压片,所述极耳料带盖上设置有与下压片配合的下压口,所述下压片可贯穿下压口并与料带承托台上的极耳料带接触。所述下压口呈长条状,所述下压口位于极耳料带槽的上方。
26、由于极耳料带槽上覆盖有极耳料带盖,为使夹紧气缸可有效夹紧极耳料带,在极耳料带盖上设置下压口,并使用下压口配合的下压片伸入到下压口内,贯穿下压口并与料带承托台上的极耳料带接触,利用下压片与极耳料带接触产生的摩擦力,使得极耳料带在定长送料气缸的驱动下移动预设距离。
27、可选地,在一种可能的实现方式中,所述料带承托台上设置有压料带气缸,所述压料带气缸的输出端连接有压料块,所述极耳料带盖上设置有供压料块穿过的压料口。
28、压料带气缸驱使压料块移动,以压紧或松开极耳料带。具体的,当定长送料气缸驱动极耳料带移动时,压料带气缸驱使压料块松开极耳料带,以便于极耳料带稳定地定长移动,定长移动完成后,压料带气缸驱使压料块压紧极耳料带,避免定长移动后的极耳料带移位,保证极耳料带保持在该定长尺寸。
29、可选地,在一种可能的实现方式中,所述压料块的下表面连接有软垫。
30、软垫可使压料块与极耳料带之间的接触变为软接触,避免压料块损伤极耳料带。
31、可选地,在一种可能的实现方式中,所述料带承托台设置有导轨,所述夹持座与料带承托台通过导轨滑动连接。
32、夹持座可沿着导轨移动,以推动极耳料带定长移动。
33、贴胶纸装置,将胶纸张贴于电池极片,包括设置在机台上的第一胶纸张贴机构,所述第一胶纸张贴机构包括设置在机台上的第一卷料盘、与机台滑动连接并用于承托胶纸料带的第一支撑组件、用于推动第一支撑组件移动的推料气缸、用于固定胶纸的第一吸附块、用于切断胶纸的第一切刀气缸和第一切刀、以及推动第一吸附块移动的第一贴胶纸气缸。
34、通过第一支撑组件夹紧胶纸料带的端部,然后推料气缸推动胶纸料带移动并到达第一吸附块,使用第一吸附块吸附固定胶纸料带的端部,第一切刀气缸驱使第一切刀自下而上移动并切下一块胶纸,该胶纸在第一贴胶纸气缸的驱使下下行并贴附在电池极片,胶纸的切割动作和贴附动作衔接更紧密,能有效压缩设备的加工时长,提升生产效率。
35、可选地,在一种可能的实现方式中,所述第一支撑组件包括与机台滑动连接的支撑板、设置在支撑板上的第一夹紧气缸、由第一夹紧气缸驱动的第一夹紧块、以及设置在支撑板上的第一支撑块,所述第一夹紧块与支撑板转动连接,所述第一夹紧气缸可驱动第一夹紧块靠近或远离第一支撑块。
36、第一夹紧气缸的输出端与第一夹紧块连接,驱动第一夹紧块相对于支撑板转动,第一夹紧块在转动过程中,可实现靠近或远离第一支撑块。当第一夹紧块靠近第一支撑块,位于第一夹紧块与第一支撑块之间缝隙中的胶纸料带会被夹紧,胶纸料带被夹紧后,推料气缸启动,将胶纸料带到达第一吸附块,以完成将胶纸料带的推料作业;此后胶纸料带被第一吸附块吸附固定,第一夹紧块远离第一支撑块,第一夹紧块与第一支撑块之间缝隙变大,接触对胶纸料带的夹紧作用,推料气缸推动支撑组件回程,以实现对下一段胶纸料带的送料。
37、可选地,在一种可能的实现方式中,所述第一夹紧块的外形呈“l”字形。
38、第一夹紧块的外形呈“l”字形,且在第一夹紧块的端部还设置有凸起,通过凸起来接触胶纸料带,从而与第一支撑块共同夹紧胶纸料带。
39、可选地,在一种可能的实现方式中,所述第一胶纸张贴机构还包括第一扣胶纸组件,所述第一扣胶纸组件包括设置在机台上的第一扣胶纸支架、设置在第一扣胶纸支架上的第一扣胶纸气缸、由第一扣胶纸气缸驱动的第一扣胶纸块,所述第一扣胶纸块与第一扣胶纸支架转动连接,所述第一扣胶纸块的端部可与第一吸附块接触,所述第一扣胶纸气缸与第一扣胶纸支架转动连接。
