一种电芯热整形烘烤线工装的制作方法
本发明涉及电池电芯整形烘烤领域,尤其涉及一种电芯热整形烘烤线工装。
背景技术:
1、随着近年来新能源电动汽车和储能行业的快速发展,锂电池制造企业对单位厂房的产能密度提出更高的要求。通过提高锂电池生产设备自动化及智能化水平,减少和优化锂电池制造工艺环节等手段,能有效地解决锂电池产能密度提升的制造瓶颈问题。通常锂电池制造工序分为前段、中段、后段工序,电芯的热压整形和锂电池真空烘烤是锂离子电池生产过程中段的两个重要工序。电芯热压整形一般通过将卷绕或叠片好的电芯放在模板上,设定增压缸压力和模板温度,上下模板在一定的压力和温度下使电芯定型,电芯热压整形的主要目的是消除隔膜褶皱和空气,确保隔膜和正负极极片紧密贴合,缩短锂离子扩散距离,降低电池内阻,提高电池的一致性和使用寿命,同时为电芯入壳创造较好的条件。真空烘烤主要是通过高真空环境和温控加热条件,降低锂电池内部活性成分和隔膜中的水分,满足电池的设计使用要求,提高电池的品质和性能。
2、现有技术中,电芯热整形设备需要通过压力缸对电芯压板持续施加压力,采用加热元件和温控器件对电芯进行加热和温度控制。电池真空烘烤与电芯热整形的工艺特点和技术要求具有一定的相似性,由于两种工艺的复杂性,鲜有将两种工艺进行集成的技术路线。
技术实现思路
1、本技术实施例通过提供一种电芯热整形烘烤线工装,解决了现有技术中电芯热整形和电池真空烘烤需要通过两个工艺以及采用不同设备来进行的问题,实现了在烘箱中同步完成电芯热整形和电芯真空烘烤工艺的效果。
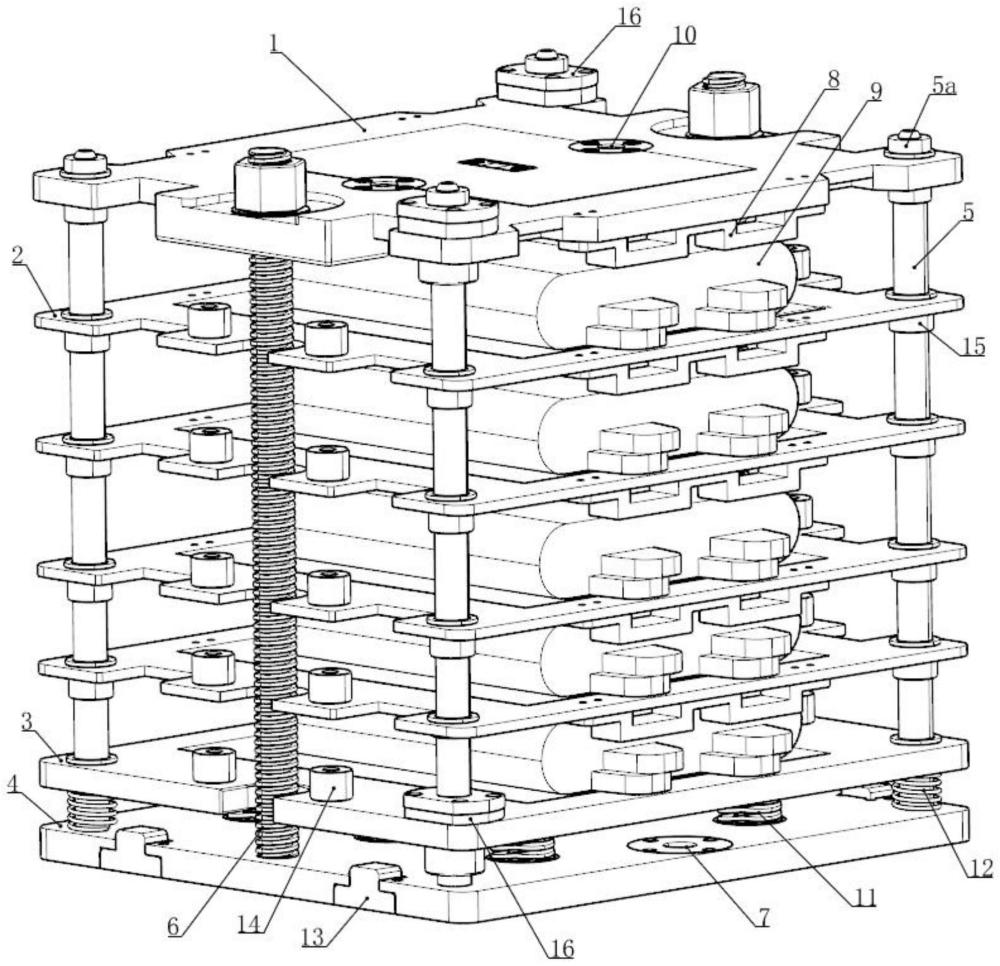
2、本技术实施例提供了一种电芯热整形烘烤线工装,包括:
3、顶部压板,位于工装顶部,其内设有顶部定位套;
4、中隔板,层叠设有多块,位于所述顶部压板之下;
5、第一基板,位于所述中隔板之下;
6、第二基板,位于所述第一基板之下,其内设有底部定位套;
7、竖向导杆,设有四根且呈长方形排列固定于所述第二基板上,贯穿并滑动连接所述顶部压板、中隔板和第一基板;
8、丝杆,设有两根,下端分别固定于所述第二基板的左右两侧,上端贯穿所述顶部压板并向上伸出,所述丝杆上端向上伸出的部分螺纹连接有紧固螺母;
9、极耳整形板,设于所述顶部压板和所述中隔板前侧的下端,用于对结构电芯的电芯极耳进行初步平整和压实;
10、超重载荷弹簧,设有若干个且位于所述第一基板和第二基板之间,主要提供缓冲和保护作用,防止因载荷过大或者局部载荷集中造成结构电芯整体或者局部破坏。
