一种用于微型断路器加工的塞子自动装配装置的制作方法
本技术涉及微型断路器装配,具体为一种用于微型断路器加工的塞子自动装配装置。
背景技术:
1、塞子自动装配装置主要运用在微型断路器的装配工作中,微型断路器需要安装配件,该配件一般称为塞子或侧塞,以前微型断路器完成延时复效功能测试后,是靠人工装塞子,由于塞子特征细小且表面光滑,因此塞子在人工装困难,并且每个人每次只能完成一个产品的装配工作,这样重复繁琐的工作增加了工人的劳动强度,生产效率低、产品一致性差。如今设计的自动切料、安装塞子的结构,实现了同时给两个产品装塞子的功能,生产效率高、一致性好,还可以通过光电装置检测塞子是否安装合格。主要目标实现机械自动化取代人工,提高生产效率,节约人工成本、提高企业效益。
技术实现思路
1、本实用新型的目的在于提供一种用于微型断路器加工的塞子自动装配装置,以解决上述背景技术提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种用于微型断路器加工的塞子自动装配装置,包括装塞子组件和侧塞上料组件,所述侧塞上料组件包括导线轮组合,且导线轮组合的一侧设置有第二导槽,所述第二导槽的一端设置有第三槽形光电,且第二导槽的上方对应设置有第一送线气缸和第一气缸压头,所述第一气缸压头的一侧对应设置有第二气缸压头和第二送线气缸,所述第二导槽远离第三槽形光电的一端安装有第四槽形光电,且第四槽形光电的一侧设置有第一导槽,所述第一导槽的上方分别设置有第三送线气缸与第三气缸压头和第四送线气缸与第四气缸压头,所述第一导槽的底部安装有气缸四,且第一导槽的一侧设置有塞子搓料切刀,所述塞子搓料切刀的一端对接有塞子搓料块一,且塞子搓料块一的顶端设置有第一球头柱塞,所述第四送线气缸远离第三送线气缸的一侧设置有第一压杆和第二压杆,且塞子搓料切刀的下方安装有气缸三,所述第二压杆的两侧分别设置有塞子搓料块二和第二球头柱塞,所述导线轮组合的两侧分别设置有第一塞子和第二塞子。
3、优选的,所述装塞子组件包括安装板,且安装板的顶端安装有气缸一,所述气缸一的一侧设置有油压缓冲器一。
4、优选的,所述安装板的表面安装有第一导轨,且安装板的一侧边缘安装有油压缓冲器二,所述安装板的下端设置有第二导轨。
5、优选的,所述第二导轨的下方对接有滑块垫板,且滑块垫板的外侧安装有气缸二,所述滑块垫板的下方设置有第一槽型光电。
6、优选的,所述第一槽型光电的下方设置有一号挡板,且一号挡板的一端设置有第一推杆。
7、优选的,所述安装板下方远离第二导轨的一侧安装有导轴,且导轴的底部连接有归位压块,所述导轴的一侧安装有油压缓冲器三。
8、优选的,所述滑块垫板的下方背面安装有第二槽型光电,且第二槽型光电的下方设置有二号挡板,所述二号挡板的一端设置有第二推杆。
9、与现有技术相比,本实用新型的有益效果是:该用于微型断路器加工的塞子自动装配装置,通过装塞子组件和侧塞上料组件的相互配合,检测对应塞子是否断料或缺料现象后,第三送线气缸和第四送线气缸全部伸出,气缸一缩回,使装塞子组件整体升起,退回初始状态等待下次循环,通过该机构取代人工装配微型断路的塞子的工序,基本不会出现不合格现象,机构运行平稳,位置精确,从而实现对微型断路器加工的塞子自动装配。
技术特征:
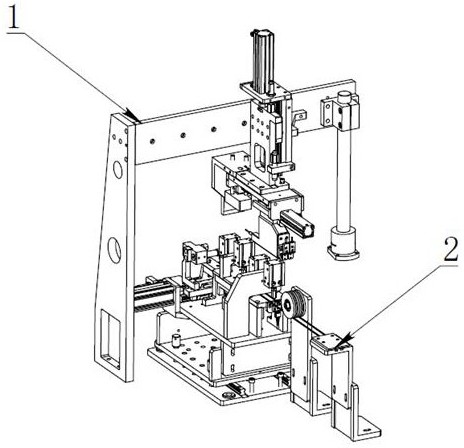
1.一种用于微型断路器加工的塞子自动装配装置,包括装塞子组件(1)和侧塞上料组件(2),其特征在于:
2.根据权利要求1所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述装塞子组件(1)包括安装板(103),且安装板(103)的顶端安装有气缸一(101),所述气缸一(101)的一侧设置有油压缓冲器一(102)。
3.根据权利要求2所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述安装板(103)的表面安装有第一导轨(104),且安装板(103)的一侧边缘安装有油压缓冲器二(105),所述安装板(103)的下端设置有第二导轨(106)。
4.根据权利要求3所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述第二导轨(106)的下方对接有滑块垫板(107),且滑块垫板(107)的外侧安装有气缸二(108),所述滑块垫板(107)的下方设置有第一槽型光电(109)。
5.根据权利要求4所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述第一槽型光电(109)的下方设置有一号挡板(110),且一号挡板(110)的一端设置有第一推杆(114)。
6.根据权利要求5所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述安装板(103)下方远离第二导轨(106)的一侧安装有导轴(112),且导轴(112)的底部连接有归位压块(113),所述导轴(112)的一侧安装有油压缓冲器三(111)。
7.根据权利要求6所述的一种用于微型断路器加工的塞子自动装配装置,其特征在于:所述滑块垫板(107)的下方背面安装有第二槽型光电(117),且第二槽型光电(117)的下方设置有二号挡板(116),所述二号挡板(116)的一端设置有第二推杆(115)。
技术总结
本技术公开了一种用于微型断路器加工的塞子自动装配装置,包括装塞子组件和侧塞上料组件,所述侧塞上料组件包括导线轮组合,且导线轮组合的一侧设置有第二导槽,且第二导槽的上方对应设置有第一送线气缸和第一气缸压头,所述第一气缸压头的一侧对应设置有第二气缸压头和第二送线气缸。该用于微型断路器加工的塞子自动装配装置,先检测对应塞子是否断料或缺料现象后,第三送线气缸和第四送线气缸全部伸出,气缸一缩回,使装塞子组件整体升起,退回初始状态等待下次循环,通过该机构取代人工装配微型断路的塞子的工序,基本不会出现不合格现象,机构运行平稳,位置精确,从而实现对微型断路器加工的塞子自动装配。
技术研发人员:王雅东,陆小海,胡瑞超
受保护的技术使用者:无锡锐思智能焊接装备有限公司
技术研发日:20230825
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!