多层极耳压紧装置的制作方法
本技术涉及电池制造,特别涉及一种多层极耳压紧装置。
背景技术:
1、电池内部含有电芯,电芯结构通常包括正极、负极、隔膜和电解液。多层极耳是指从电芯中将正负极引出来的金属导电体,是电池在进行充放电时的接触点。多层极耳通常面积较小,厚度较薄,而且容易断裂。因此,正极多层极耳、负极多层极耳与电池外壳顶盖之间一般通过转接片相连。
2、目前,锂电池生产制造过程中,多层极耳与转接片之间的焊接方法主要是通过先对多层极耳进行超声波预焊接,再将预焊接后的多层极耳与转接片压装在一起进行激光焊接,此方法需要增加了制造工艺流程的工序,也提高了整线生产过程中多层极耳焊接的不良风险。同时,多层极耳超声波预焊工艺的不良效果,会严重影响后续的激光焊接质量,导致整线的良率进一步降低。
技术实现思路
1、本实用新型实施例提供一种多层极耳压紧装置,能够通过预压组件对多层极耳与转接片进行机械压紧取代超声波预焊接,节省了锂电池生产过程中的加工工序,减少了可能发生不良的几率,提高锂电池制造的良率。
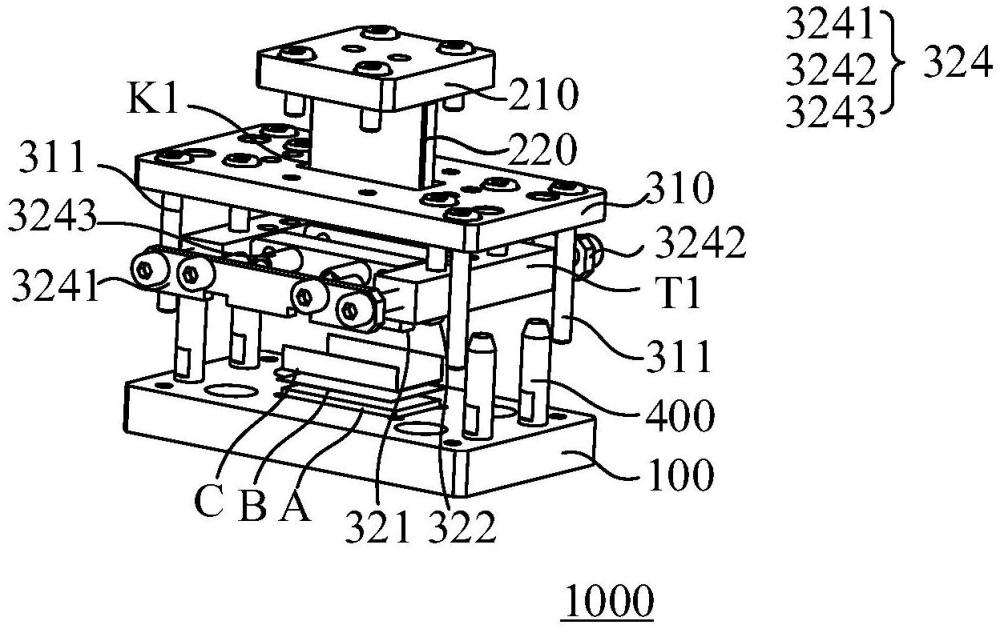
2、本实用新型实施例提供一种多层极耳压紧装置,包括:压装底板,用于放置待压紧的转接片与多层极耳;预压组件,与压装底板相对设置,预压组件用于将压装底板放置的待压紧的转接片与多层极耳预压紧;以及压紧组件,与压装底板相对设置,压紧组件用于将预压紧后的转接片与多层极耳压紧。
3、根据本实用新型实施例的前述实施方式,压紧组件设有第一通孔,至少部分焊接件或至少部分预压组件能够穿过第一通孔。
4、根据本实用新型实施例的前述任一实施方式,预压组件包括预压块和预压头,预压块可拆卸安装于压紧组件,预压头的一端通过弹性组件与预压块连接,预压头的另一端穿过第一通孔。
5、根据本实用新型实施例的前述任一实施方式,压紧组件包括:压装顶板,第一通孔设置于压装顶板,预压块可拆卸安装于压装顶板;以及压头件,安装于压装顶板,压头件用于再次压紧预压紧后的转接片与多层极耳。
6、根据本实用新型实施例的前述任一实施方式,压头件包括第一压头和第二压头,第一压头和第二压头安装于压装顶板,第一压头与第二压头相对可移动设置,预压头夹设于第一压头和第二压头之间。
7、根据本实用新型实施例的前述任一实施方式,压头件还包括限位板,限位板安装于压装顶板朝向压装底板的一侧,限位板设置有凸台以及第二通孔,凸台设置于限位板朝向压装顶板一侧的两端,限位板通过凸台安装于压装顶板使得限位板与压装顶板之间形成导向凹槽,第一压头、第二压头的一端可滑动安装于导向槽,第一压头、第二压头的另一端穿过第二通孔。
8、根据本实用新型实施例的前述任一实施方式,压头件还包括调节组件,用于调节第一压头与第二压头在导向槽滑动,调节组件包括第一安装板、第二安装板以及弹性调节件,第一安装板、第二安装板均安装于限位板,第一压头安装于导向槽的一端与第一安装板之间通过弹性调节件连接,第二压头安装于导向槽的一端与第二安装板之间通过弹性调节件连接。
9、根据本实用新型实施例的前述任一实施方式,还包括导向组件,导向组件固定安装于压装底板,压装顶板可沿导向组件直线移动。
10、根据本实用新型实施例的前述任一实施方式,压装顶板设置有用于将压装顶板和压装底板相互锁紧的锁紧件。
11、根据本实用新型实施例的前述任一实施方式,压装底板朝向压装顶板的一侧设置有用于放置转接片的沉槽。
