一种软磁铁氧体磁芯元件压制成型设备及其方法与流程
本发明涉及一种软磁铁氧体磁芯元件压制成型设备及其方法,属于软磁铁氧体成型。
背景技术:
1、软磁铁氧体磁芯元件是一种常用的电子设备中的磁性材料,它的应用特征为“导磁”。 圆筒形的软磁铁氧体磁芯是常用的软磁铁氧体磁芯,在生产过程中会经过预烧、制浆、造粒、成型、烧结、磨加工,目前的成型设备包括上下成型压模和中间筒模,一次压制会成型多个磁芯元件,但是目前的压制成型设备下料时需要人工取下,劳动强度较高,并且降低了自动化程度,生产效率较低。
技术实现思路
1、本发明提供一种软磁铁氧体磁芯元件压制成型设备,解决目前的压制成型设备下料时需要人工取下,劳动强度较高,并且降低了自动化程度,生产效率较低的问题。
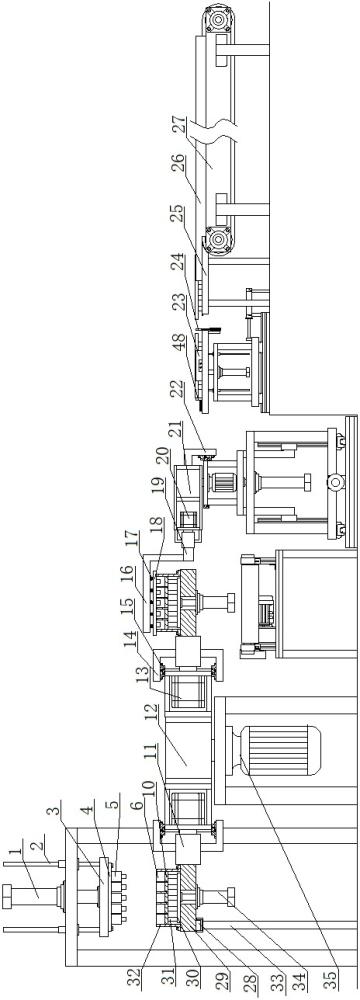
2、本发明涉及一种软磁铁氧体磁芯元件压制成型设备,包括多个上压模,上压模顶部连接有上压油缸,上压模右侧设有旋转机架,旋转机架上固定有旋转电机,旋转电机的输出轴固定有旋转架,旋转架的左右两端固定有关于旋转电机的输出轴对称的旋转马达,两端旋转马达输出轴均固定有连接轴,连接轴的外端固定有关于旋转电机的输出轴对称水平的支撑板,两端的支撑板顶部均固定有中间筒模,中间筒模的上方设有多个与上压模配合的模孔,每个模孔内均设有下压模,下压模连接有下压油缸,下压油缸固定在支撑板上,右端的支撑板的右侧设有下料转动电机,下料转动电机固定连接有下料机架,下料机架下部连接有下料升降机构,下料升降机构连接有平移驱动机构,下料转动电机的顶部固定有下料安装架,下料安装架的左端转动安装有与连接轴同轴的转动轴,转动轴的右端固定有安装在下料安装架上的下料马达,转动轴的左端顶部固定有l型的下料板,下料板的左端内侧壁上固定有多个吸盘,吸盘的底部固定有盖在中间筒模顶部的承载托盘,右端的支撑板的前侧设有下料输送带,下料输送带处于支撑板的下方,下料转动电机的右侧设有放置承载托盘的放置板,放置板的前侧顶部固定有定限位板,放置板的右侧设有动限位板,放置板的顶部左侧和后侧分别设有左推板和后推板,左推板和后推板的外侧分别固定有左推料气缸和后推料气缸,动限位板的底部固定有限位气缸。
3、作为一种优选,下压模的底部固定有连杆,连杆的底部固定有支板,支板底部中间与下压油缸顶部固定,承载托盘底部固定有多个插入磁芯元件内孔中的支撑柱,支撑柱可以支撑磁芯元件的内孔,更好的防止脱模时磁芯元件的破损。
4、作为一种优选,转动轴的外侧套有支撑套,支撑套的外侧固定有加强杆,转动轴转动更加平稳,加强杆的外端固定在下料安装架上,左端的支撑板的底部设有u型架,u型架上转动安装有托辊,u型架的底部固定有托柱,托辊可以拖住支撑板的顶部,防止压制成型时支撑板断裂。
