一种极柱焊接结构、盖板组件及动力电池的制作方法
本技术涉及电池,尤其是涉及一种极柱焊接结构、盖板组件及动力电池。
背景技术:
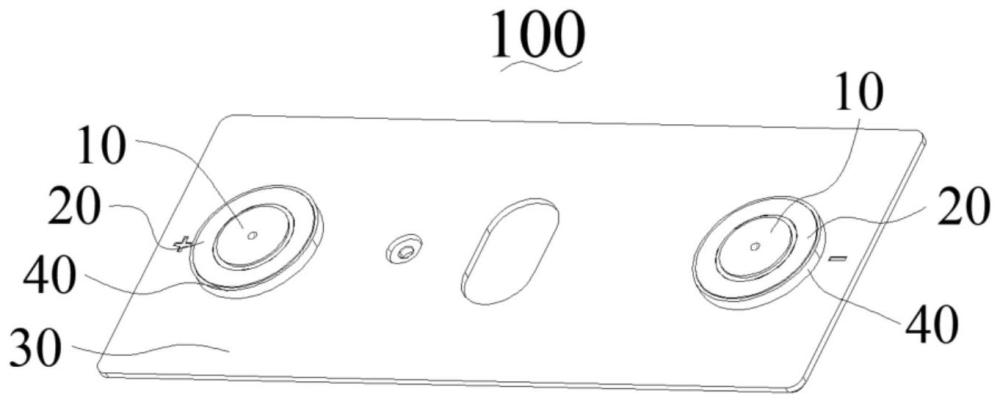
1、动力电池是一种为工具提供动力来源的能源设备。动力电池包括金属壳体、设置于金属壳体内的电芯组件以及固定于金属壳体顶部的盖板组件,在盖板组件上设置极柱、防爆阀、注液孔等结构。动力电池中设置于盖板组件上的极柱由于承担了电能传输的重要作用,其自身的稳定性决定了动力电池的性能。
2、动力电池中的极柱一般采用焊接的方式固定于盖板组件上,使得极柱既不能发生水平扭转也不能发生轴向移动。极柱与盖板组件之间的焊接质量,决定了极柱与盖板组件之间的连接强度。若极柱与盖板之间的焊接不良,将会导致极柱在受到轴向作用力时与金属盖板之间发生轴向偏移,从而影响极柱的导电性能,进而影响动力电池的正常使用。
技术实现思路
1、本实用新型的目的在于解决现有动力电池的盖板组件中极柱与盖板组件之间焊接不良,当极柱受到轴向作用力时发生轴向偏移而影响极柱的导电性能,进而影响动力电池的正常使用的缺点,提供一种极柱焊接结构。
2、本实用新型解决其技术问题采用的技术方案是:一种极柱焊接结构,包括极柱,所述极柱包括柱体以及设置于所述柱体的顶面并与所述柱体的外环面连接的环形凹槽;
3、金属压环,所述金属压环套设于所述极柱的柱体上,所述金属压环的内环面与所述极柱的柱体的外环面通过激光焊接固定于一体,并在所述金属压环的顶面与所述柱体的环形凹槽处形成焊缝;
4、和金属盖板,所述金属盖板包括基板以及设置于所述基板上可供所述极柱的柱体穿设的安装孔;
5、所述金属压环的顶面与所述极柱的环形凹槽齐平,且所述金属压环的内环面与所述柱体的外环面之间的间隙小于0.1mm。
6、在其中一个实施例中,所述金属压环的厚度大于等于1.5mm。
7、在其中一个实施例中,所述焊缝的熔接深度小于所述金属压环的厚度,且所述焊缝的熔接深度大于0.8mm。
8、在其中一个实施例中,所述焊缝的顶面低于所述极柱的顶面,且焊缝沿着所述金属压环的内环面与所述柱体的外环面之间的间隙对称设置。
9、在其中一个实施例中,所述焊缝的熔接宽度为0.5mm-2mm,所述焊缝的熔接宽度从所述金属压环的顶面向下逐渐缩小。
10、在其中一个实施例中,所述焊缝的截面面积为0.5mm3-3mm3
11、在其中一个实施例中,还包括上塑胶件,所述上塑胶件套设于所述极柱的柱体上,并位于所述金属压环与所述金属盖板之间;所述上塑胶件包括水平塑胶环,所述水平塑胶环的顶面与所述金属压环的底面抵接,所述水平塑胶环的底面与所述金属盖板的顶面抵接。
12、在其中一个实施例中,所述上塑胶件还包括设置于所述水平塑胶环外环面的第一环形凸起和设置于所述水平塑胶环内环面的第二环形凸起,所述第一环形凸起的内径大于等于所述金属压环的外径,所述第一环形凸起的高度小于所述金属压环的厚度;所述上塑胶件的第二环形凸起套设于所述极柱的柱体上,且所述第二环形凸起嵌入所述金属盖板的安装孔内。
13、本实用新型还提供了一种盖板组件,包括上述的极柱焊接结构。
14、本实用新型还提供了一种动力电池,包括上述的盖板组件。
