端子插装检测一体装置的制作方法
本技术涉及电子精密配件制造安装,尤其涉及一种端子插装检测一体装置。
背景技术:
1、现有一种连接端子包括端子a(如图2所示)和端子座b(如图1所示),装配完成后如图3所示。目前多为人工组装的方式,端子和端子座的体积都较小,且装配槽b1位于一侧,手动装配一是效率太低,需手动翻转端子座后一一插装,二是无法保证完成品质量,端子是否插装到位、有无遗漏未插装的情况,没有相应的检测把关,也无法实现大规模高效生产。
技术实现思路
1、本实用新型要解决的技术问题是提供一种端子插装检测一体装置,旨在解决现有技术中存在的装配效率太低、无法保证完成品质量、无法实现大规模高效生产的技术问题。
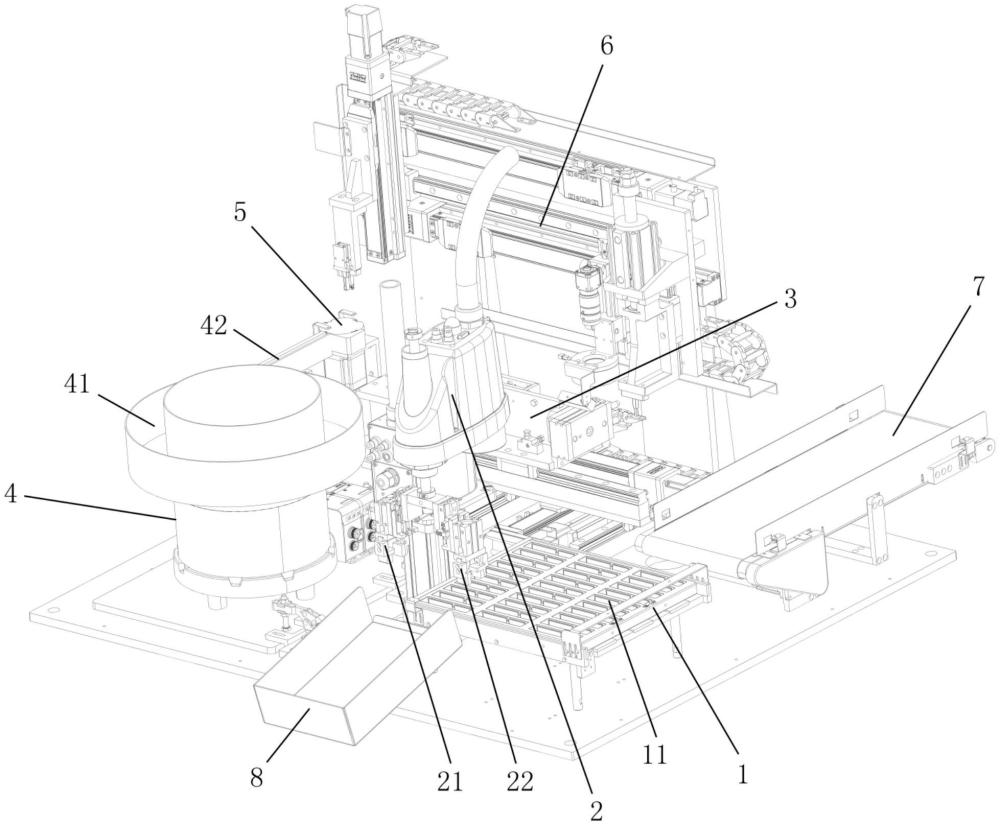
2、本实用新型的技术方案是:一种端子插装检测一体装置,包括进料托盘、搬运机械手、移栽回转机构、振动上料机构、出料转接机构、插装检测机构、以及出料输送带,搬运机械手将进料托盘内的端子座搬运至移栽回转机构进行姿态调整,移栽回转机构包括可水平移动的移栽平台、安装在所述移栽平台上的翻转台,翻转台上设有物料定位组件;端子由振动上料机构输送至出料转接机构等待取料,出料转接机构包括转动设置的转接台,转接台上设有若干接料位;插装检测机构取出端子进行插装并完成拍照检测和产品压合,完成品由搬运机械手搬至出料输送带输出,插装检测机构包括横移模组、分别安装在所述横移模组上的取料模组和压合模组,压合模组的一侧还设有检测相机。
3、进一步的,本实用新型中所述进料托盘具有若干个阵列排布的放料位,进料托盘设于搬运机械手的右侧,搬运机械手具有第一夹爪和第二夹爪,移栽回转机构设于搬运机械手的后侧。
4、进一步的,本实用新型中所述移栽平台包括前后移动模组、与前后移动模组连接的前后滑板、安装在前后滑板上的左右移动模组、与左右移动模组连接的左右滑板,翻转台由翻转气缸驱动转动安装在所述左右滑板上。
5、进一步的,本实用新型中所述物料定位组件包括间隔布置的两块定位夹板、设于任一所述定位夹板上的物料夹持气缸,两块定位夹板之间设有定位插板,定位插板通过连接板连接物料定位气缸。
6、进一步的,本实用新型中所述振动上料机构包括振动上料盘、与振动上料盘连接的出料轨道,出料轨道与所述转接台对接,转接台由旋转气缸驱动转动。
7、进一步的,本实用新型中所述横移模组包括模组安装底板,模组安装底板上设有横移导轨、分别设于横移导轨上下两侧的上直线模组和下直线模组,取料模组通过取料安装板与上直线模组连接,压合模组和检测相机通过压合安装板与下直线模组连接,取料安装板和压合安装板还分别滑动安装在横移导轨上。
8、进一步的,本实用新型中所述取料模组包括安装在取料安装板上的取料升降模组、由取料升降模组驱动升降的取料滑座、前后布置在所述取料滑座上的取料夹爪和吸取头。