40、胶纸料带被送达第一吸附块后,第一吸附块通过抽真空的方式吸附固定胶纸料带,除此之外,第一扣胶纸气缸驱动第一扣胶纸块转动,第一扣胶纸块转动后与第一吸附块接触,从而压紧位于第一吸附块的胶纸料带,此时再通过第一切刀气缸驱使第一切刀切下一块胶纸,可保证胶纸切割尺寸精准可靠。
41、可选地,在一种可能的实现方式中,还包括设置在第一胶纸张贴机构下方的第二胶纸张贴机构,所述第二胶纸张贴机构包括设置在机台上的第二卷料盘、与机台滑动连接并用于承托胶纸料带的第二支撑组件、用于推动第二支撑组件移动的推料气缸、用于固定胶纸的第二吸附块、用于切断胶纸的第二切刀气缸和第二切刀、以及推动第二吸附块移动的第二贴胶纸气缸。
42、通过第二支撑组件夹紧胶纸料带的端部,然后推料气缸推动胶纸料带移动并到达第二吸附块,使用第二吸附块吸附固定胶纸料带的端部,第二切刀气缸驱使第二切刀切下一块胶纸,该胶纸在第二贴胶纸气缸的驱使下下行并贴附在电池极片。
43、可选地,在一种可能的实现方式中,所述第二支撑组件包括设置在支撑板上的第二夹紧气缸、由第二夹紧气缸驱动的第二夹紧块、以及设置在支撑板上的第二支撑块,所述第二夹紧块与支撑板转动连接,所述第二夹紧气缸可驱动第二夹紧块靠近或远离第二支撑块。
44、第二夹紧气缸的输出端与第二夹紧块连接,驱动第二夹紧块相对于支撑板转动,第二夹紧块在转动过程中,可实现靠近或远离第二支撑块。当第二夹紧块靠近第二支撑块,位于第二夹紧块与第二支撑块之间缝隙中的胶纸料带会被夹紧,胶纸料带被夹紧后,推料气缸启动,将胶纸料带到达第二吸附块,以完成将胶纸料带的推料作业;此后胶纸料带被第二吸附块吸附固定,第二夹紧块远离第二支撑块,第二夹紧块与第二支撑块之间缝隙变大,接触对胶纸料带的夹紧作用,推料气缸推动支撑组件回程,以实现对下一段胶纸料带的送料。
45、可选地,在一种可能的实现方式中,所述第二夹紧块的外形呈“l”字形。
46、第二夹紧块的外形呈“l”字形,且在第二夹紧块的端部还设置有凸起,通过凸起来接触胶纸料带,从而与第二支撑块共同夹紧胶纸料带。
47、可选地,在一种可能的实现方式中,所述第二胶纸张贴机构还包括第二扣胶纸组件,所述第二扣胶纸组件包括设置在机台上的第二扣胶纸支架、设置在第二扣胶纸支架上的第二扣胶纸气缸、由第二扣胶纸气缸驱动的第二扣胶纸块,所述第二扣胶纸块与第二扣胶纸支架转动连接,所述第二扣胶纸块的端部可与第二吸附块接触,所述第二扣胶纸气缸与第二扣胶纸支架转动连接。
48、胶纸料带被送达第二吸附块后,第二吸附块通过抽真空的方式吸附固定胶纸料带,除此之外,第二扣胶纸气缸驱动第二扣胶纸块转动,第二扣胶纸块转动后与第二吸附块接触,从而压紧位于第二吸附块的胶纸料带,此时再通过第二切刀气缸驱使第二切刀切下一块胶纸,可保证胶纸切割尺寸精准可靠。
49、称重分选下料装置包括设置在机台上的第一电子秤和第二电子秤、位于第一电子秤和第二电子秤旁的ok产品出料传送带和ng产品存放区、位于ok产品出料传送带旁的下料传送带、以及用于运送料品的搬运机构,所述ok产品出料传送带上设置有用于对料品进行压平整形的对滚压轮组件。
50、通过对滚压轮组件可实现对下料的料品进行压平整形,使得料品的形状更加规整,一方面避免料品下料过程中因形状不够规整而造成的卡料现象发生,另一方面可有效提升产品品质。