5、作为一种优选,放置板的底部中间固定有顶升气缸,顶升气缸固定有顶升架,上压模的顶部固定有安装板,安装板的顶部通过螺栓固定有固定板,固定板的顶部中间与上压油缸固定,上压油缸固定连接有上压架,固定板的顶部和放置板的底部均固定有导向杆,导向杆上套有导向套。可以把放置板上的承载托盘顶升到取盘高度,方便吸盘取盘。
6、作为一种优选,放置板的右侧设有托板,托板的右侧设有上盘输送带,上盘输送带的顶部前后两侧设有限位挡板,限位挡板的左端伸到托板的顶部上方,顶升架的底部固定有移动滑板,移动滑板的底部固定有移动滑块,移动滑块连接有移动滑轨,移动滑板的顶部右侧固定有移动气缸,托板的左端下侧设有避让动限位板的避让槽。可以自动的进行承载托盘上料、定位、顶升和取盘。
7、作为一种优选,左右两端的连接轴上下均固定有l型的支臂杆一,下料安装架的右端固定有l型的支臂杆二,支臂杆一和支臂杆二的内侧均固定有导向滑块,下料机架的顶部和旋转架的左右两端外侧均固定有与导向滑块配合的环形的导向滑轨,导向滑轨两端面上均设有导向滑槽,导向滑块包括上导向块和下导向块,上导向块和下导向块上均设有伸入环形滑轨内外侧导向滑槽的导向滑台,上导向块和下导向块的外侧设有固定翻沿,固定翻沿通过螺栓固定在支臂杆一和支臂杆二上,导向滑轨和导向滑块的设置可以使得连接轴和下料安装架的旋转更加稳定,并且导向滑块为两半式拼装结构,方便导向滑块安装在导向滑轨上。
8、作为一种优选,下料升降机构包括固定在下料机架底部的升降架,升降架的底部中间固定有升降油缸,升降油缸固定有支撑架,支撑架上固定有升降滑轨,升降滑轨上设有升降滑块,升降滑块的内侧固定有导向臂杆,导向臂杆的顶部与升降架固定,平移驱动机构包括固定在支撑架底部的平移滑板,平移滑板的底部固定有平移滑块和螺母,平移滑块连接有平移滑轨,平移滑轨的底部固定有底板,底板上转动安装有与螺母配合的丝杆,丝杆的一端固定有下料电机。升降滑轨和升降滑块的配合可以使得下料升降机构的升降更加稳定。
9、作为一种优选,上压模的左侧下方设有上料板,上料板固定有上料滑轨,上料滑轨上设有上料滑块,上料滑块的顶部固定有上料滑板,上料滑板的顶部固定有上料架,上料架的右端固定有上料筒,上料筒上设有多个与上压模配合的装料孔,上料筒的底部设有封闭板,封闭板上设有多个通孔,封闭板的左右两侧均固定有导杆,上料筒的底部左右两侧均固定有供导杆穿过的导板,左端的导杆的外端固定有排料气缸,排料气缸固定在导板上,上料架的左端固定有上料气缸,上料气缸固定在上料板上。在压制成型时,可以在上料筒内进行备料,提高了生产速度,并且可以通过上压模伸入到装料孔内,刮掉装料孔壁上残余的物料,下料更加干净。
