一种线束组装板的制作方法
本技术属于汽车线束生产,尤其涉及一种线束组装板。
背景技术:
1、线束组装板是一种用于线束生产的组装工具,其常应用在汽车线束生产过程中,公开号为cn216250168u的一种汽车线束生产的组装板,包括组装板本体,所述组装板本体的两端活动卡接设有一号u型块,所述一号u型块,所述一号u型块内滑动设有夹紧板,所述夹紧板远离组装板本体的一侧转动插设有一号螺杆,该组装板在实际使用的过程中还存在着一些问题,比如:更换治具时则需要对组装板进行拆卸更换,其拆卸更换的过程需要一定的时间,从而可能影响对线束的加工效率,使用较为不便。
技术实现思路
1、为了解决上述存在的技术问题,本实用新型提供一种线束组装板,其能够实现免拆卸更换带有不同治具的组装板的效果,从而可有效减少更换组装板的时间,进而提高对线束的加工效率,使用更加方便。
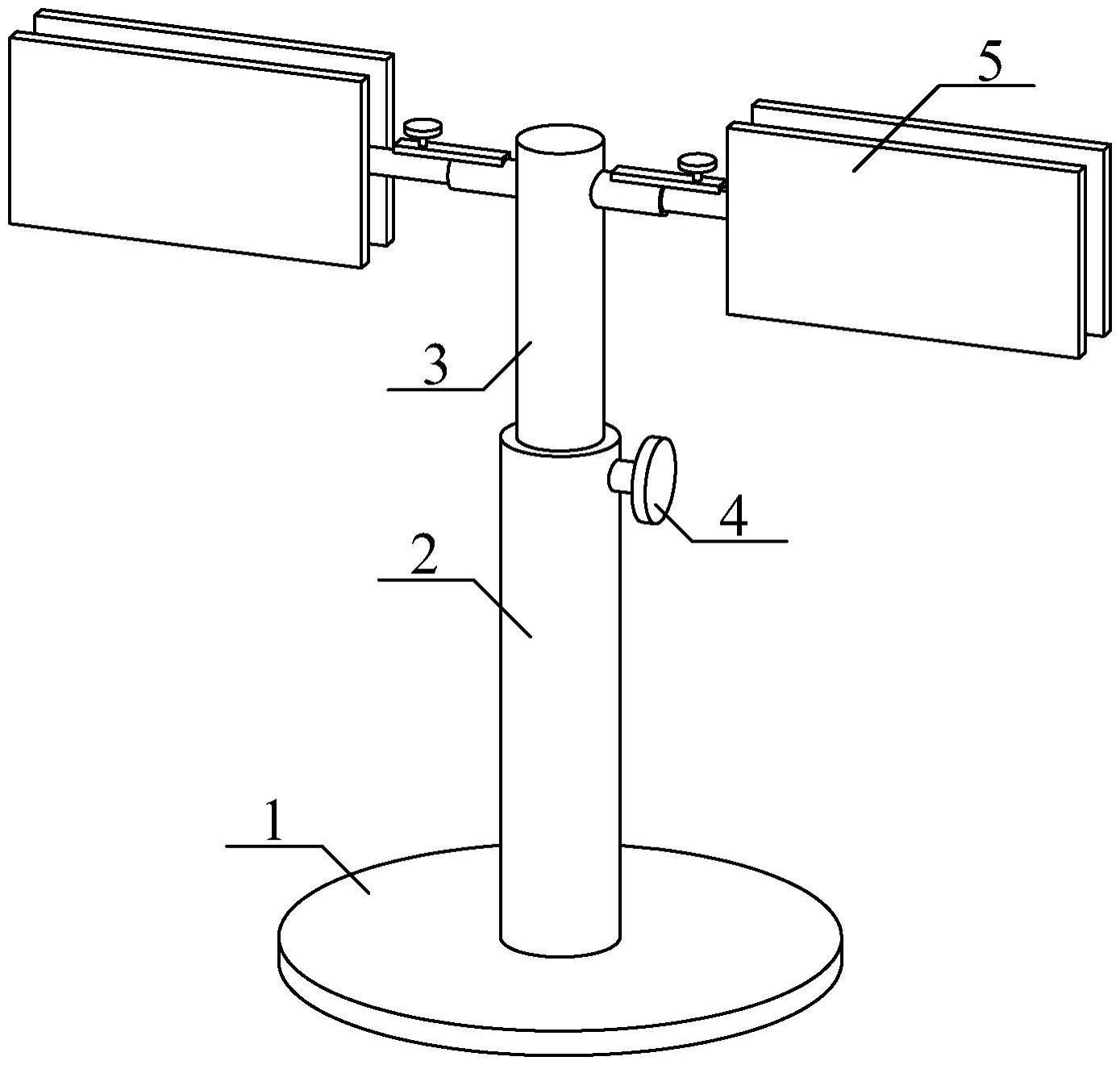
2、其技术方案是这样的:一种线束组装板,包括底座,底座上部中间部位纵向一体化连接有固定套管,且固定套管内部插接有伸缩杆;固定套管右侧上部开口处螺纹连接有第一手拧螺栓,且固定套管通过第一手拧螺栓与伸缩杆紧固连接设置,其特征在于,伸缩杆左右两侧的上部分别连接有免拆更换磁吸式组装板结构。
3、优选的,所述的免拆更换磁吸式组装板结构设置有两个,分别包括旋转轴,旋转轴左端轴承连接有安装套管,且安装套管上侧设置有固定板,其中固定板下部左侧与安装套管上侧右部一体化连接设置;固定板上部右侧开口处螺纹连接有第二手拧螺栓,且第二手拧螺栓的下端抵紧在旋转轴的上侧;旋转轴右端一体化连接有旋转安装板,且旋转安装板内部中间部位左右两侧分别开设有安装口,其中安装口内部中间部位分别镶嵌有磁铁块;磁铁块前后两部分别吸附连接有吸附板,其中前侧所述的吸附板之间前部和后侧所述的吸附板之间后部分别螺栓连接有线束组装板本体。
4、与现有技术相比,本实用新型的有益效果为:
5、1.本实用新型中,所述的旋转轴,安装套管,固定板,第二手拧螺栓,旋转安装板,磁铁块,吸附板和线束组装板本体的设置,有利于实现免拆卸更换带有不同治具的组装板的效果,从而可有效减少更换组装板的时间,进而提高对线束的加工效率,使用更加方便。
技术特征:
