二次电池、电池组及电子设备的制作方法
本技术涉及电池,具体涉及一种二次电池、电池组及电子设备。
背景技术:
1、目前大圆柱电池因其高安全性、长寿命、优异的快充性能、优良的电池一致性和生产成本低的优势,越来越受到各大车企的青睐。
2、目前,大圆柱电池的壳体一般带电,使得壳体本身在电池成组时作为正负极中的其中一者使用。壳体内的电极组件与壳体之间的电连接方式为:电极组件与壳体开口侧的第一集流构件连接,第一集流构件焊接在壳体的侧壁上,实现壳体带电。在后续的电池封口过程中,由于壳体的侧壁会受到较大的挤压应力,存在第一集流构件与壳体的连接失效的风险。因此需要提供一种二次电池、电池组及电子设备,以解决上述问题。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型提供一种二次电池、电池组及电子设备,以改善第一集流构件焊接在壳体的侧壁上,容易在封口过程中受到挤压从而导致连接失效的技术问题。
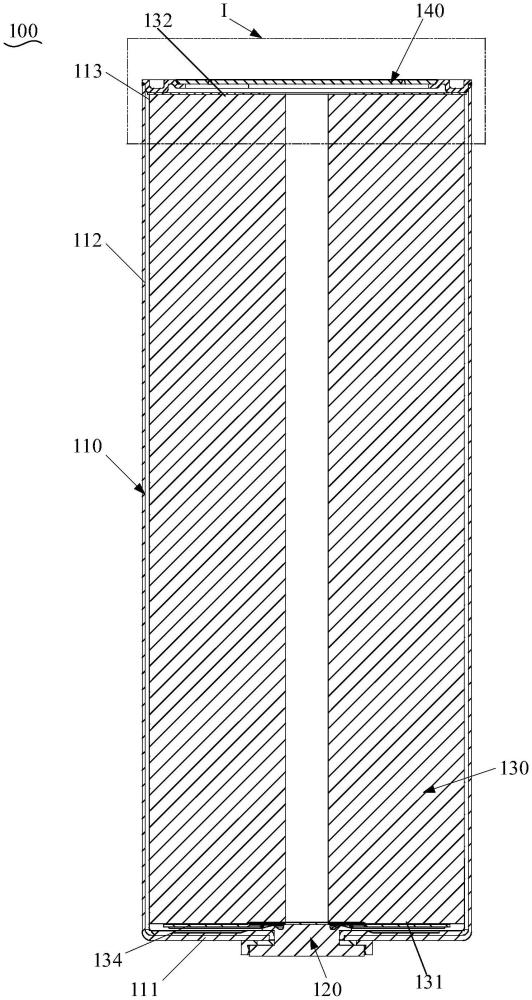
2、为实现上述目的及其它相关目的,本实用新型提供一种二次电池,包括:壳体、端子、电极组件、第一集流构件和盖板组件。所述壳体包括端壁和环绕所述端壁的侧壁,所述侧壁背离所述端壁的一端形成有开口;端子穿过所述端壁,且与所述端壁绝缘;电极组件容纳于所述壳体内,所述电极组件包括面向所述开口的第一极耳和面向所述端壁的第二极耳,所述第二极耳与所述端子电连接;所述第一集流构件设置于所述电极组件面向所述开口的一端,所述第一集流构件与所述第一极耳焊接连接;所述盖板组件包括第一盖板和第二盖板,所述第一盖板盖合于所述开口且与所述侧壁焊接连接,且所述第一盖板与所述第一集流构件焊接连接,所述第一盖板包括通孔,所述第二盖板焊接于所述第一盖板,并密封所述通孔。
3、在本实用新型二次电池一实施例中,所述第一集流构件包括盖板焊接部和极耳焊接部,所述盖板焊接部与所述第一盖板焊接连接,所述极耳焊接部与所述第一极耳焊接连接。
4、在本实用新型二次电池一实施例中,沿所述二次电池的高度方向,所述通孔在所述第一集流构件上的投影覆盖所述极耳焊接部。
5、在本实用新型二次电池一实施例中,所述盖板焊接部设置在所述第一盖板与所述电极组件之间,且背离所述电极组件的一侧与所述第一盖板焊接连接。
6、在本实用新型二次电池一实施例中,所述盖板焊接部背离所述第一盖板的一侧表面上包括内侧焊印。
7、在本实用新型二次电池一实施例中,所述第一盖板背离所述盖板焊接部一侧的表面上不包括焊印。
8、在本实用新型二次电池一实施例中,所述第一盖板背离所述盖板焊接部的表面上包括外侧焊印,沿所述二次电池的高度方向,所述内侧焊印的投影面积大于所述外侧焊印的投影面积。
9、在本实用新型二次电池一实施例中,所述盖板焊接部焊接在所述通孔的边缘,所述极耳焊接部相对于所述盖板焊接部向所述电极组件侧凹陷,并与所述第一极耳焊接连接。
10、在本实用新型二次电池一实施例中,所述壳体为圆柱形,所述第一盖板为圆环形,所述通孔与所述第一盖板同轴设置。
11、在本实用新型二次电池一实施例中,所述侧壁的外径为d,所述极耳焊接部分布在以电极组件的端面中心为圆心的环形区域内,且所述环形区域的内圆直径大于或等于0.25d,外圆直径小于或等于0.87d。
12、在本实用新型二次电池一实施例中,所述环形区域的内圆直径大于或等于12mm,所述环形区域的外圆直径小于或等于40mm。
13、在本实用新型二次电池一实施例中,所述通孔的直径大于或等于0.43d,且小于或等于0.96d。
14、在本实用新型二次电池一实施例中,所述第一盖板的内边缘包括凹陷部,所述通孔设置在所述凹陷部内,且所述第二盖板至少部分容纳于所述凹陷部内。
15、在本实用新型二次电池一实施例中,所述凹陷部的底部包括平台区,所述平台区环绕所述通孔设置,所述第二盖板安装在所述平台区背离所述电极组件的一侧并与所述平台区焊接连接。