10、本发明还提供一种软磁铁氧体磁芯元件压制成型方法,应用上述的一种软磁铁氧体磁芯元件压制成型设备实现,具体包括以下步骤:s1、压制:把定量的原料放入模孔内,上压油缸伸出,上压模伸入到模孔内,这时下压油缸伸出,上压模配合下压模完成压制成型工作,压制成型后,上压油缸收缩,下压油缸继续伸出;当上压模脱离模孔后,下压油缸停止伸出,上压油缸收缩复位,s2、取盘:承载托盘放于放置板上,然后限位气缸伸出,动限位板上升,左推料气缸和后推料气缸伸出,左推板和后推板推着承载托盘进行定位,然后下料转动电机旋转180度,下料升降机构带着下料机架下降,吸盘下降吸住承载托盘,左推料气缸和后推料气缸收缩,下料升降机构带着下料机架上升,然后下料转动电机反向旋转180度,完成取盘;s3、脱模:旋转电机旋转180度,把压制成型的磁芯原件旋转到右侧,然后下料升降机构带着下料机架下降,承载托盘盖在中间筒模的顶部,然后旋转马达和下料马达同时旋转180度,使得下压油缸旋转到支撑板的上方,然后下压油缸伸出,同时下料升降机构下降,下压模把磁芯原件推出模孔,并通过承载托盘接料,脱模完成后下压油缸收缩回到初始位置,s4、下料输送:平移驱动机构带动承载托盘向前侧移动到下料输送带后端上方位置,然后下料升降机构带着承载托盘下降,承载托盘的前侧底部落到下料输送带上,吸盘松开承载托盘,下料输送带把承载托盘输送出去,并且这时旋转马达反向旋转180度,下压油缸旋转到支撑板的下方,下料升降机构带着承载托盘上升,下料马达反向旋转180度,平移驱动机构带动承载托盘向后移动,吸盘回到取盘位置。
11、作为一种优选,步骤s2的具体步骤为:上盘输送带把承载托盘输送到左推板的位置,然后上盘输送带停止输送,然后移动气缸伸出,然后限位气缸伸出,动限位板上升,左推料气缸和后推料气缸伸出,左推板和后推板推着承载托盘进行定位,定位后顶升气缸伸出,承载托盘上升到取盘位置,然后下料转动电机旋转180度,下料升降机构带着下料机架下降,吸盘下降吸住承载托盘,左推料气缸和后推料气缸收缩,下料升降机构带着下料机架上升,然后下料转动电机反向旋转180度,完成取盘;并且这时限位气缸收缩,动限位板下降,然后顶升气缸收缩,移动气缸收缩,把放置板右端贴在托板的左端面,并且动限位板收入避让槽内,等待下次上盘。
12、本发明,具有以下有益效果:
13、通过旋转电机旋转把中间筒模旋转到上压模下方进行压制成型,然后再把压制成型的元件旋转到脱模工位,在中间筒模顶部放置承载托盘,然后通过旋转马达和下料马达把承载托盘和下压油缸绕连接轴旋转,通过下压油缸的伸出和承载托盘的下降完成脱模接料,然后再移动到下料输送带处进行下料,可以自动完成压制成型后的脱模和下料,自动化程度更高,降低劳动强度,提高生产效率。
14、在磁芯元件脱模时,通过下料升降机构带动承载托盘与下压油缸同步升降,可以更好的保证成型磁芯元件的质量,降低磁芯元件脱模损坏的风险。
15、在中间筒模绕连接轴翻转时,可以通过承载托盘盖住中间筒模的顶部,并且承载托盘和中间筒模同时绕连接轴翻转,防止中间筒模翻转时磁芯元件掉落。
16、放置板上的承载托盘可以通过定限位板、动限位板、左推板和后推板快速定位,可以更加精确的定位承载托盘的位置,使得承载托盘更准确的盖在中间筒模的顶部。
- 还没有人留言评论。精彩留言会获得点赞!