9、进一步的,本实用新型中所述检测相机和压合模组左右布置在压合安装板上,压合模组包括由下压气缸驱动升降的压杆。
10、进一步的,本实用新型中所述压合安装板上设有调节滑轨,检测相机通过锁紧件安装在所述调节滑轨上。
11、进一步的,本实用新型中所述搬运机械手的一侧还设有ng料盒。
12、本实用新型与现有技术相比具有以下优点:本实用新型的装置集端子座姿态调整及定位、端子自动插装及同步检测、自动上下料功能于一体,端子和端子座分两路上料,能够依次有序进行插装,为保证插装到位,一是通过在放料后进一步压合,二是在压合前加入拍照检测步骤,用于获取当前工位位置坐标,并能够在位置出现偏差时对端子座进行移动校正,以提高装配精度,同时也能检测前一个工位内的端子是否插装到位,从而能够保证成品质量,整个装置的自动化装配效率更高,可实现大规模生产。
技术特征:
1.一种端子插装检测一体装置,其特征在于:包括进料托盘(1)、搬运机械手(2)、移栽回转机构(3)、振动上料机构(4)、出料转接机构(5)、插装检测机构(6)、以及出料输送带(7),搬运机械手(2)将进料托盘(1)内的端子座(b)搬运至移栽回转机构(3)进行姿态调整,移栽回转机构(3)包括可水平移动的移栽平台、安装在所述移栽平台上的翻转台(35),翻转台(35)上设有物料定位组件(36);端子(a)由振动上料机构(4)输送至出料转接机构(5)等待取料,出料转接机构(5)包括转动设置的转接台(51),转接台(51)上设有若干接料位(52);插装检测机构(6)取出端子(a)进行插装并完成拍照检测和产品压合,完成品由搬运机械手(2)搬至出料输送带(7)输出,插装检测机构(6)包括横移模组(61)、分别安装在所述横移模组(61)上的取料模组(62)和压合模组(63),压合模组(63)的一侧还设有检测相机(64)。
2.根据权利要求1所述的端子插装检测一体装置,其特征在于:所述进料托盘(1)具有若干个阵列排布的放料位(11),进料托盘(1)设于搬运机械手(2)的右侧,搬运机械手(2)具有第一夹爪(21)和第二夹爪(22),移栽回转机构(3)设于搬运机械手(2)的后侧。
3.根据权利要求1所述的端子插装检测一体装置,其特征在于:所述移栽平台包括前后移动模组(31)、与前后移动模组(31)连接的前后滑板(32)、安装在前后滑板(32)上的左右移动模组(33)、与左右移动模组(33)连接的左右滑板(34),翻转台(35)由翻转气缸(37)驱动转动安装在所述左右滑板(34)上。
4.根据权利要求3所述的端子插装检测一体装置,其特征在于:所述物料定位组件(36)包括间隔布置的两块定位夹板(36a)、设于任一所述定位夹板(36a)上的物料夹持气缸(36b),两块定位夹板(36a)之间设有定位插板(36c),定位插板(36c)通过连接板(36d)连接物料定位气缸(36e)。