16、在本实用新型二次电池一实施例中,所述平台区沿径向的宽度为0.2~5mm。
17、在本实用新型二次电池一实施例中,所述平台区沿径向的宽度为0.5~3mm。
18、在本实用新型二次电池一实施例中,所述第二盖板和/或所述凹陷部上设置有引导结构。
19、在本实用新型二次电池一实施例中,所述引导结构包括以下中的一种,或多种的组合:圆角、倒角或者斜坡。
20、在本实用新型二次电池一实施例中,所述引导结构包括第一环形斜面,所述第一环形斜面环绕所述通孔且由所述第一盖板背离所述电极组件的一侧向所述电极组件侧收缩,所述第一环形斜面的倾斜角度为95~160°。
21、在本实用新型二次电池一实施例中,所述第二盖板上设置有防爆结构。
22、在本实用新型二次电池一实施例中,所述防爆结构包括设置在所述第二盖板上的刻痕,所述刻痕的开口靠近所述电极组件。
23、在本实用新型二次电池一实施例中,所述防爆结构包括所述第一盖板与所述第二盖板之间的第二焊印。
24、在本实用新型二次电池一实施例中,所述第一盖板包括与所述开口相匹配的凸部,所述凸部向所述电极组件侧凸起,并环绕所述通孔设置,所述凸部的外边缘与所述侧壁配合,所述凸部用于在焊接所述第一盖板与所述开口时阻挡激光。
25、在本实用新型二次电池一实施例中,沿所述二次电池的高度方向,所述凸部的高度为0.1~5mm,所述凸部的径向宽度为1~10mm。
26、在本实用新型二次电池一实施例中,所述凸部的高度为0.5~2.5mm。
27、在本实用新型二次电池一实施例中,所述第一盖板还包括环绕所述凸部设置的限位部,所述侧壁的端面与所述限位部相抵接。
28、在本实用新型二次电池一实施例中,所述第一盖板与所述开口之间的第一焊印环绕设置在所述开口设置,并位于所述限位部与所述侧壁的接触面上。
29、在本实用新型二次电池一实施例中,所述盖板焊接部与所述凸部朝向所述电极组件的一侧焊接连接。
30、在本实用新型二次电池一实施例中,所述壳体为圆柱形,所述电极组件包括中心通孔,所述凸部朝向所述电极组件的一侧为环形平面,所述环形平面与所述壳体同轴设置。
31、在本实用新型二次电池一实施例中,所述第一集流构件的中部设置有开孔,沿所述二次电池的高度方向,所述中心通孔在所述第一集流构件上的投影与所述开孔至少部分重合。
32、在本实用新型二次电池一实施例中,所述第一盖板背离所述电极组件的一侧表面上,形成有与所述凸部相对应的凹槽,所述凹槽的深度为0.1~5mm。
33、在本实用新型二次电池一实施例中,第一极耳所在端面至所述盖板组件背离所述电极组件一侧的外表面的距离为0.6~4mm。
34、在本实用新型二次电池一实施例中,所述二次电池还包括注液孔和封堵板,所述注液孔设置于所述端子上,所述封堵板焊接在所述端子上,并密封所述注液孔。
35、本实用新型还提供一种电池组,所述电池组包括上述任一项所述的二次电池。
36、本实用新型还提供一种电子设备,所述电子设备包括上述的电池组。
37、本实用新型二次电池中,所述第一盖板的外边缘与所述侧壁焊接连接并密封所述开口,第一集流构件与所述第一盖板焊接连接,第一集流构件与壳体侧壁之间无连接,可以改善第一集流构件焊接在壳体的侧壁上,容易在封口过程中受到挤压从而导致连接失效的技术问题。同时,本实用新型中壳体上无需进行滚槽和墩封工艺,即可实现二次电池的密封封装,简化了工艺,具有较高的装配效率,并且还可以省掉滚槽的高度,从而提高二次电池的空间利用率。
38、本实用新型中,第一集流构件和第一盖板可以在二次电池组装之前先焊接为一体,再通过第一盖板上的通孔将第一集流构件和电极组件焊接,减少了组装步骤。且在组装之前焊接第一集流构件和第一盖板,激光可以从第一集流构件一侧照射,穿透相对较薄的第一集流构件至第一盖板,焊接的工艺窗口大,焊接效率高。
- 还没有人留言评论。精彩留言会获得点赞!