11、使用时,先旋松紧固螺母,然后通过底部定位套的定位将结构电芯分别放置入中隔板和第一基板上,并使结构电芯的电芯极耳位于所述极耳整形板下方,放置好结构电芯后,对顶部压板施加设定好的压力,然后通过顶部定位套的定位,利用电批等装置旋紧紧固螺母,所述的第一基板或第二基板的夹层之间设置压力传感装置,压力传感装置感应电批施加的固定载荷,并与电批实现电连接或者信号连接,确定电批锁紧旋转角度,然后松开对顶部压板施加的压力,此时,通过紧固螺母的锁定以及超重载荷弹簧的设置,使得各结构电芯受到持续且固定的载荷,最后将本工装转移至烘箱中,此时,可继续用底部定位套进行定位放置,利用烘箱的加热除湿以及本工装持续且稳定的压力,即可实现对结构电芯的热整形以及真空烘烤两种工艺。
12、作为本技术一些实施例的优选,对顶部压板施加的载荷为15kn~25kn。
13、作为本技术一些实施例的优选,所述中隔板设有四块。
14、作为本技术一些实施例的优选,底部定位套设有两个且分别位于第二基板的前后两侧,底部定位套用于与其它设备配合实现对本工装的定位。
15、作为本技术一些实施例的优选,底部定位套与顶部定位套均采用高温树脂材料制作,其中部有凹陷结构,可以配合机械式定位销钉,实现对工装的定位。
16、作为本技术一些实施例的优选,顶部定位套的数量与所述丝杆一致且分别靠近丝杆,用于与其它设备配合实现对本工装的定位。
17、作为本技术一些实施例的优选,超重载荷弹簧设有六个,呈阵列均布。
18、作为本技术的一些实施例,还包括有夹具定位套,固定设于所述第二基内,所述夹具定位套下端开有锥形凹陷,所述锥形凹陷与烘箱内托盘上分布的机械固定式销钉配合定位,便于在烘箱内部阵列设置多个本工装。
19、作为本技术一些实施例的优选,所述夹具定位套设置有四个,分别位于所述第二基板的左右两侧。
20、作为本技术的一些实施例,还设置有限位销,所述限位销固定设于所述中隔板和所述第一基板的上端,用于限制层间距的最小值,避免结构电芯被施加过大的压力导致整体或者局部的损坏。
21、作为本技术一些实施例的优选,所述限位销每一层设有四个,分别位于两根所述丝杆的前后两侧。
22、作为本技术的一些实施例,还设置有直线轴承,所述直线轴承固定设置于顶部压板和第一基板上,并与两呈对角的所述竖向导杆滑动连接。
23、作为本技术的一些实施例,还设置有导向轴套,所述导向轴套固定设置于顶部压板、中隔板和第一基板上,并套设于未设置直线轴承的所述竖向导杆外侧;有利于提高滑动的质量,避免局部卡顿导致对结构电芯的压力不均匀。
24、作为本技术的一些实施例,还包括有压缩弹簧,所述压缩弹簧设有两个,套设于竖向导杆外侧且避开直线轴承后位于所述第一基板和第二基板之间,有利于进一步提升对工装的缓冲和保护作用。
25、作为本技术的一些实施例,还设置有加强部,所述加强部位于所述顶部压板被丝杆贯穿处的下端,有利于提升本工装的稳定性和使用寿命。
26、作为本技术的一些实施例,还设置有端盖,所述端盖设置于所述竖向导杆的顶端,用于限制所述顶部压板的位置。