1.一种线束组装板,包括底座(1),底座(1)上部中间部位纵向一体化连接有固定套管(2),且固定套管(2)内部插接有伸缩杆(3);固定套管(2)右侧上部开口处螺纹连接有第一手拧螺栓(4),且固定套管(2)通过第一手拧螺栓(4)与伸缩杆(3)紧固连接设置,其特征在于,伸缩杆(3)左右两侧的上部分别连接有免拆更换磁吸式组装板结构(5)。
2.如权利要求1所述的线束组装板,其特征在于,所述的免拆更换磁吸式组装板结构(5)设置有两个,分别包括旋转轴(51),旋转轴(51)左端轴承连接有安装套管(52),且安装套管(52)上侧设置有固定板(53),其中固定板(53)下部左侧与安装套管(52)上侧右部一体化连接设置;固定板(53)上部右侧开口处螺纹连接有第二手拧螺栓(54),且第二手拧螺栓(54)的下端抵紧在旋转轴(51)的上侧;旋转轴(51)右端一体化连接有旋转安装板(55),且旋转安装板(55)内部中间部位左右两侧分别开设有安装口,其中安装口内部中间部位分别镶嵌有磁铁块(56);磁铁块(56)前后两部分别吸附连接有吸附板(57),其中前侧所述的吸附板(57)之间前部和后侧所述的吸附板(57)之间后部分别螺栓连接有线束组装板本体(58)。
3.如权利要求2所述的线束组装板,其特征在于,所述的旋转轴(51)位于旋转安装板(55)左部中间部位。
4.如权利要求2所述的线束组装板,其特征在于,所述的安装套管(52)内端分别与伸缩杆(3)外壁上侧左右两侧一体化连接设置。
5.如权利要求2所述的线束组装板,其特征在于,所述的吸附板(57)采用铁板。
技术总结
本技术提供一种线束组装板,包括底座,底座上部中间部位纵向一体化连接有固定套管,且固定套管内部插接有伸缩杆;固定套管右侧上部开口处螺纹连接有第一手拧螺栓,且固定套管通过第一手拧螺栓与伸缩杆紧固连接设置,其特征在于,伸缩杆左右两侧的上部分别连接有免拆更换磁吸式组装板结构。本技术旋转轴,安装套管,固定板,第二手拧螺栓,旋转安装板,磁铁块,吸附板和线束组装板本体的设置,有利于实现免拆卸更换带有不同治具的组装板的效果,从而可有效减少更换组装板的时间,进而提高对线束的加工效率,使用更加方便。
技术研发人员:马永生,王凯,陈安国
受保护的技术使用者:山东哈奈斯电子科技有限公司
技术研发日:20230613
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!