一种冲压成型的电连接端子的制作方法
本技术涉及电连接,具体是涉及一种冲压成型的电连接端子。
背景技术:
1、电连接端子主要用于实现电气连接,使电线连接更加方便应用。比如需要接通和断开两根线的时候,就可以使用它,起到开和关的作用,不用焊接线路就能保证足够的电流,比传统接线更快更方便。随着电连接端子产品在电连接领域的使用日益频繁,市场上分门别类,有着各种各样的接线结构,极大的方便了用户的使用。但与此同时,由于端子结构日益精密生产工艺趋于复杂,因此在生产时需要投入较大的劳动力和资金成本;另一方面,现有的电连接端子结构较为复杂,部件间存在多个连接点,可能会因为选材错误,设计不可靠,成型工艺选择不当等原因导致结构不可靠造成的插头与插座之间,插针与插孔之间的接触不良,从而造成电能传输和信号中断等诸多问题,进而影响电连接端子的传导性能和使用寿命。
技术实现思路
1、本实用新型目的在于提供一种冲压成型的电连接端子,以解决现有的电连接端子加工工艺复杂,成本高,以及现有的电连接端子结构复杂,部件间存在多个连接点,可能会因为选材错误,设计不可靠,成型工艺选择不当等原因导致结构不可靠造成的插头与插座之间,插针与插孔之间的接触不良,引起电能传输和信号中断,进而影响电连接端子的传导性能和使用寿命的问题。
2、为解决上述技术问题,本实用新型供一种冲压成型的电连接端子,包括连接触件和端子底托,端子底托包括压接部和插接部,压接部和插接部通过连接部一体成型;其中,压接部设置有用于线缆插入的压接孔,插接部内设有安装槽,连接触件插设在安装槽内。
3、进一步的,连接触件为采用铍铜材料制成的构件。
4、进一步的,端子底托为采用铜材质或铜合金材质制成的构件。
5、进一步的,压接部为圆形管状体或椭圆形管状体,插接部为管状体,管状体的管道分别为压接部和插接部的压接孔和安装槽。
6、进一步的,连接部呈扁状体,位于压接部和插接部之间,将压接部和插接部一体连接在一起。
7、进一步的,连接触件为扭簧。
8、进一步的,扭簧上下两端开口处为环形带边,两环形带边之间形成有均匀排列的栅条,栅条扭转呈一定角度,向内凸出。
9、进一步的,插设在安装槽内的扭簧,其大小与安装槽的大小相匹配。
10、进一步的,插接部管口处直径小于所述安装槽的直径。
11、作为进一步的改进,插接部与压接部之间呈垂直设置,并通过连接部连接形成一体结构。
12、采用本实用新型提供的技术方案,与现有技术相比,具有以下优点:
13、由于本实用新型的一种一体成型的电连接端子是由连接触件和一体成型的端子底托组装而成,生产工艺简单,易于组装。
14、同时,将连接触件制成扭簧,扭簧上栅条可以在较大范围内紧贴插针外表面,且优选采用铍铜材质,使得插针与扭簧的传导性能大大提高;而且,端子底托的压接部和插接部之间通过连接部一体成型,端子底托的强度较高,质量稳定,延长使用寿命。
15、另外,本实用新型的一种一体成型的电连接端子,还可以加工成弯头电连接端子,无需通过螺纹、焊接等方式将两个以上的部件连接在一起,即可适配非直线角度的电连接的需求以及节省空间且有效提高产品的紧凑性。其结构简单,无需复杂的工艺生产,成本较低,使用寿命长。