27、作为本技术的一些实施例,还包括有弹性件,所述弹性件套设于所述竖向导杆外侧且位于所述中隔板的上下两侧;所述弹性件作用是进行限位保护;通过弹性件的反作用力,能够使结构电芯表面受力更加均匀,防止因顶部压板载荷分布不均导致的中隔板与竖向导杆的连接处受力及行程不均衡导致的卡死,从而避免引起电芯的破坏或导向轴套的损坏,使得本工装更适合用于大尺寸电芯的热整形及真空烘烤。
28、作为本技术一些实施例的优选,所述丝杆处于同一侧的两根所述竖向导杆连线的中点处,有利于进一步提升紧固螺母锁紧后压力的均匀性。
29、作为本技术的一些实施例,还包括有电芯限位件,所述电芯限位件设于所述中隔板和所述第一基板的上端前侧,有利于结构电芯的上料及定位。
30、作为本技术一些实施例的优选,所述顶部压板、中隔板和第一基板中会与结构电芯接触的面均喷涂有特氟龙涂层,利用特氟龙涂层拥有的导热、绝缘和平整特性,能有效防止结构电芯热压整形或真空烘烤过程中金属表面与结构电芯隔膜粘接,从而破坏隔膜的问题。
31、作为本技术一些实施例的优选,所述限位销在所述中隔板上端设有四个,分别位于四根所述竖向导杆的外侧,在所述第一基板上端设有两个,分别位于无所述直线轴承的竖向导杆的外侧。
32、作为本技术的一些实施例,还设置有导杆固定板,设置于四根所述竖向导杆的顶端,有利于保持顶部压板下压后竖向导杆的稳定性。
33、作为本技术的一些实施例,还设置有极耳防风板,所述极耳防风板设于所述中隔板和所述第一基板上端前侧,与极耳整形板配合可避免电芯极耳被烘箱内的热风直接吹拂,避免电芯极耳被污染,同时有利于结构电芯的上料时定位。
34、作为本技术的一些实施例,还设置有起吊件,固定设于所述顶部压板或者导杆固定板上,便于对本工装进行自动化转运。
35、作为本技术一些实施例的优选,每块所述中隔板和所述第一基板上能够同时上料两块结构电芯。当然,在本技术的思路下,还可以根据实际情况设置每层放置结构电芯的数量。
36、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
37、通过对电芯热整形所需的压力利用丝杆以及紧固螺母进行锁定,并通过工装进行流转,使得在使用本工装的情况下,利用烘箱即可实现电芯的批量化热整形和真空烘烤,最终实现电芯热整形过程和电芯真空烘烤过程的集成。
38、通过底部定位套和顶部定位套的设置,可以配合机械式定位销钉,实现对工装的定位,从而便于实现自动化生产;通过限位销、直线轴承、导向轴套和压缩弹簧的设置,有效避免了中隔板在竖向导杆上滑动过程中局部卡顿导致对结构电芯的压力不均匀,避免结构电芯整体或者局部的损坏,有利于提升本工装的稳定性和使用寿命;通过导杆固定板的设置,保证了顶部压板下压后竖向导杆的稳定性;通过极耳防风板的设置,与极耳整形板配合可避免电芯极耳被烘箱内的热风直接吹拂,避免电芯极耳在热压整形和真空烘干过程中被污染,同时有利于结构电芯上料时的定位。
- 还没有人留言评论。精彩留言会获得点赞!