12、根据本实用新型实施例的多层极耳压紧装置包括压装底板、预压组件以及压紧组件。压装底板用于放置待压紧的转接片与多层极耳。预压组件与压装底板相对设置,预压组件用于将压装底板放置的待压紧的转接片与多层极耳预压紧。压紧组件与压装底板相对设置,压紧组件用于将预压紧后的转接片与多层极耳压紧。当转接片与多层极耳在焊接之前,预压组件可以先对压装底板放置的待压紧的转接片与多层极耳进行预压紧,再通过压紧组件对预压紧的转接片与多层极耳再次压紧,然后将预压组件撤离,将转接片与多层极耳焊接在一起,无需增加超声波预焊的工艺流程,节省了锂电池生产过程中的加工工序,节约了成本,减少了可能发生不良的几率,提高锂电池制造的良率。
技术特征:
1.一种多层极耳压紧装置,其特征在于,包括:
2.如权利要求1所述的多层极耳压紧装置,其特征在于,所述压紧组件设有第一通孔,至少部分焊接件或至少部分所述预压组件能够穿过所述第一通孔。
3.如权利要求2所述的多层极耳压紧装置,其特征在于,所述预压组件包括预压块和预压头,所述预压块可拆卸安装于所述压紧组件,所述预压头的一端通过弹性组件与所述预压块连接,所述预压头的另一端穿过所述第一通孔。
4.如权利要求3所述的多层极耳压紧装置,其特征在于,所述压紧组件包括:
5.如权利要求4所述的多层极耳压紧装置,其特征在于,所述压头件包括第一压头和第二压头,所述第一压头和所述第二压头安装于所述压装顶板,所述第一压头与所述第二压头相对可移动设置,所述预压头夹设于所述第一压头和所述第二压头之间。
6.如权利要求5所述的多层极耳压紧装置,其特征在于,所述压头件还包括限位板,所述限位板安装于所述压装顶板朝向所述压装底板的一侧,所述限位板设置有凸台以及第二通孔,所述凸台设置于所述限位板朝向所述压装顶板一侧的两端,所述限位板通过所述凸台安装于所述压装顶板使得所述限位板与所述压装顶板之间形成导向槽,所述第一压头、所述第二压头的一端可滑动安装于所述导向槽,所述第一压头、所述第二压头的另一端穿过所述第二通孔。
7.如权利要求6所述的多层极耳压紧装置,其特征在于,所述压头件还包括调节组件,用于调节所述第一压头与所述第二压头在所述导向槽滑动,所述调节组件包括第一安装板、第二安装板以及弹性调节件,所述第一安装板、所述第二安装板均安装于所述限位板,所述第一压头安装于所述导向槽的一端与所述第一安装板之间通过弹性调节件连接,所述第二压头安装于所述导向槽的一端与所述第二安装板之间通过弹性调节件连接。
8.如权利要求4所述的多层极耳压紧装置,其特征在于,还包括导向组件,所述导向组件固定安装于所述压装底板,所述压装顶板可沿所述导向组件直线移动。
9.如权利要求4所述的多层极耳压紧装置,其特征在于,所述压装顶板设置有用于将所述压装顶板和所述压装底板相互锁紧的锁紧件。
10.如权利要求4所述的多层极耳压紧装置,其特征在于,所述压装底板朝向所述压装顶板的一侧设置有用于放置所述转接片的沉槽。
技术总结
本技术公开一种多层极耳压紧装置。多层极耳压紧装置包括压装底板、预压组件以及压紧组件。压装底板用于放置待压紧的转接片与多层极耳。预压组件与压装底板相对设置,预压组件用于将压装底板放置的待压紧的转接片与多层极耳预压紧。压紧组件与压装底板相对设置,压紧组件用于将预压紧后的转接片与多层极耳压紧。当转接片与多层极耳在焊接之前,预压组件可以先对压装底板放置的待压紧的转接片与多层极耳进行预压紧,再通过压紧组件对预压紧的转接片与多层极耳再次压紧,然后将预压组件撤离,将转接片与多层极耳焊接在一起,无需增加超声波预焊接,节省了锂电池生产过程的加工工序,节约了成本,减少了可能发生不良率,提高锂电池制造的良率。
技术研发人员:张荣,彭文锋,冯伟贤,罗淑洪,杨玉怀
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:20230711
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!