一种电池片组装转台及电池片组装设备的制作方法
本技术涉及电池片成串,尤其涉及一种电池片组装转台及电池片组装设备。
背景技术:
1、在对电池片串联组装过程中,可以利用胶带将焊带粘接在电池片的方式以实现电池片之间的串接,从而组装成电池串。为了简化电池片的动作流程,目前提供了一种通过电池片组装转台来带动电池片转动,从而使得电池片在各个工位之间运动,从而完成焊带在电池片上的粘贴工作。
2、电池片组装转台在持续转动的过程中,为了保障对电池片的稳定吸附定位,防止电池片出现飞片的问题,通常在电池片组装转台上开设真空吸附孔,然后将真空吸附孔通过通气管与真空发生器相连通,通过真空发生器对通气管抽取真空,从而实现对电池片的稳固吸附。通过通气管直接实现真空吸附孔与真空发生器的连通,由于通气管与真空发生器连通的第一端不跟随电池片组装转台转动,而通气管与真空吸附孔连通的第二端跟随电池片组装转台转动,不仅需要将通气管设置的较长,以避免通气管对电池片组装转台的转动造成干涉,并且通气管在跟随电池片组装转台的转动过程中容易发生卷绕,不利于整个电池片组装转台的持续工作。
3、因此,亟需一种电池片组装转台及电池片组装设备,以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种电池片组装转台及电池片组装设备,以实现对电池片的稳固吸附,并且能够减少通气管的长度,避免通气管在工作载台转动过程中发生卷绕的问题,保证电池片组装转台的持续工作。
2、为达此目的,本实用新型采用以下技术方案:
3、一种电池片组装转台,包括:
4、工作载台,所述工作载台上开设有多个真空吸附孔;以及
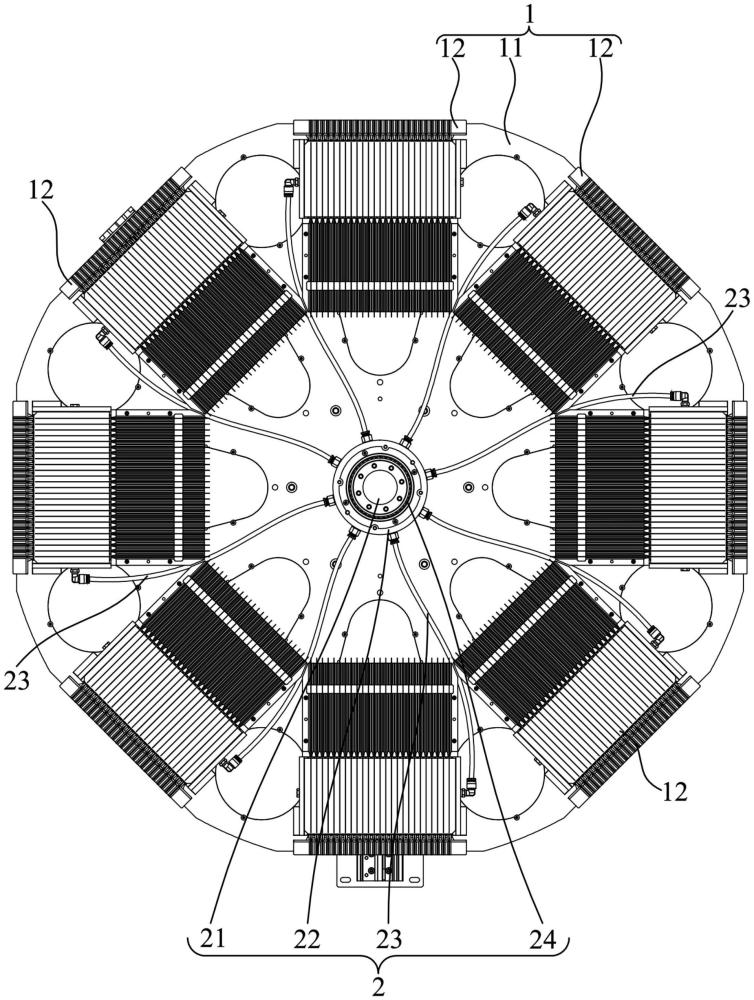
5、负压供应组件,所述负压供应组件包括负压供应管、通气滑环件以及通气管,所述负压供应管穿设在所述工作载台中,所述工作载台能相对于所述负压供应管转动,所述通气滑环件设置在所述工作载台上,并且所述通气滑环件转动套设在所述负压供应管上,所述通气滑环件相对于所述负压供应管转动时始终与所述负压供应管相连通,所述通气管的第一端与所述通气滑环件相连通,所述通气管的第二端与多个所述真空吸附孔相连通。
6、作为优选方案,所述负压供应管的周向上间隔开设有多个通气孔,所述通气滑环件上开设有通气长孔,所述通气长孔沿所述通气滑环件的转动方向延伸,所述通气滑环件相对于所述负压供应管转动的过程中,至少有一个所述通气孔与所述通气长孔相连通,并且所述通气管的第一端与所述通气长孔相连通。
7、作为优选方案,所述通气滑环件包括:
8、外套环,所述外套环设置在所述工作载台上,所述外套环上开设有与所述通气长孔相连通的安装孔,所述通气管的第一端安装在所述安装孔中并与所述安装孔连通;以及
9、通气滑环,所述通气滑环固定在所述外套环的内部,并且所述通气滑环转动套设在所述负压供应管上,所述通气长孔开设在所述通气滑环上。
10、作为优选方案,所述负压供应组件还包括:
11、轴承件,所述轴承件套设在所述负压供应管的外周上,并且所述轴承件夹设在所述负压供应管和所述外套环之间。
12、作为优选方案,所述通气滑环为刚环。
13、作为优选方案,所述工作载台包括:
14、转台,所述转台上穿设有所述负压供应管;以及
15、多个电池片承载件,多个所述电池片承载件沿所述转台的周向间隔设置在所述转台上,每个所述电池片承载件上均间隔开设有多个所述真空吸附孔。
16、作为优选方案,所述电池片承载件的承载区域划分有电池片承载区域以及焊带承载区域,所述电池片承载区域上间隔开设有多个所述真空吸附孔,所述焊带承载区域上间隔开设有多个定位槽,电池片上放置的焊带伸出所述电池片的部分容置在所述定位槽中。
17、作为优选方案,所述负压供应组件还包括:
18、真空发生器,所述真空发生器与所述负压供应管相连通,所述真空发生器被配置为对所述负压供应管抽取真空。
19、作为优选方案,所述电池片组装转台还包括:
20、驱动组件,所述驱动组件的输出端与所述工作载台相连接,所述驱动组件被配置为驱动所述工作载台相对于所述负压供应管转动。
