扁平线绕包护套线的制作方法
本技术涉及扁平线束领域,尤其是涉及扁平线绕包护套线。
背景技术:
1、相关技术中,扁平线束的工艺方案存在胶带成本浪费和人力成本浪费的问题,且扁平线束的成型效果差,特别是胶带的长度存在预留差异性和随机性,从而导致扁平线束的成品外观较差,且会产生导致胶带密缠包覆失效的问题,为此提出扁平线绕包护套线。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
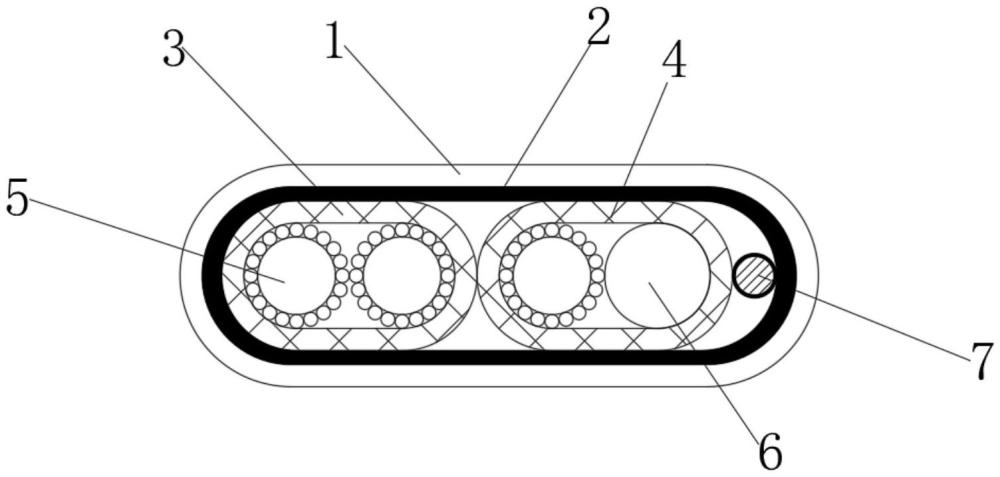
2、扁平线绕包护套线,包括绝缘套,所述绝缘套内部的左侧处设置有第一编织,且第一编织的侧边处设置有第二编织,并且第二编织的侧边设置有地线,所述第一编织、第二编织与地线之间呈同一水平线,且第二编织和地线位于绝缘套的内部,所述第一编织、第二编织和地线与绝缘套之间连接处缠绕设置有包带,且第一编织和第二编织均为两芯线扁平编织而成。
3、优选地,所述第一编织内部设置有第一芯线,且第一芯线至少为二个,并且第一芯线均设置于第一编织内部的左右两侧处。
4、优选地,所述第二编织内部设置有第二芯线,且第二芯线的侧边设置有第三芯线,并且第二芯线和第三芯线分别位于第二编织内部的左右两侧处。
5、绕线设备,用于制备上述所述的扁平线绕包护套线,包括单向绕包带机构和反向绕包带机构,所述单向绕包带机构包括第一转盘,且第一转盘的中间位置横向设置有第一转筒,并且第一转筒与第一转盘之间进行同向转动,所述第一转筒的侧边设置有紧压模具,且紧压模具与第一转筒之间进行贯通连接,并且第一转筒与紧压模具之间的配合将第一编织、第二编织和地线传递后进行紧压定型成扁平线。
6、优选地,所述第一转盘外周侧边处分别设置有第一牵带架和第二牵带架,且第一牵带架和第二牵带架与第一转盘进行同向转动,并且远离所述第一转盘的一侧处设置有第一牵引轮,进而通过第一牵引轮与第一牵带架和第二牵带架之间的配合将第一转盘上缠绕的包带牵引至扁平线上,进而通过第一转盘进行转动将包带缠绕包裹于扁平线上。
7、优选地,远离所述第一转盘的侧边处设置有第一固定架,且第一固定架侧边的上下两端均滚动设置有第一压轮,并且通过第一压轮使得表面包裹有包带的扁平线进行压扁;
8、所述第一固定架的侧边横向设置有第一传线筒,且第一传线筒位于第一压轮的侧边,并且通过第一传线筒将压扁完成的扁平线进行传递。
9、优选地,所述反向绕包带机构包括第二转盘,且第二转盘的中间位置横向设置有第二转筒,并且第二转筒与第二转盘之间进行同向转动,进而通过第二转筒与第二转盘之间的配合将单向绕包带机构压扁的扁平线进行反向转动。
10、优选地,所述第二转盘外周侧边处分别设置有第三牵带架和第四牵带架,且第三牵带架和第四牵带架与第二转盘进行同向转动,并且远离所述第二转盘的一侧设置有第二牵引轮,进而通过第二牵引轮与第三牵带架和第四牵带架之间的配合将第二转盘上缠绕的包带牵引至扁平线上,进而通过第二转盘进行转动将包带缠绕包裹于扁平线上。
11、优选地,远离所述第二转盘的侧边处设置有第二固定架,且第二固定架侧边的上下两端均滚动设置有第二压轮,并且通过第二压轮使得表面包裹有热熔胶胶带的扁平线进行压扁;
12、所述第二固定架的侧边横向设置有第二传线筒,且第二传线筒位于第二压轮的侧边,并且通过第二传线筒将压扁完成的扁平线进行传递。
13、与现有技术相比,本实用新型的有益效果是:通过线绕包生产工艺、紧押定型模具以及结合线绕装置将包带均匀包裹缠绕于扁平内部单元组上,保证了扁平线的成型效率、外观质量和胶带包覆的可靠性,且保证内部单元组处于同一水平线,从而使得线束加工可以实现自动化,提高生产效率,降低人工成本,极大降低线束加工生产成本。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.扁平线绕包护套线,包括绝缘套,其特征在于,所述绝缘套内部的左侧处设置有第一编织,且第一编织的侧边处设置有第二编织,并且第二编织的侧边设置有地线,所述第一编织、第二编织与地线之间呈同一水平线,且第二编织和地线位于绝缘套的内部,所述第一编织、第二编织和地线与绝缘套之间连接处缠绕设置有包带,且第一编织和第二编织均为两芯线扁平编织而成。
2.根据权利要求1所述的扁平线绕包护套线,其特征在于,所述第一编织内部设置有第一芯线,且第一芯线至少为二个,并且第一芯线均设置于第一编织内部的左右两侧处。
3.根据权利要求2所述的扁平线绕包护套线,其特征在于,所述第二编织内部设置有第二芯线,且第二芯线的侧边设置有第三芯线,并且第二芯线和第三芯线分别位于第二编织内部的左右两侧处。
技术总结
本技术公开了扁平线绕包护套线。其中,扁平线绕包护套线,包括绝缘套,所述绝缘套内部的左侧处设置有第一编织,且第一编织的侧边处设置有第二编织,并且第二编织的侧边设置有地线,所述第二编织和地线位于绝缘套的内部,且第一编织、第二编织和地线与绝缘套之间连接处缠绕设置有包带,并且第一编织和第二编织均为两芯线扁平编织而成;通过线绕包生产工艺、紧押定型模具以及结合线绕装置将包带均匀包裹缠绕于扁平内部单元组上,保证了扁平线的成型效率、外观质量和胶带包覆的可靠性,且保证内部单元组处于同一水平线,从而使得线束加工可以实现自动化,提高生产效率,降低人工成本,极大降低线束加工生产成本。
技术研发人员:隋长江
受保护的技术使用者:东莞市傲森电子科技有限公司
技术研发日:20230704
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!