51、可选地,在一种可能的实现方式中,所述ok产品出料传送带包括第一出料带和第二出料带,所述第一出料带和第二出料带之间存在间隙,所述对滚压轮组件位于所述间隙内并衔接第一出料带和第二出料带之间的料品运送。
52、为了更好地衔接对滚压轮组件,将ok产品出料传送带拆分为第一出料带和第二出料带这两个独立的出料带,料品自第一出料带伸出,然后进入对滚压轮组件,对滚压轮组件对料品进行压平整形,整形后料品进入到第二出料带并持续流转运行。
53、可选地,在一种可能的实现方式中,所述第一出料带上设置有第一弹性压辊,所述第一弹性压辊包括与第一出料带连接的第一压辊座、卡接在第一压辊座的第一扭簧、以及与第一压辊座转动连接的第一压辊,所述第一扭簧用于驱使第一压辊靠近第一出料带的上表面。
54、在料品自第一出料带伸出并进入对滚压轮组件的过程中,第一弹性压辊因具有弹性而朝第一出料带的上表面靠近,故而对料品产生下压力,使得料品能够稳定地贴紧在第一出料带的上表面,从而保证料品稳定进入到对滚压轮组件中。
55、可选地,在一种可能的实现方式中,所述第二出料带上设置有第二弹性压辊,所述第二弹性压辊包括与第二出料带连接的第二压辊座、卡接在第二压辊座的第二扭簧、以及与第二压辊座转动连接的第二压辊,所述第二扭簧用于驱使第二压辊靠近第二出料带的上表面。
56、在料品自对滚压轮组件伸出并进入第一出料带的过程中,第二弹性压辊因具有弹性而朝第二出料带的上表面靠近,故而对料品产生下压力,使得料品能够稳定地贴紧在第二出料带的上表面,从而保证料品稳定进入到第二出料带中。
57、可选地,在一种可能的实现方式中,所述搬运机构包括用于将料品送至第一电子秤或第二电子秤的取料机械手。
58、取料机械手可将料品夹取并运送到第一电子秤或第二电子秤,从而完成料品的称重作业。
59、可选地,在一种可能的实现方式中,所述搬运机构还包括用于将料品从第一电子秤或第二电子秤移送至ok产品出料传送带或ng产品存放区的移料机械手。
60、料品的称重作业完成后,根据称重数据,移料机械手可将料品夹取并运送到ok产品出料传送带或ng产品存放区,进行分类处理。
61、可选地,在一种可能的实现方式中,所述搬运机构还包括用于将料品从ok产品出料传送带移送至下料传送带的下料组件,所述下料组件包括下料推出气缸、下料升降气缸以及夹持吸盘。
62、ok产品出料传送带中的料品,通过下料组件可运送到下料传送带,并在下料传送带中并排排列存放。
63、可选地,在一种可能的实现方式中,所述对滚压轮组件包括第一压轮和第二压轮、以及驱使第一压轮或第二压轮转动的对辊压轮电机。
64、对辊压轮电机驱使第一压轮或第二压轮转动,当料品与之接触后,会将第一压轮与第二压轮的间隙填满,料品被压轮推动移动,且此时另一个压轮会随之反向转动,保证料品的移动稳定可靠。
65、可选地,在一种可能的实现方式中,所述第一电子秤和第二电子秤并排排列。
66、第一电子秤和第二电子秤均可用于称重,可提升料品的称重效率。
67、可选地,在一种可能的实现方式中,所述清粉机构包括清粉风机。通过清粉风机对电池极片表面进行风吹,以使电池极片表面干净无异物。
68、本实用新型相较于现有技术的有益效果是:
69、本实用新型的电池极片清粉焊极耳贴胶纸设备,可实现电池极片的自动化清粉焊极耳贴胶纸作业,且下料时不容易发生卡料现象,稳定性好。通过上料装置实现上料电池极片,清粉机构可对电池极片进行清粉,保证电池极片表面清洁度,极耳定长送片焊接装置对极耳进行裁断并焊接,贴胶纸装置将胶纸贴附于电池极片,称重分选下料装置不仅可称重分选,还可以对电池极片整形。
- 还没有人留言评论。精彩留言会获得点赞!