21、一种电池片组装设备,包括贴胶装置以及如上所述的电池片组装转台,所述贴胶装置被配置将胶带粘贴在所述工作载台承载的电池片和焊带上。
22、本实用新型的有益效果:
23、本实用新型提供了一种电池片组装转台,该电池片组装转台通过在工作载台上开设多个真空吸附孔,通气管的第一端与通气滑环件相连通,通气管的第二端与多个真空吸附孔相连通,并且通气滑环件转动套设在负压供应管上,通气滑环件相对于负压供应管转动时始终与负压供应管相连通,当对负压供应管抽取真空时,能够通过通气滑环件以及通气管对多个真空吸附孔抽取真空,从而实现了工作载台对电池片的稳固吸附,避免了工作载台带动电池片转动的过程中,电池片发生飞片的问题。此外,由于通气滑环件转动套设在负压供应管上,通气滑环件相对于负压供应管转动时始终与负压供应管相连通,在保证真空吸附孔吸附力的基础上,使得通气滑环件以及通气管能够跟随工作载台一起相对于负压供应管转动,从而有效减少了通气管的长度,并且避免了通气管在工作载台转动过程中发生卷绕的问题,保证了电池片组装转台的持续工作。
24、本实用新型还提供了一种电池片组装设备,通过应用上述电池片组装转台,实现了工作载台对电池片的稳固吸附,有效减少了通气管的长度,并且避免了通气管在工作载台转动过程中发生卷绕的问题,保证了整个电池片组装设备的持续工作。
技术特征:
1.一种电池片组装转台,其特征在于,包括:
2.根据权利要求1所述的电池片组装转台,其特征在于,所述负压供应管(21)的周向上间隔开设有多个通气孔,所述通气滑环件(22)上开设有通气长孔(2221),所述通气长孔(2221)沿所述通气滑环件(22)的转动方向延伸,所述通气滑环件(22)相对于所述负压供应管(21)转动的过程中,至少有一个所述通气孔与所述通气长孔(2221)相连通,并且所述通气管(23)的第一端与所述通气长孔(2221)相连通。
3.根据权利要求2所述的电池片组装转台,其特征在于,所述通气滑环件(22)包括:
4.根据权利要求3所述的电池片组装转台,其特征在于,所述负压供应组件(2)还包括:
5.根据权利要求3所述的电池片组装转台,其特征在于,所述通气滑环(222)为刚环。
6.根据权利要求1~5任一项所述的电池片组装转台,其特征在于,所述工作载台(1)包括:
7.根据权利要求6所述的电池片组装转台,其特征在于,所述电池片承载件(12)的承载区域划分有电池片承载区域(121)以及焊带承载区域(122),所述电池片承载区域(121)上间隔开设有多个所述真空吸附孔(1211),所述焊带承载区域(122)上间隔开设有多个定位槽(1221),电池片上放置的焊带伸出所述电池片的部分容置在所述定位槽(1221)中。
8.根据权利要求1~5任一项所述的电池片组装转台,其特征在于,所述负压供应组件(2)还包括:
9.根据权利要求1~5任一项所述的电池片组装转台,其特征在于,所述电池片组装转台还包括:
10.一种电池片组装设备,其特征在于,包括贴胶装置以及权利要求1~9任一项所述的电池片组装转台,所述贴胶装置被配置将胶带粘贴在所述工作载台(1)承载的电池片和焊带上。
技术总结
本技术涉及电池片成串技术领域,尤其涉及一种电池片组装转台及电池片组装设备。电池片组装转台包括工作载台及负压供应组件,工作载台上开设有多个真空吸附孔,负压供应组件包括负压供应管、通气滑环件及通气管,负压供应管穿设在工作载台中,工作载台能相对于负压供应管转动,通气滑环件设置在工作载台上,并且通气滑环件转动套设在负压供应管上,通气滑环件相对于负压供应管转动时始终与负压供应管相连通,通气管的第一端与通气滑环件相连通,通气管的第二端与多个真空吸附孔相连通。电池片组装设备通过应用上述电池片组装转台,实现了对电池片的稳固吸附,减少了通气管的长度,并且避免了通气管在工作载台转动过程中发生卷绕的问题。
技术研发人员:肖建勇,刘念,袁海新,姜欢欢
受保护的技术使用者:苏州智慧谷激光智能装备有限公司
技术研发日:20230814
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!