二次电池的注液孔结构及注液孔组件和电池的制作方法
本技术属于电池,涉及一种二次电池的注液孔结构及注液孔组件和电池。
背景技术:
1、锂电池密封钉焊接是电芯组装中非常重要的一道工序,密封钉的密封片结构设计和激光工艺的路线选择直接影响到这一工序的优率,大部分情况下密封钉焊接后的不良是无法进行返工作业的,这也就导致了锂电池的报废,而密封钉焊接工序涉及到锂电池的购买成本,一旦报废就意味着购买成本和前期的制造成本投入浪费,脉冲激光焊接技术被认为是提升密封钉焊接良率的关键技术之一,但是因其间歇式的加工方式和激光峰值功率较高,材料骤冷骤热的工况更为恶劣,使得材料内部产生明显应力导致焊接裂纹,由此必须使用凹型密封片配合脉冲激光焊工艺,方能解决应力释放问题;除此之外脉冲激光的加工速率和稳定性也在行业饱受诟病。
2、如中国专利公开了一种二次电池的注液孔焊接组件[申请号:201520510595.5],包括壳体顶盖、注液孔、密封盖板以及应力释放结构,注液孔开设于壳体顶盖上,且从壳体顶盖的顶端到底端方向依次包括装配沉台以及通孔,密封盖板收容于装配沉台内且不会落入通孔中,所述应力释放结构设置在所述焊接部位的一侧或两侧,且能够释放来自所述焊接部位的应力。
3、上述方案中的注液孔焊接组件通过使用凹型密封片以效释放焊缝附近的应力,防止焊缝产生裂纹,虽然能够有效释放应力,但是凹型密封片成本费用较高,且需要配合脉冲激光焊工艺。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种二次电池的注液孔结构。
2、本实用新型的另一目的是提供一种二次电池的注液孔组件。
3、本实用新型的另一目的是提供一种二次电池。
4、为达到上述目的,本实用新型采用了下列技术方案:
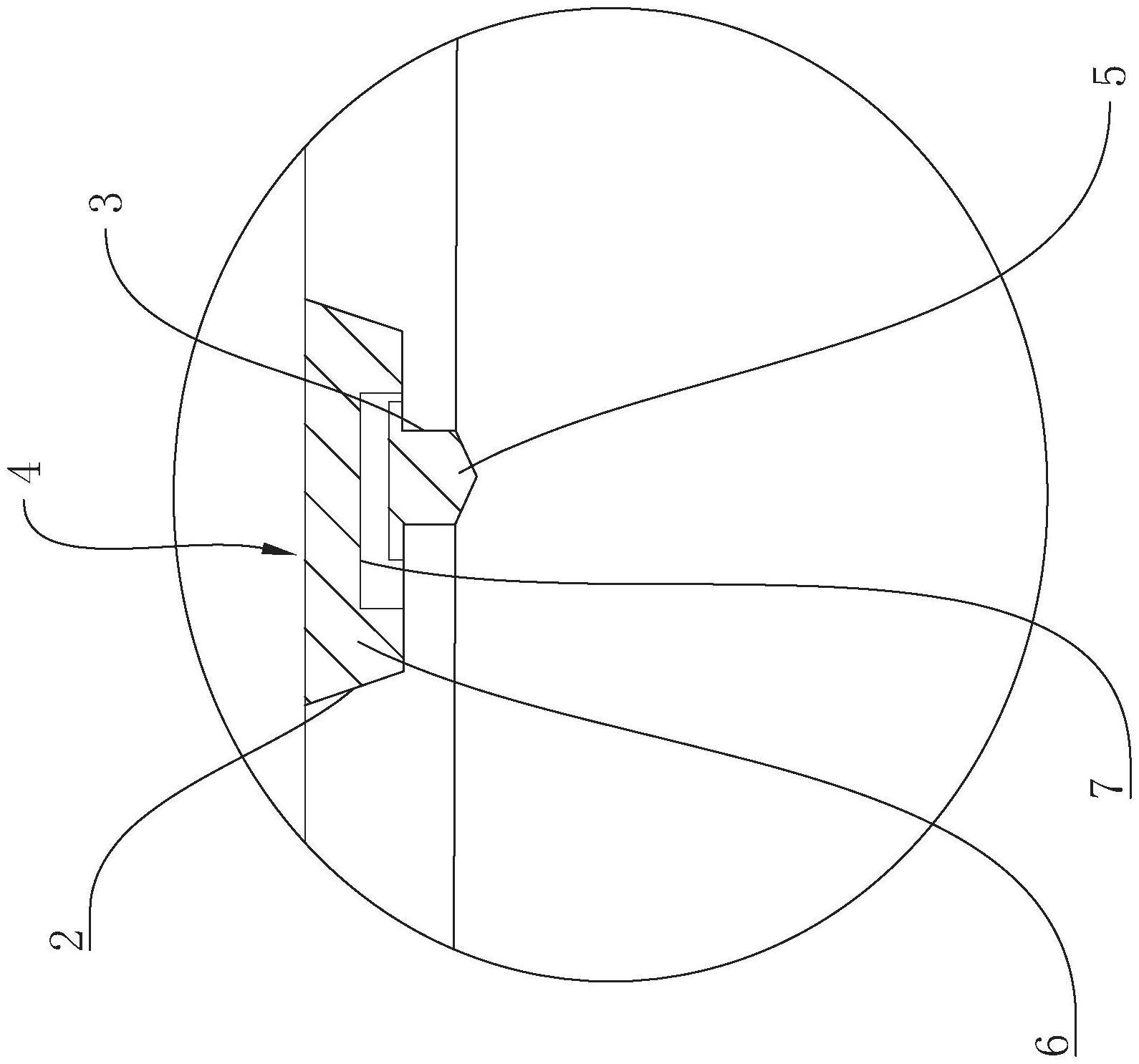
5、一种二次电池的注液孔结构,包括设置在电芯盖板上的沉孔,所述的沉孔内设有偏离沉孔中心处的注液内孔。
6、本实用新型中,注液内孔偏离沉孔中心位置设置,通过结构创新配合激光路径选择,可以直接使用普通密封片和连续激光工艺,避免凹型密封片和脉冲激光器的配套使用,一方面节约成本,另一方面可以充分释放连续激光器的效率和稳定优势。
7、在上述的二次电池的注液孔结构中,所述的注液内孔的中轴线偏离密封片固定孔的中轴线处。
8、注液内孔偏心设置于密封片固定孔,配合连续激光焊接路径选择可以解决焊接过程有机物气化释放的问题,且可以提升焊接速率和提升激光器稳定性。