技术特征:
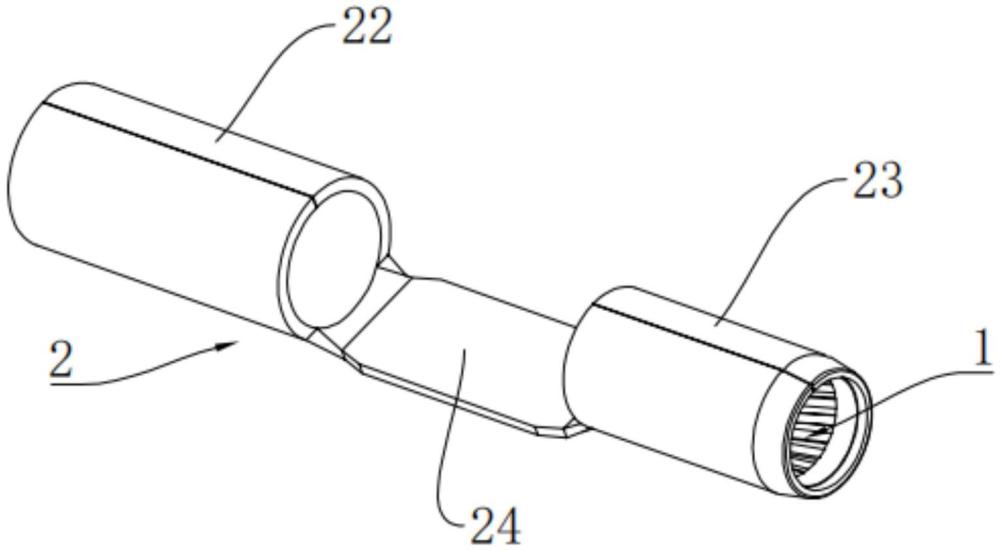
1.一种冲压成型的电连接端子,包括连接触件(1)和端子底托(2),其特征在于,所述端子底托(2)包括压接部(22)和插接部(23),所述压接部(22)和插接部(23)通过连接部(24)一体成型;其中,所述压接部(22)设置有用于线缆插入的压接孔,所述插接部(23)内设有安装槽,所述连接触件(1)插设在所述安装槽内。
2.根据权利要求1所述的冲压成型的电连接端子,其特征在于,所述连接触件(1)为采用铍铜材料制成的构件。
3.根据权利要求1所述的冲压成型的电连接端子,其特征在于,所述端子底托(2)为采用铜材质或铜合金材质制成的构件。
4.根据权利要求1所述的冲压成型的电连接端子,其特征在于,所述压接部(22)为圆形管状体或椭圆形管状体,所述插接部(23)为管状体,所述管状体的管道分别为所述压接部(22)和插接部(23)的压接孔和安装槽。
5.根据权利要求1所述的冲压成型的电连接端子,其特征在于,所述连接部(24)呈扁状体,位于所述压接部(22)和插接部(23)之间,将所述压接部(22)和插接部(23)一体连接在一起。
6.根据权利要求1至5任意一项所述的冲压成型的电连接端子,其特征在于,所述连接触件(1)为扭簧。
7.根据权利要求6所述的冲压成型的电连接端子,其特征在于,所述扭簧上下两端开口处为环形带边,两环形带边之间形成有均匀排列的栅条,所述栅条扭转呈一定角度,向内凸出。
8.根据权利要求7所述的冲压成型的电连接端子,其特征在于,插设在所述安装槽内的扭簧,其大小与所述安装槽大小相匹配。
9.根据权利要求8所述的冲压成型的电连接端子,其特征在于,所述插接部(23)管口处直径小于所述安装槽的直径。
10.根据权利要求9所述的冲压成型的电连接端子,其特征在于,所述插接部(23)与压接部(22)之间呈垂直设置,并通过所述连接部(24)连接形成一体结构。
技术总结
本技术提供了一种冲压成型的电连接端子,包括连接触件和端子底托,端子底托还包括压接部和插接部,压接部和插接部通过连接部一体成型;其中,压接部设置有用于线缆插入的压接孔,插接部内设有安装槽,连接触件插设在安装槽内。由于本技术的一种一体成型的电连接端子是由连接触件和一体成型的端子底托组装而成,其生产工艺简单,易于组装。同时,将连接触件制成扭簧,扭簧上栅条可以在较大范围内紧贴插针外表面,且优选采用铍铜材质,使得插针与扭簧的传导性能大大提高;而且,端子底托的压接部和插接部之间通过连接部一体成型,端子底托的强度较高,质量稳定,延长使用寿命。
技术研发人员:陈榉文,李勇君,王稳,黄康斌
受保护的技术使用者:广州煜立光电科技有限公司
技术研发日:20230803
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!