一种变压器铁芯边缘平整装置的制作方法
本技术涉及变压器铁芯加工,尤其涉及一种变压器铁芯边缘平整装置。
背景技术:
1、变压器铁芯大多通过e字形或者c字形的钢片插接而成,通过插片机将铁芯快速插片进行生产加工,多个钢片叠加布置而成,形成供线圈绕卷的变压器铁芯。
2、其中在钢片插接对接完毕后,多个钢片之间的铁芯之间存在间隙,且变压器铁芯的四周,尤其是相对的两侧存在上下的内凹凸起,需要工作人员对边缘部分进行平整处理,以满足变压器铁芯生产的需要;通过单独自动化平整装置对铁芯两侧进行挤压能够实现对铁芯两侧的自动平整,能够提高平整效率,满足加工的需求;但是在平整加工的过程中,工作人员需要将铁芯放置于平整设备的预定位置,需要人工进行上下料的操作,这一过程不仅存在安全隐患,且人工放置铁芯位置存在偏差,需要对准的时间,影响铁芯边缘平整的效率以及整体的质量。
技术实现思路
1、本实用新型的目的是解决现有技术中存在的缺点,而提出的一种变压器铁芯边缘平整装置,其能够在对变压器铁芯平整的过程中完成铁芯的自动上下料,提高了铁芯平整的效率。
2、为了实现上述目的,本实用新型采用了如下技术方案:
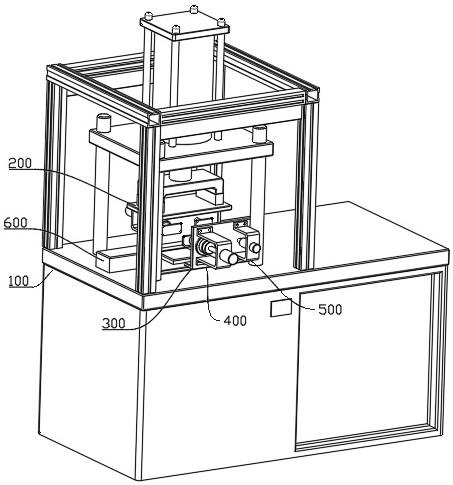
3、一种变压器铁芯边缘平整装置,包括:
4、冲压平台,上表面设置有第一承载平台以及第二承载平台;
5、冲压装置,安装于冲压平台上方与第二承载平台位置相对应,用于对铁芯进行冲压;
6、输送装置,安装于冲压平台上端,且与之相对滑动,包括两个对称设置的输送安装板,所述冲压平台内部设置有用于控制输送装置位置的驱动装置;
7、第一夹持装置,安装于输送安装板表面,包括两组对称设置的第一夹持组件,用于将未平整的铁芯从第一承载平台搬运至第二承载平台处;
8、第二夹持装置,安装于输送安装板表面,包括两组对称设置的第二夹持组件,用于将平整后的铁芯从第二承载平台处搬离。
9、优选地,所述第一夹持组件还包括旋转关节,通过旋转关节控制铁芯在搬运过程中转动。
10、优选地,所述旋转关节包括旋转套筒以及定位套筒,所述旋转套筒位于定位套筒内,所述旋转套筒表面开有控制槽,所述控制槽包括连通的直线部以及弧形部,所述定位套筒内壁设置有旋转凸起,所述旋转套筒内壁滑动连接有第一夹持杆,且二者之间设置有弹性元件,所述第一夹持杆末端固定连接有第一夹持板,所述输送安装板外侧设置有位控装置用于控制旋转套筒的位置。
11、优选地,所述第二夹持组件包括与输送安装板固定连接有的定位架,所述定位架表面安装有伸缩装置,所述伸缩装置的伸缩末端固定连接有第二夹持板。
12、优选地,所述输送安装板底部安装有支撑板,所述冲压平台表面开有上下贯通的驱动槽。
13、优选地,所述第一承载平台顶端高度高于第二承载平台顶端高度。
14、本实用新型与现有技术相比,其有益效果为:
15、通过设置第一夹持装置以及第二夹持装置能够先后对未平整以及平整后的变压器铁芯进行夹持,并且在输送装置移动的过程中,完成两组铁芯的同步移动,在对变压器铁芯的平整过程中,完成自动上下料的过程,提高了铁芯平整效率以及准确性;并且通过旋转关节能够在铁芯夹紧搬运的过程中控制其旋转90°,以让铁芯上下两侧表面与冲压装置位置相对应,进一步提高铁芯冲压的效率以及提高了前后两侧铁芯放置的稳定性。
技术特征:
1.一种变压器铁芯边缘平整装置,其特征在于,包括:
2.根据权利要求1所述的一种变压器铁芯边缘平整装置,其特征在于,所述第一夹持组件还包括旋转关节(430),通过旋转关节(430)控制铁芯在搬运过程中转动。
3.根据权利要求2所述的一种变压器铁芯边缘平整装置,其特征在于,所述旋转关节(430)包括旋转套筒(431)以及定位套筒(433),所述旋转套筒(431)位于定位套筒(433)内,所述旋转套筒(431)表面开有控制槽(432),所述控制槽(432)包括连通的直线部以及弧形部,所述定位套筒(433)内壁设置有旋转凸起,所述旋转套筒(431)内壁滑动连接有第一夹持杆(420),且二者之间设置有弹性元件,所述第一夹持杆(420)末端固定连接有第一夹持板(410),所述输送安装板外侧设置有位控装置(440)用于控制旋转套筒(431)的位置。
4.根据权利要求1所述的一种变压器铁芯边缘平整装置,其特征在于,所述第二夹持组件包括与输送安装板固定连接有的定位架(530),所述定位架(530)表面安装有伸缩装置(520),所述伸缩装置(520)的伸缩末端固定连接有第二夹持板(510)。
5.根据权利要求1-4任意一项所述的一种变压器铁芯边缘平整装置,其特征在于,所述输送安装板底部安装有支撑板,所述冲压平台(100)表面开有上下贯通的驱动槽。
6.根据权利要求1-4任意一项所述的一种变压器铁芯边缘平整装置,其特征在于,所述第一承载平台(600)顶端高度高于第二承载平台(700)顶端高度。
技术总结
本技术公开了一种变压器铁芯边缘平整装置,冲压平台、冲压装置、输送装置、第一夹持装置、第二夹持装置等组件,变压器铁芯在冲压的过程中,通过控制第一夹持装置至不同的位置,先后通过第一夹持装置以及第二夹持装置完成对铁芯的夹持,以让铁芯移动至不同的位置,将变压器铁芯夹持至冲压装置之间,完成对变压器铁芯上下两侧表面的冲压平整加工。本技术其能够在对变压器铁芯平整的过程中完成铁芯的自动上下料,提高了铁芯平整的效率。
技术研发人员:张丽霞
受保护的技术使用者:安庆众西力电子科技有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!