5.根据权利要求1所述的端子插装检测一体装置,其特征在于:所述振动上料机构(4)包括振动上料盘(41)、与振动上料盘(41)连接的出料轨道(42),出料轨道(42)与所述转接台(51)对接,转接台(51)由旋转气缸(53)驱动转动。
6.根据权利要求1所述的端子插装检测一体装置,其特征在于:所述横移模组(61)包括模组安装底板(61a),模组安装底板(61a)上设有横移导轨(61b)、分别设于横移导轨(61b)上下两侧的上直线模组(61c)和下直线模组(61d),取料模组(62)通过取料安装板与上直线模组(61c)连接,压合模组(63)和检测相机(64)通过压合安装板(65)与下直线模组(61d)连接,取料安装板和压合安装板(65)还分别滑动安装在横移导轨(61b)上。
7.根据权利要求6所述的端子插装检测一体装置,其特征在于:所述取料模组(62)包括安装在取料安装板上的取料升降模组(62a)、由取料升降模组(62a)驱动升降的取料滑座(62b)、前后布置在所述取料滑座(62b)上的取料夹爪(62c)和吸取头(62d)。
8.根据权利要求6所述的端子插装检测一体装置,其特征在于:所述检测相机(64)和压合模组(63)左右布置在压合安装板(65)上,压合模组(63)包括由下压气缸(63a)驱动升降的压杆(63b)。
9.根据权利要求8所述的端子插装检测一体装置,其特征在于:所述压合安装板(65)上设有调节滑轨(64a),检测相机(64)通过锁紧件(64b)安装在所述调节滑轨(64a)上。
10.根据权利要求1所述的端子插装检测一体装置,其特征在于:所述搬运机械手(2)的一侧还设有ng料盒(8)。
技术总结
本技术公开了一种端子插装检测一体装置,包括进料托盘、搬运机械手、移栽回转机构、振动上料机构、出料转接机构、插装检测机构、出料输送带,搬运机械手将进料托盘内的端子座搬运至移栽回转机构进行姿态调整,移栽回转机构包括设有翻转台的移栽平台,翻转台上设有物料定位组件;端子由振动上料机构输送至出料转接机构等待取料,出料转接机构包括转动设置的设有接料位的转接台;插装检测机构取出端子进行插装并完成拍照检测和产品压合,完成品由搬运机械手搬至出料输送带输出,插装检测机构包括安装取料模组、压合模组、检测相机的横移模组。本技术集端子座姿态调整定位、端子插装检测、自动上下料功能于一体,成品质量和装配效率高。
技术研发人员:明振川,谢瑜,黄勇,高祥英
受保护的技术使用者:易至泰精密电子配件(无锡)有限公司
技术研发日:20230901
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!