15、本实用新型所提供的一种极柱焊接结构、盖板组件及动力电池的有益效果在于:极柱焊接结构中的金属压环与极柱的柱体焊接结构稳定,通过控制金属压环与柱体之间的间隙以及金属压环的水平位置,来把控金属压环与极柱之间的焊接质量,确保焊接后焊缝保持较好的连接强度和连接质量,保证极柱在受到1200牛的垂直压力作用下,依然保持良好的结构性能,提升极柱与金属压环之间的连接性能,即可提升盖板组件以及使用该盖板组件的产品质量、安全性能和外观的美观性。
技术特征:
1.一种极柱焊接结构,其特征在于,包括
2.如权利要求1所述的一种极柱焊接结构,其特征在于,所述金属压环的厚度大于等于1.5mm。
3.如权利要求2所述的一种极柱焊接结构,其特征在于,所述焊缝的熔接深度小于所述金属压环的厚度,且所述焊缝的熔接深度大于0.8mm。
4.如权利要求1所述的一种极柱焊接结构,其特征在于,所述焊缝的顶面低于所述极柱的顶面,且焊缝沿着所述金属压环的内环面与所述柱体的外环面之间的间隙对称设置。
5.如权利要求1所述的一种极柱焊接结构,其特征在于,所述焊缝的熔接宽度为0.5mm-2mm,所述焊缝的熔接宽度从所述金属压环的顶面向下逐渐缩小。
6.如权利要求5所述的一种极柱焊接结构,其特征在于,所述焊缝的截面面积为0.5mm3-3mm3。
7.如权利要求1-6任一项所述的一种极柱焊接结构,其特征在于,还包括上塑胶件,所述上塑胶件套设于所述极柱的柱体上,并位于所述金属压环与所述金属盖板之间;所述上塑胶件包括水平塑胶环,所述水平塑胶环的顶面与所述金属压环的底面抵接,所述水平塑胶环的底面与所述金属盖板的顶面抵接。
8.如权利要求7所述的一种极柱焊接结构,其特征在于,所述上塑胶件还包括设置于所述水平塑胶环外环面的第一环形凸起和设置于所述水平塑胶环内环面的第二环形凸起,所述第一环形凸起的内径大于等于所述金属压环的外径,所述第一环形凸起的高度小于所述金属压环的厚度;所述上塑胶件的第二环形凸起套设于所述极柱的柱体上,且所述第二环形凸起嵌入所述金属盖板的安装孔内。
9.一种盖板组件,其特征在于,包括如权利要求1-8任一项所述的极柱焊接结构。
10.一种动力电池,其特征在于,包括如权利要求9所述的盖板组件。
技术总结
本技术提供了一种极柱焊接结构、盖板组件及动力电池,极柱焊接结构包括极柱、金属压环和金属盖板,极柱包括柱体、环形凹槽;金属压环套设于极柱的柱体上,金属压环的内环面与极柱的柱体的外环面通过激光焊接固定于一体;金属盖板包括基板以及安装孔;金属压环的顶面与极柱的环形凹槽齐平,且金属压环的内环面与柱体的外环面之间的间隙小于0.1mm。本技术所提供的极柱焊接结构中的金属压环与极柱的柱体焊接结构稳定,通过控制金属压环与柱体之间的间隙以及金属压环的水平位置,来把控金属压环与极柱之间的焊接质量,确保焊接后焊缝保持较好的连接强度和连接质量,保证极柱在受到1200牛的垂直压力作用下,保持良好的结构性能。
技术研发人员:王先文,王奇志,廖兴群,孙廷生,潘党育
受保护的技术使用者:广东省豪鹏新能源科技有限公司
技术研发日:20230727
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!