9、一种二次电池的注液孔组件,包括电芯盖板,所述的电芯盖板上设有沉孔,包括二次电池的注液孔结构,在注液内孔上设有胶塞,所述的沉孔上焊接有封片。
10、封片和胶塞起到密封作用,沉孔上通过激光焊接有封片,注液内孔偏离沉孔中心位置设置,采用结构创新配合激光路径选择,可以直接使用普通密封片和连续激光工艺,避免凹型密封片和脉冲激光器的配套使用,一方面节约成本,另一方面可以充分释放连续激光器的效率和稳定优势。
11、在上述的二次电池的注液孔组件中,所述的封片的横截面呈凹形。
12、在上述的二次电池的注液孔组件中,所述的封片为铝材制成。
13、在上述的二次电池的注液孔组件中,所述的胶塞与封片底部的环形凸起接近且不接触。
14、封片底部的环形凸起与胶塞之间留有空隙,可以确保封片与胶塞之间不会产生干涉影响装配。
15、在上述的二次电池的注液孔组件中,所述的环形凸起内端抵靠在沉孔底部上,且外沿与沉孔内壁贴合。
16、环形凸起内端与沉孔底部抵靠,环形凸起外沿与沉孔内壁贴合,配合连续激光焊接工艺,封片的密封效果好。
17、在上述的二次电池的注液孔组件中,所述的沉孔的内径由上端至下端逐渐缩小,且封片外壁与沉孔内壁相适应。
18、封片与沉孔之间的装配简单,配合连续激光焊接工艺,封片的密封效果好。
19、在上述的二次电池的注液孔组件中,所述的沉孔外围上设有焊接引导标识,所述的焊接引导标识的起始标识和收尾标识远离注液内孔。
20、起始标识和收尾标识能够方便操作人员在激光焊接过程中找到起始焊接点和收尾焊接点。
21、在上述的二次电池的注液孔组件中,所述的焊接引导标识呈α形,所述的起始标识和收尾标识位于同一轴线上。
22、焊接引导标识为希腊字母阿尔法(α),方便操作人员在激光焊接过程中找到起始焊接点和收尾焊接点。
23、一种二次电池,包括壳体和电芯组件,所述的壳体上设有电池盖板,所述的电池盖板上设有二次电池的注液孔组件。
24、二次电池在不增加电池盖板成本的基础上简化了密封片构造,降低了结构件成本;激光可选用连续激光的加工工艺,最大的释放了连续激光焊接的速度和稳定优势。
25、与现有的技术相比,本实用新型的优点在于:1、在不增加电芯盖板成本的基础上简化了封片构造,降低了结构件成本。2、激光可选用连续激光的加工工艺,最大的释放了连续激光焊接的速度和稳定优势。3、解决焊接过程有机物气化释放的问题。
技术特征:
1.一种二次电池的注液孔结构,包括设置在电芯盖板(1)上的沉孔(2),其特征在于,所述的沉孔(2)内设有偏离沉孔(2)中心处的注液内孔(3)。
2.根据权利要求1所述的二次电池的注液孔结构,其特征在于,所述的注液内孔(3)的中轴线偏离密封片固定孔(4)的中轴线处。
3.一种二次电池的注液孔组件,包括电芯盖板(1),所述的电芯盖板(1)上设有沉孔(2),其特征在于,包括如权利要求1-2中任意一项所述的二次电池的注液孔结构,在注液内孔(3)上设有胶塞(5),所述的沉孔(2)上焊接有封片(6)。
4.根据权利要求3所述的二次电池的注液孔组件,其特征在于,所述的封片(6)的横截面呈凹形。
5.根据权利要求4所述的二次电池的注液孔组件,其特征在于,所述的封片(6)为铝材制成。
6.根据权利要求3或4或5所述的二次电池的注液孔组件,其特征在于,所述的胶塞(5)与封片(6)底部的环形凸起(7)接近且不接触。
7.根据权利要求6所述的二次电池的注液孔组件,其特征在于,所述的环形凸起(7)内端抵靠在沉孔(2)底部上,且外沿与沉孔(2)内壁贴合。
8.根据权利要求3或4或5所述的二次电池的注液孔组件,其特征在于,所述的沉孔(2)的内径由上端至下端逐渐缩小,且封片(6)外壁与沉孔(2)内壁相适应。
9.根据权利要求3或4或5所述的二次电池的注液孔组件,其特征在于,所述的沉孔(2)外围上设有焊接引导标识(8),所述的焊接引导标识(8)的起始标识(9)和收尾标识(10)远离注液内孔(3)。
10.根据权利要求9所述的二次电池的注液孔组件,其特征在于,所述的焊接引导标识(8)呈α形,所述的起始标识(9)和收尾标识(10)位于同一轴线上。
11.一种二次电池,其特征在于,包括如权利要求3-10中任意一项所述的二次电池的注液孔组件。
技术总结
本技术提供了一种二次电池的注液孔结构及注液孔组件和电池,属于电池技术领域。它包括电芯盖板,所述的电芯盖板上设有沉孔,所述的沉孔内设有偏离沉孔中心处的注液内孔,所述的注液内孔的中轴线偏离密封片固定孔的中轴线处,在注液内孔上设有胶塞,所述的沉孔上焊接有封片。在不增加电芯盖板成本的基础上简化了封片构造,降低了结构件成本;激光可选用连续激光的加工工艺,最大的释放了连续激光焊接的速度和稳定优势;解决焊接过程有机物气化释放的问题。
技术研发人员:胡高建,杨娜伟,蒋治亿
受保护的技术使用者:江苏天合储能有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!